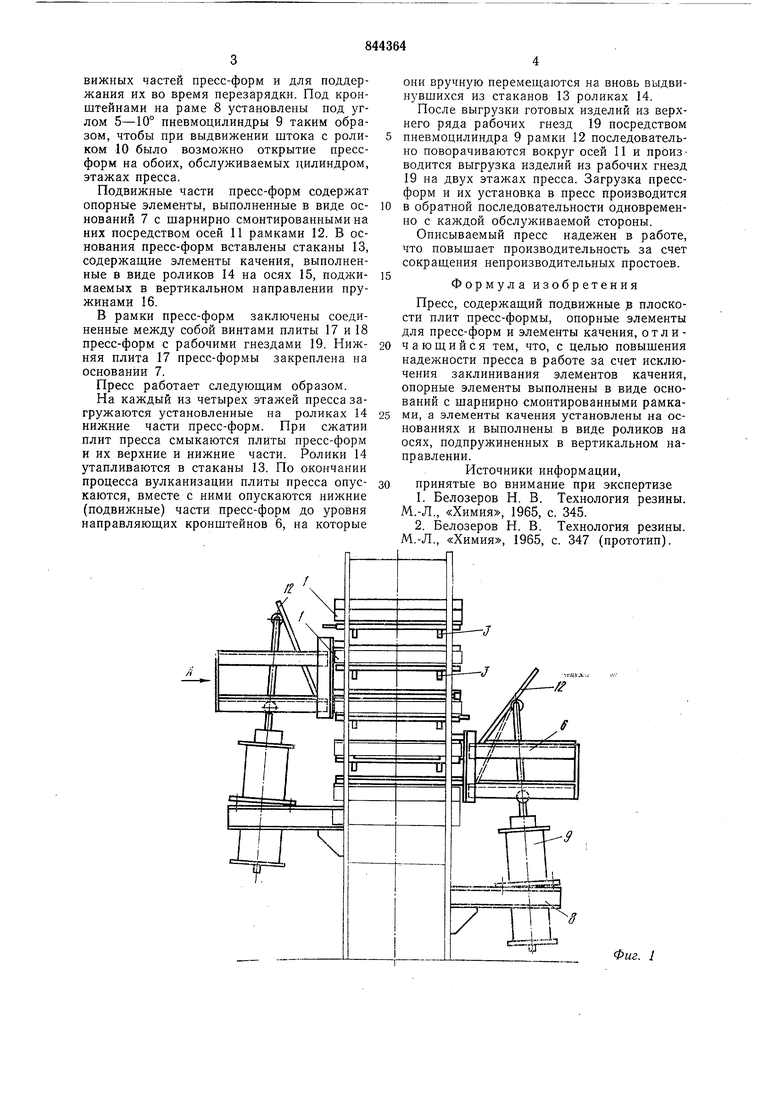
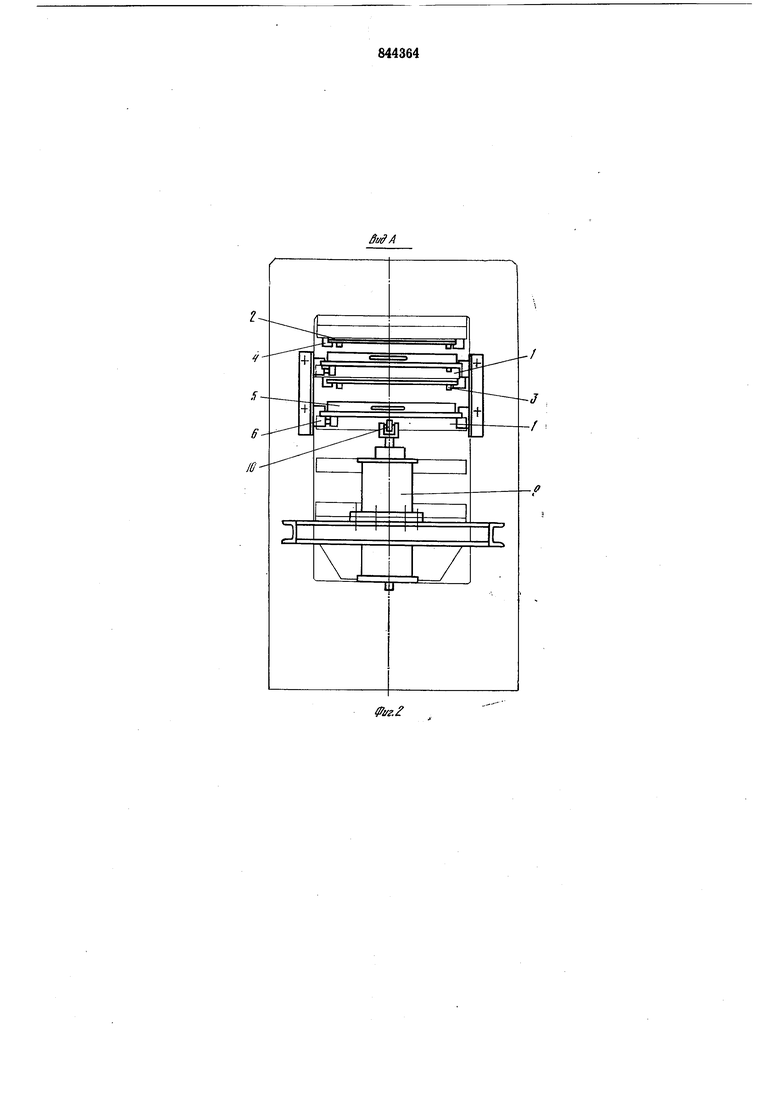
вижных частей пресс-форм и для поддержания их во время перезарядки. Под кронштейнами на раме 8 установлены под углом 5-10° пневмоцилиндры 9 таким образом, чтобы при выдвижении штока с роликом 10 было возможно открытие прессформ на обоих, обслуживаемых цилиндром, этажах пресса.
