1
Изобретение относится к области переработки пластмасс в изделия, в частности к оснастке для прессования изделий из пластмасс.
Известна стационарная пресс-форма, содержащая верхнюю подвижную полуформу и нижнюю неподвижную полуформу, включающую выталкиватели, установленные в плитах, приводимых в движение от выталкивателя гидропресса 1.
При мелкосерийном производстве применение стационарной пресс-формы нецелесообразно из-за высокой стоимости ее изготовления.
Наиболее близкой к изобретению является пресс-форма для изготовления полимерных изделий, содержащая литниковую плиту, плиту матрицы, плиту с толкателями и направляющей колонкой, установленную на основании 2.
При разборе известной пресс-формы для извлечения изделия используют разъемное приспособление, что усложняет обслуживание и снижает производительность.
Целью изобретения является повышение производительности и облегчение условий труда.
Поставленная цель достигается тем, что пресс-форма для изготовления полимерных изделий, содержащая литниковую плиту,
плиту матрицы, плиту с толкателями и направляющей колонкой, установленную на основании, согласно изобретению снабжена размещенной между плитой матрицы и плитой с толкателями и направляющей колонкой разъемной плитой, выполненной с пазами под толкатели и направляющую колонку.
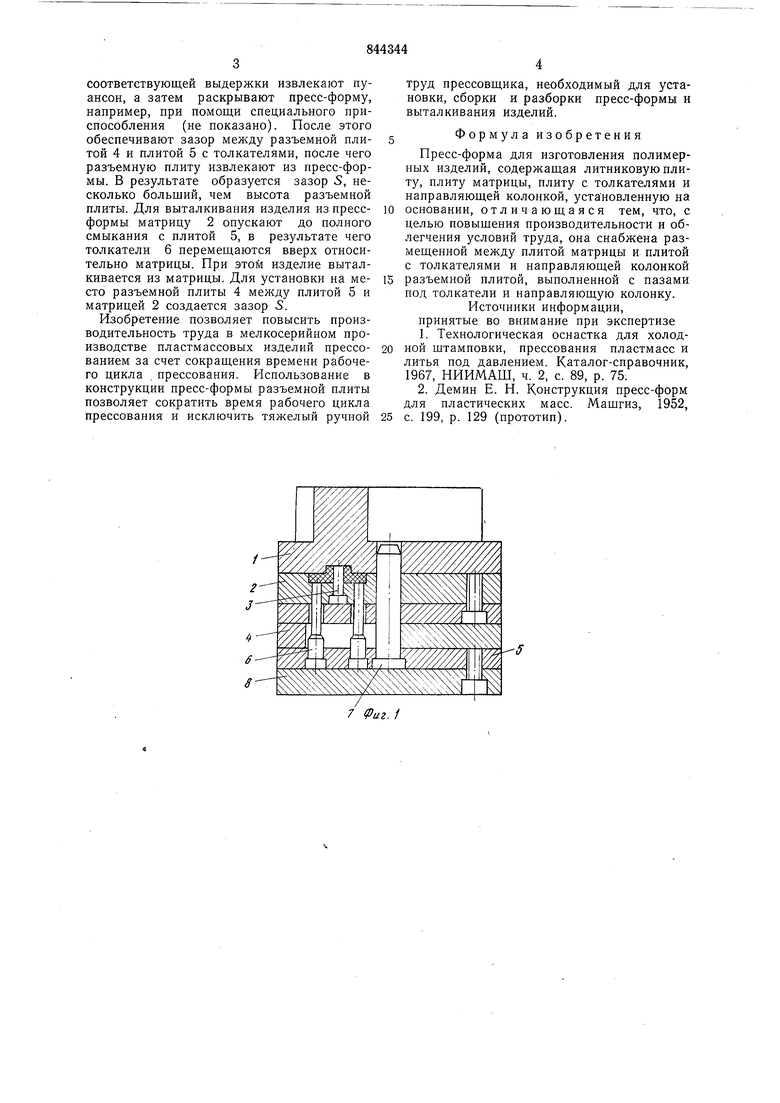
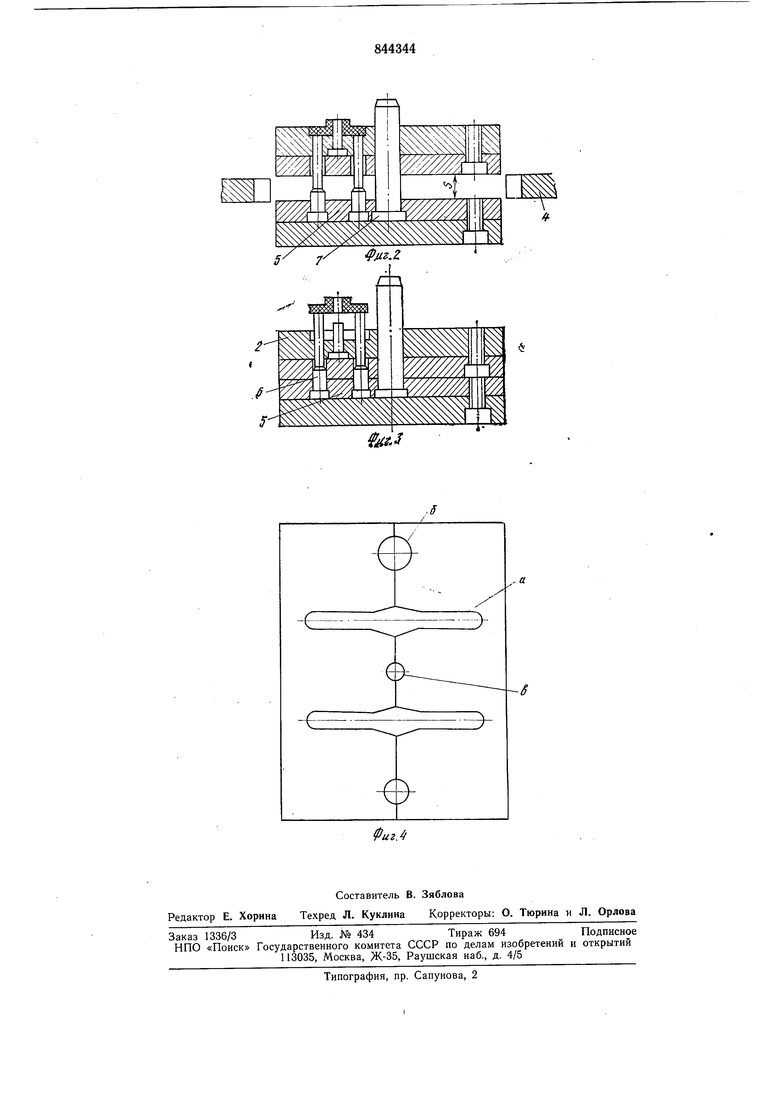
Па фиг. 1 показана пресс-форма, продольный разрез; на фиг. 2 - положение плит пресс-формы при выведении разъемной плиты; на фиг. 3 - положение плит при выталкивании изделия; на фиг. 4 - разъемная плита с выполненными в ней пазами.
