(54) УСТРОЙСТВО ДЛЯ ГИБКИ ЛИСТОВЫХ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| Револьверный штамп для изготовления деталей из проволочных заготовок | 1990 |
|
SU1743667A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ С ГОФРАМИ | 2003 |
|
RU2246366C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Устройство для штамповки деталей из штучных заготовок | 1986 |
|
SU1360858A1 |
| Штамп совмещенного действия | 1983 |
|
SU1148674A1 |
| Штамп для обработки профильных заготовок | 1986 |
|
SU1444035A2 |
| СПОСОБ ГИБКИ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365450C1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано при формообразовании деталей из листовых заготовок с применением гибочных операций.
Известны гибочные штампы, содержащие жесткие пуансоны и матрицы 1.
Недостатком таких штампов является низкая стойкость рабочих частей и невысокая производительность, так как загрузка заготовок и выгрузка готовых деталей в этих штампах осуществляется вручную.
Известно также устройство для гибки листовых заготовок, содержащее смонтированные в корпусе матрицу с расположенными на ее рабочем торце боковыми фиксаторами заготовки, пуансон и шиберный механизм подачи, связанный с приводом. В этом устройстве за счет механизации загрузки заготовок повышена производительность 2.
Однако стойкость рабочего инструмента остается низкой.
Цель изобретения - повышение стойкости рабочего инструмента.
Поставленная цель достигается тем, что в устройстве, содержащем смонтированные в корпусе матрицу с расположенными на ее
рабоче1М торце боковыми фиксаторами
заГОТОВКИ, пуансон и механизм подачи с i
иибером, связанный с приводом. Матрица с боковьСми фиксаторами заготовки закреплена на шибере, пуансон выполнен в Профильного ролика, свободно установл ного на неподвижно закрепленной в кор|пусе оси и связанного с шибером nocpej
стBOM механизма поворота, которым снаб «ено устройство.
Механизм поворота может быть выголнен в виде закрепленного на шибере толка10теля с продольным пазом, длина которого больше длины матрицы, размещенногср в этом пазу рычага, свободно установленного на оси, несущей профильный ролик, и храпового механизма, связывающего рычаг с профильным роликом.
IS
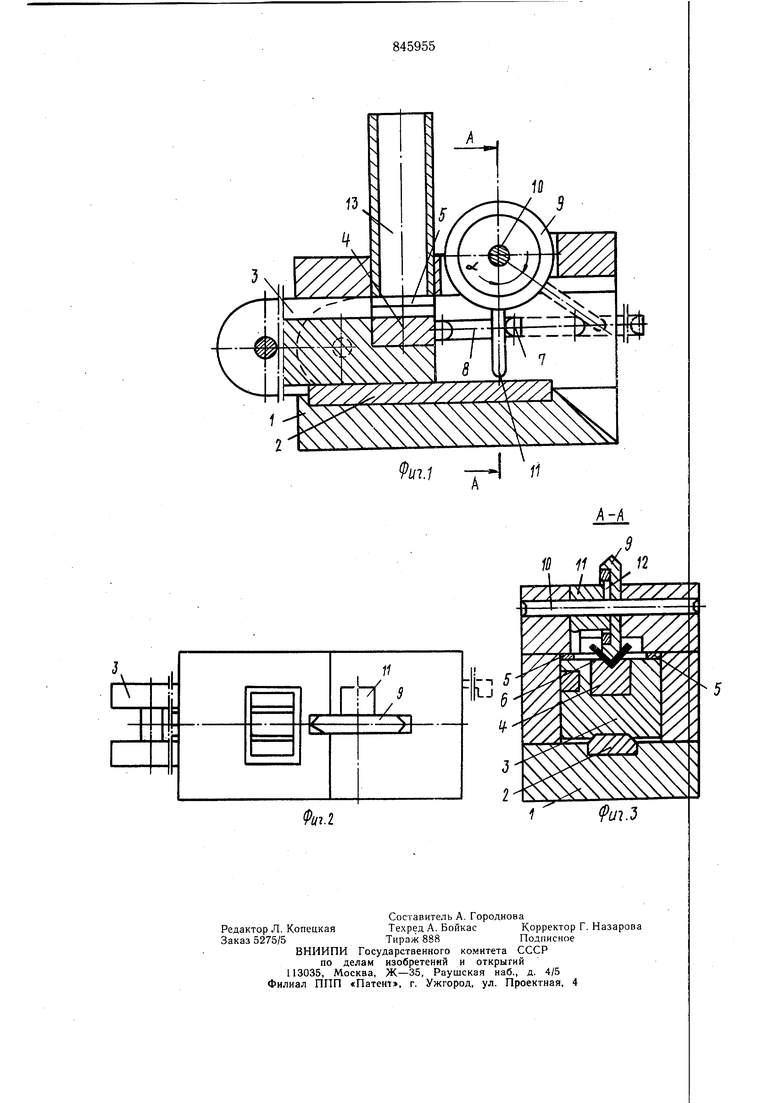
На фиг. 1 схематически изображено г редлагаемое устройство; на фиг. 2 - устро JCTво, план; на фиг. 3 - сечение А-А на ф1 г. 1.
