Известны разжимпыс о 1;заики для -:рсплРиия втулок при TOKapnoii или шлифовальной обработке их наружных поиерхносте и торцов, с применением передвижных коннческнх втулок, осуществляющих крепление детали посредством cyxapeii, кли1Н)ев и т. п.
Недостаток таких оправок заключается н сложности изготовления строго одинаковых зажимных cyx;:peii, необходимых для обеснечения точности самоцентрирования.
В предлагаемой оправке этот недостаток устранен тем, что в нем для зажима примеиен)з1 шарики, закгпоченные в сенараторы н взаимодействуюш,ие с коническими но1 ерхностями передвижнв1х конусных
BTyvTOK.
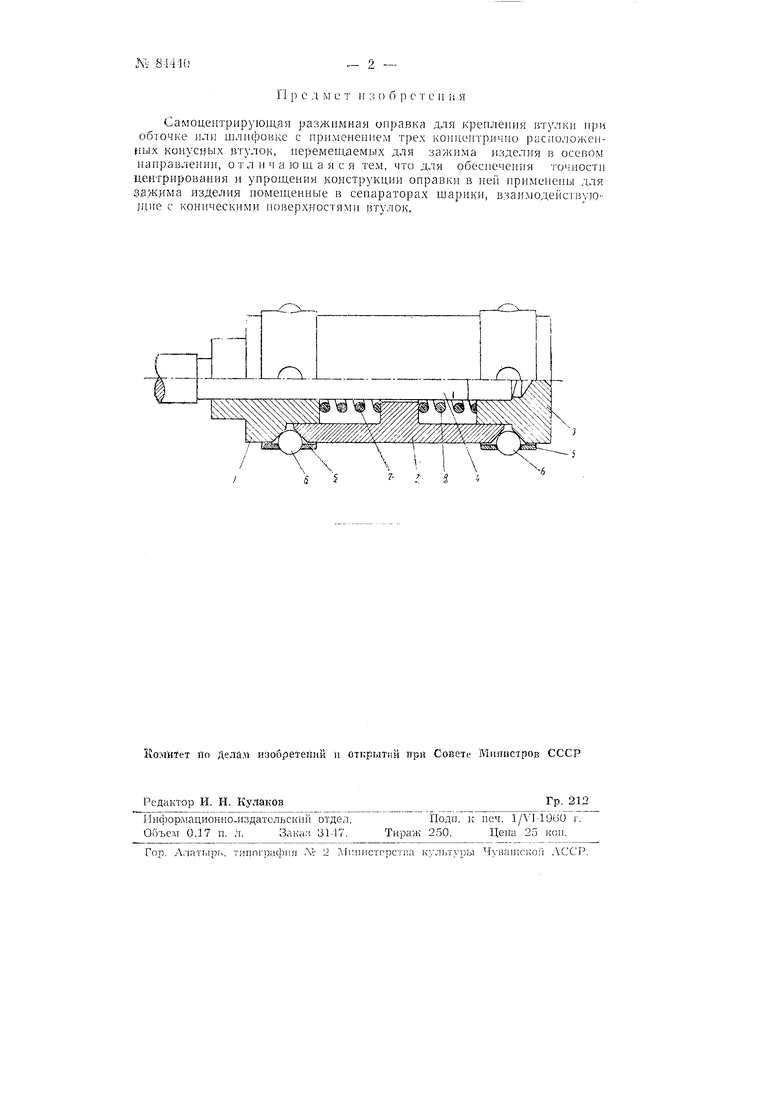
На чертеже изображена нред.1агаемая самоцентрируюн ая онравка.
Оправка состоит из закреп,iJiiMcii v, иатрпие станка кон сной вту;;ки /; сопряженной с Heii по,1вижно1 | 2 с двумя наружными конусами на противоположных ее концах; конусной пробки 3. скользяи1е сопряженной со втулкой 2 и соед1Н1енно 1 с тягой 4; двух сеиараторов , с шариками 6, взаимодеГ1СТ15уюни1М1 с кон1 ческ11ми новерхностям втулок / и 2 и пробки ,; пружин 7 н 6, расиоложегшых на тяге между торцами втулок и пробки.
Нри установке обрабатываемой детали па оправку тяга 4, пропускаемая сквозь шпиндель станка, смеи1ается вправо и пружины 7 н 8. смещая втулку 2 и пробку 5, освобождают н арики и позволяют свободно насадить деталь на онравку. Переметен нем тяп -/ влево влево пробку 3 и втулку 2, вследствие чего конические поверхности, взаимодействующие с ншрикаму 6, сближаются, н шарики, перемещаясь в радиальном направлении, выстунают наружу из сеиараторов 5 и ироизводят цеитриромаине ;i зажим обрабатываемой детали.
11 p с д м с т и 3 о о р с т с II и я
Самоцентрирующ.ая разжимная оправка для крепления втулки при обточке или шлпфовке с примеиением трех коицентричио расположенных конусных зтулок, перемещаемых для зажима изделия в осевол направлении, отличающаяся тем, что для обеспечения точности центрирования и упрощения конструкции оправки в Heii применены для зажима изделия помещенные в сепараторах шарики, вчаи.модействую1цие с коническими поверхностями втулок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка | 1989 |
|
SU1785840A1 |
| Устройство для центрирования деталей | 1979 |
|
SU784996A1 |
| Оправка для крепления разъемных деталей | 1977 |
|
SU738777A1 |
| РАЗЖИМНАЯ ОПРАВКА | 2013 |
|
RU2519708C1 |
| Универсальный патрон | 1990 |
|
SU1814993A1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Устройство для центрирования деталей | 1979 |
|
SU872049A1 |
| СПОСОБ КРУГЛОГО НАРУЖНОГО ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ ВТУЛОК И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2809877C1 |
| Оправка | 1987 |
|
SU1502221A1 |
| Устройство для закрепления инструмента в шпинделе металлорежущего станка | 1985 |
|
SU1348086A1 |
5 J