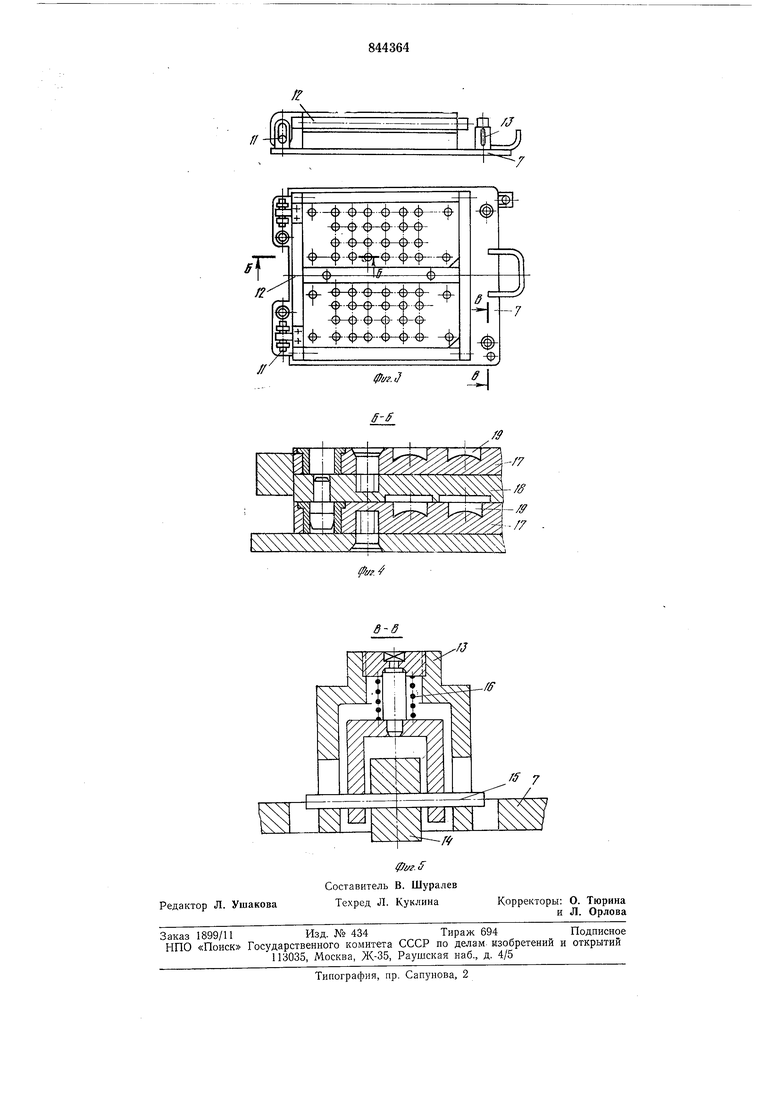
Подвижные части пресс-форм содержат опорные элементы, выполненные в виде оснований 7 с шарнирно смонтированными на них посредством осей 11 рамками 12. В основания пресс-форм вставлены стаканы 13, содержащие элементы качения, выполненные в виде роликов 14 на осях 15, поджимаемых в вертикальном направлении пружинами 16.