В корпусе 1 устройства на направляющей 2 расположен шибер 3, связанньш с приводом (не показан). На шибере 3 смон20тирована матрица 4 с боковыми фиксаторами 5 заготовки 6 и жестко закреплен толкатель 7 с продольным пазом 8. ToлкaтeJ;ь 7 является составной частью механизма поворота пуансона. Пуансон, выполненный в виде профильного ролика 9, свободно установлен на запрессованной в корпус 1 оси 10. На этой же оси расположен также свободно рычаг И,механизма поворота пуансона, входящий в продольный паз 8 толкателя 7 и связанный с роликом 9 посредством храпового механизма 12. Длина продольного паза 8 должна .быть несколько большей длины матрицы 4 и достаточной для того, чтобы толкатель 7 достиг рычага 11 раньше, чем заготовка 6 коснется ролика 9. На корпусе 1 устройства закреплен магазин 13 для заготовок. Устройство работает следующим образом. В исходном (крайнем левом) положении заготовка из магазина 13 попадает на матрицу 4, ориентируясь относительно нее по фиксаторам 5. Фиксаторы предотвращают смещение Заготовки относительно матрицы в направлении, перпендикулярном движению шибера. При воздействии ползуна пресса или индивидуального привода через рычажную систему (не показаны) на шибер 3 последний получает движение вместе с матрицей 4 заготовкой, фиксаторами 5 и толкателем 7 по направляющей 2 и подает заготовку 6 к профильному ролику 9. Несколько раньше, чем заготовка коснется ролика, задняя закругленная стенка паза 8 толкателя 7 доходит до рычага 11, который в исходном положении располагается вертикально, и начинает поворачивать рычаг, а с ним при помощи храпового механизма 12 и ролик 9. Заготовка проталкивается торцом шибера 3 под ролик 9 и одновременно протягивается роликом 9 за счет трения, возникающего между роликом 9 и заготовкой. Перемещаемая под профильным роликом 9 заготовка изгибается последовательно от переднеро к заднему краю. Шибер 3 продолжает движение и в момент окончания гибки, когда задний край детали окажется за роликом. Под действием упругих сил (пружинеийя) деталь мгновенно распружинивает, середина детали несколько приподнимается. Этого достаточно, чтобы ролик 9, который продолжает принудительно поворачиваться, столкнул (отбросил) деталь с матрицы. Усилие сталкивания ничтожно, так как деталь в этот момент свободно лежит на матрице только краями. Распружинивание детали тем эффектнее, чем надежнее обеспечивается в конце процесса гибки давление ролика на заготовку. Достигается это принудительным поворотом ролика за счет системы «толкатель-рычаг-храповый механизм. Шибер 3 останавливается только после завершения гибки и удаления детали из штампа. После удаления детали шибер 3 возвращается в исходное положение, рычаг 11 поворачивается на угол о( передней закругленной стенкой паза 8 толкателя 7. Использование вращающегося ролика в качестве деформирующего инструмента значительно увеличивает его стойкость за счет возрастания длины рабочей кромки, равномерного распределения сил трения между заготовкой и роликом и давления ролика на заготовку в результате принудительного поворота ,ролика. Стойкость роликового пуансона в 2,5-3,0 раза выше стойкости обычного типового пуансона. Формула изобретения I. Устройство для гибки листовых заготовок, содержащее смонтированные в корпусе матрицу с расположенными на ее рабочем торце боковыми фиксаторами заготовки, пуансон и механизм подачи с шибером, связанный с приводом, отличающееся тем, что, с целью повышения стойкости рабочего инструмента, матрица с боковыми фиксаторами заготовки закреплена на шибере, пуансон выполнен в виде профильного ролика, свободно установленного на неподвижно закрепленной в корпусе оси, а устройств.о снабжено механизмом поворота профильного ролика, связанным с шибером. 2. Устройство по п. 1, отличающееся. тем, что механизм поворота профильного ролика выполнен в виде закрепленного на шибере толкателя с продольным пазом, длина которого больше длины матрицы, размещенного в этом пазу рычага, свободно установленного на оси, несущей профильный ролик, и храпового механизма, связывающего рычаг с профильным роликом. Источники информации, принятые во внимание при экспертизе 1.Малов А. И. Технология холодной штамповки. 1963, с. 150, фиг. 642. 2,Кухтаров В. И. Холодная штамповка. 1956, с. 145-148, фиг. 158 (прототип).