Пресс-форма содержит литниковую плиту 1, плиту матрицы 2 с установленным в ней знаком 3, разъемную плиту 4, плиту 5 с установленными в ней толкателями 6 и направляющей колонкой 7 и основание 8. Разъемная плита выполнена с пазами а, б н в под толкатели и колонку.
Работает пресс-форма следующим образом.
Устанавливают ее на плиту обогрева гидропресса. Загружают загрузочную камеру, выполненную в литниковой плите, прессматериалом. Затем производят прессование при помощи пуансона (не показано), устапавливаемого в загрузочную камеру. После
соответствующей выдержки извлекают пуансон, а затем раскрывают пресс-форму, напрнмер, при помощи специального приспособления (не показано). После этого обеспечивают зазор между разъемной плитой 4 и плитой 5 с толкателями, после чего разъемную плиту извлекают из пресс-формы. В результате образуется зазор S, несколько больший, чем высота разъемной плиты. Для выталкивания изделия из прессформы матрицу 2 опускают до полного смыкания с плитой 5, в результате чего толкатели 6 перемещаются вверх относительно матрицы. При этом изделие выталкивается из матрицы. Для установки на место разъемной плиты 4 меледу плитой 5 и матрицей 2 создается зазор S.
Изобретение позволяет повысить производительность труда в мелкосерийном производстве пластмассовых изделий прессованием за счет сокращения времени рабочего цикла прессования. Использование в конструкции пресс-формы разъемной плиты позволяет сократить время рабочего цикла прессования и исключить тяжелый ручной
труд прессовщика, необходимый для установки, сборки и разборки пресс-формы и выталкивания изделий.
