Изобретение относится к изготовлению колец для производства подъемников, труб, башен, мачт и друг,их подобных изделий.
Цель изобретения - расширение технологических возможностей путем обеспечения возможности изготовления колец, предназначенных для телескопического соединения их между собой.
.В процессе прокатки на кромках полосы формируют противоположно н а- правленные буртики. Затем полосу навивают в многослойную спираль и разрезают вдоль образующей спирали на отдельные заготовки. Заготовки сваривают. Для повышения точности колец перед сваркой заготовки калибруют, а после сварки зачищают.
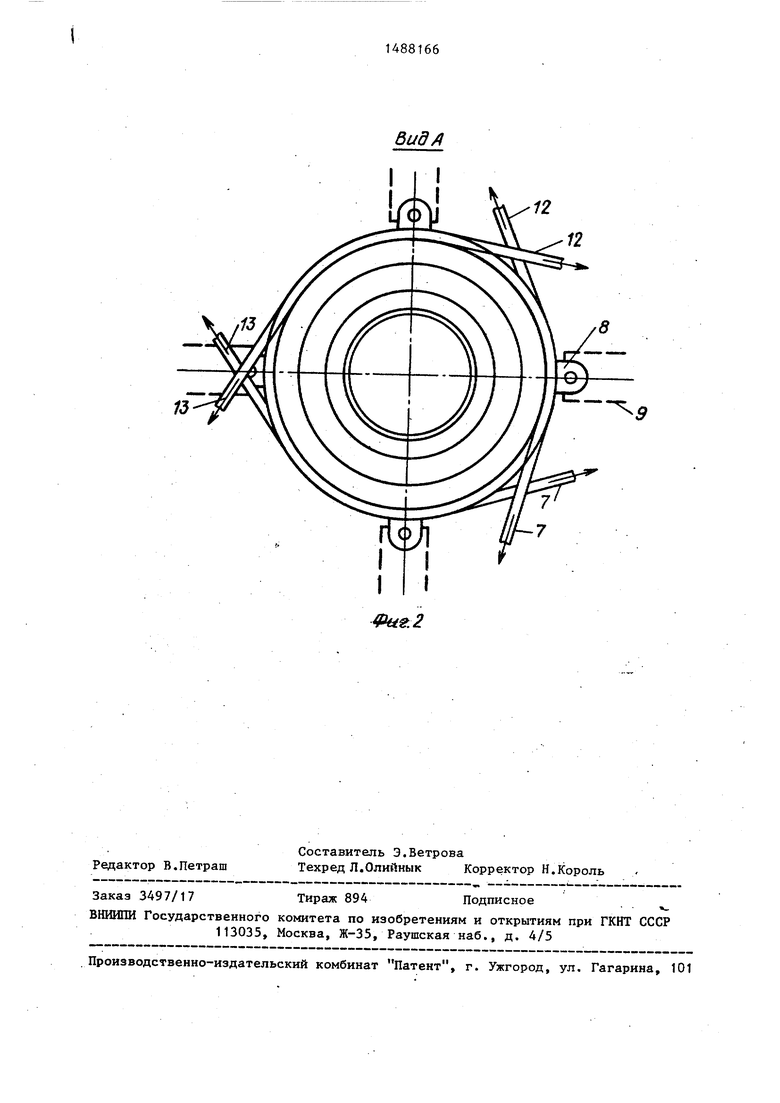
На фиг.1 показан рулон полосы с основными элементами технологического процесса, общий вид; на фиг,2 - вид А на фиг.1.
На листопрокатном стане изготавливают полосу 1 с буртиками 2. Для по вьш1ения точности буртиков 2 (если это не обеспечивается при прокатке) в листопрокатном стане после последней пары валков устанавливаются резцы для подрезки буртиков на необходимую величину, а также шлифпластины (или шлифкруги) для шлифовки, полировки поверхностей буртиков, которые в телескопических устройствах сопря,гаются с цилиндрическими поверхностями других колец.
Готовую полосу 1 наматывают на оправку 3, выполненную с продольным
пазом 4, Оправка 3 имеет -сечение (например, круглое или квадратное) соответствующее требуемому сечению колец. Для устойчивости рулона используется конусное кольцо 5.