В рамки пресс-форм заключены соединенные между собой винтами плиты 17 и 18 пресс-форм с рабочими гнездами 19. Нижняя плита 17 пресс-формы закреплена на основании 7.
Пресс работает следующим образом.
На каждый из четырех этажей пресса загружаются установленные на роликах 14 нижние части пресс-форм. При сжатии плит пресса смыкаются плиты пресс-форм и их верхние и нижние части. Ролики 14 утапливаются в стаканы 13. По окончании процесса вулканизации плиты пресса опускаются, вместе с ними опускаются нижние (подвижные) части пресс-форм до уровня направляющих кронштейнов 6, на которые
они вручную перемещаются на вновь выдвинувшихся из стаканов 13 роликах 14.
После выгрузки готовых изделий из верхнего ряда рабочих гнезд 19 посредством пневмоцилиндра 9 рамки 12 последовательно поворачиваются вокруг осей И и производится выгрузка изделий из рабочих гнезд 19 на двух этажах пресса. Загрузка прессформ и их установка в пресс производится в обратной последовательности одновременно с каждой обслуживаемой стороны.
Описываемый пресс надежен в работе, что повышает производительность за счет сокращения непроизводительных простоев.
Формула изобретения
Пресс, содержащий подвижные в плоскости плит пресс-формы, опорные элементы для пресс-форм и элементы качения, отличающийся тем, что, с целью повышения надежности пресса в работе за счет исключения заклинивания элементов качения, опорные элементы выполнены в виде оснований с шарнирно смонтированными рамками, а элементы качения установлены на основаниях и выполнены в виде роликов на осях, подпружиненных в вертикальном направлении.
Источники информации,
принятые во внимание при экспертизе
1.Белозеров Н. В. Технология резины. М.-Л., «Химия, 1965, с. 345.
2.Белозеров Н. В. Технология резины. М.-Л., «Химия, 1965, с. 347 (прототип).
Фиг. 1
//
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЗАГРУЗКИ и ВЫГРУЗКИ ЭТАЖНЫХПРЕССОВ | 1969 |
|
SU244604A1 |
| Устройство для вырубки заготовокиз пОлиМЕРНыХ МАТЕРиАлОВ | 1979 |
|
SU818892A1 |
| УСТРОЙСТВО РОТОРНОГО ТИПА для ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ И АСБЕСТО-РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU173918A1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1995 |
|
RU2054992C1 |
| Установка для изготовления из термореактивных материалов изделий с арматурой | 1981 |
|
SU1016184A1 |
| Трехплитная пресс-форма | 1983 |
|
SU1121150A1 |
| Пресс конвейерного типа для горячей вулканизации низа обуви | 1940 |
|
SU61593A1 |
| Устройство для обслуживания многоэтажного вулканизационного пресса | 1982 |
|
SU1054094A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 2007 |
|
RU2357860C2 |
| Установка для прессования многослойных бетономозаичных плит | 1981 |
|
SU973370A1 |
./3
-fff