Формула изобретения
Пресс-форма для изготовления полимерных изделий, содержащая литниковую плиту, плиту матрицы, плиту с толкателями и направляющей колонкой, установленную на основании, отличающаяся тем, что, с целью повышения производительности и облегчения условий труда, она снабжена размещенной между плитой матрицы и плитой с толкателями и направляющей колонкой разъемной плитой, выполненной с пазами под толкатели и направляющую колонку. Источники информации,
принятые во внимание при экспертизе
1.Технологическая оснастка для холодной штамповки, прессования пластмасс и литья под давлением. Каталог-справочник, 1967, НИИМАШ, ч. 2, с. 89, р. 75.
2.Демин Е. Н. Конструкция пресс-форм для пластических масс. Машгиз, 1952, с. 199, р. 129 (прототип).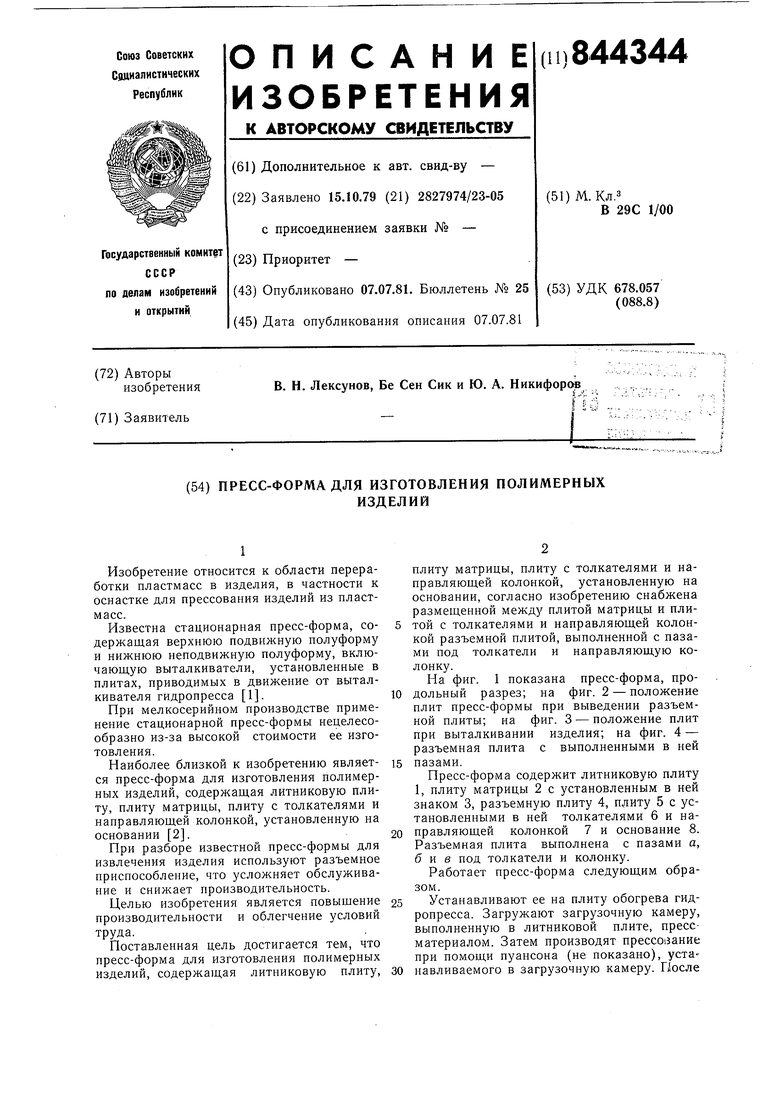
| название | год | авторы | номер документа |
|---|---|---|---|
| Прессформа для изготовления из полимерных материалов изделий с боковыми отверстиями | 1980 |
|
SU952624A1 |
| УНИВЕРСАЛЬНАЯ БЛОК-ФОРМА | 2005 |
|
RU2296049C2 |
| Универсальный блок литьевого прес-СОВАНия издЕлий из РЕАКТОплАСТОВ | 1979 |
|
SU797881A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1362644A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007296C1 |
| Литьевая форма | 1989 |
|
SU1757899A1 |
| Пресс-форма для изготовления полимерных изделий с арматурой | 1978 |
|
SU701817A1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |
| УНИВЕРСАЛЬНАЯ БЛОК-ФОРМА | 2005 |
|
RU2299809C2 |
| Пресс-форма для литья под давлением | 1979 |
|
SU910346A1 |
f.3
, a