В процессе намотки оправка 3 вместе с кольцом 5 подает ся по стрелке Б.
После окончания намотки полосы 1 на оправку 3 конец полосы закрерутяW
00 00
(
а
ется, например приваривается. Кольцо 5 снимается, и рулон вместе с оправкой 3 подается на разрезку и изготовление колец.
В устройстве для разрезки рулона и изготовлен;яя колец концы 6 оправ- кя 3 закрепляются в цапфах стоек.По мере разрезки разрезанная часть рулона охватывается лентами 7(на фиг.1 , показана одна лента 7). Ленты оснащены ушками 8, связанными с приводом, например со штоком 9 гидрр- или пневмоцилиндра, закрепленного на станине устройства. Концы ленты 7 также связаны с приводом.
Рулон начинают, разрезать вдоль так, чтобы рез приходился над продольным пазом 4 оправки 3. Резку осуществляют, например, лазерным резаком 10. Капли металла при этом стекают по пазу 4.
После разрезки заготовки колец поочередно сталкивают с- рулона и проталкивают по стрелке В через оправки 11 и 12 толкателем 13. Оправки 11 и 12 образованы лентами, и проходной диаметр их настраивается на заданную величину.
Регулировка осуществляется аналогично регулировке величины кольца, образованного лентой 7.
В процессе проталкивания заготовок колец через оправки 11 и 12 осуществляют обработку их продольных кромок инструментом (резцом, фрезой и т.п.)
14, сварку кольца устройством 15 и зачистку сварного шва.
С позиции сварки кольцо переносится с помощью оправки, аналогичной оправкам 11 и 12.Кольца зачищают, и каждое последующее кольцо вставляется внутрь предыдущего.
Способ обеспечивает изготовление колец, предназначенных для телескопического соединения их между собой, при низкой трудоемкости изготовления и высокой точности колец.
Формула изобретения
1.Способ изготовления колец,включающий прокатку полосы с приданием ей заданного профиля, навивку ее по спирали, разрезку спирали вдоль образующей на отдельные заготовки колец,
сварку каждой заготовки и оконча- , тельную обработку колец, отличающийся тем, что, с целью расши- рения технологических возможностей
путем обеспечения возможности изготовления колец, предназначенных для телескопического соединения их между собой, в процессе прокатки на кромках полосы формируют противоположно
направленные буртики, а навивают полосу в многослойную спираль.
2.Способ п;о n.t, отличающийся тем, что, с целью повьште- ния точности изготавливаемых колец,
перед сваркой кольца калибруют, а после сварки зачищают.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ХРОМИРОВАННЫХ ПОРШНЕВЫХ КОЛЕЦ | 2000 |
|
RU2182064C2 |
| Приспособление к металлорежущему станку для получения кольцевых деталей | 1989 |
|
SU1690900A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 1998 |
|
RU2132763C1 |
| Способ изготовления кольцевых деталей | 1987 |
|
SU1530290A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ НАВИВКИ СПИРАЛИ ИЗ СТАЛЬНОГО ПРОФИЛЯ | 2002 |
|
RU2219036C2 |
| Способ изготовления колец подшипников | 1976 |
|
SU591258A1 |
| СПОСОБ ПЕРЕРАБОТКИ НЕМЕРНЫХ ОТРЕЗКОВ ТРУБ | 2022 |
|
RU2786705C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2008142C1 |
| Способ изготовления заготовок поршневых колец | 1987 |
|
SU1505741A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2625372C2 |
Изобретение относится к способам изготовления колец, которые могут быть использованы при производстве подъемников, труб, башен, мачт и др. подобных изделий. Цель изобретения - расширение технологических возможностей способа путем обеспечения изготовления колец, предназначенных для телескопического соединения их между собой. Полосу прокатывают, формируя на ее кромках противоположно направленные буртики. Затем полосу навивают в многослойную спираль и разрезают вдоль образующей на отдельные заготовки. После калибровки заготовки сваривают и зачищают. 1 з.п.ф-лы, 2 ил.
/
ю.
дидА
12
12
Фы.2
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОДОВ МОТОЦИКЛЕТНЫХ КОЛЕС | 0 |
|
SU389900A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
