(54) ГИБОЧНОЕ УСТРОЙСТВО
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп гибочный | 1980 |
|
SU871912A1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2009 |
|
RU2447961C2 |
| Гибочный узел устройства для изготовления пустотелых деталей типа втулок из листовых заготовок | 1980 |
|
SU927388A1 |
| Гибочное устройство для изготовле-Ния дЕТАлЕй ТипА ХОМуТОВ | 1979 |
|
SU846005A1 |
| Устройство для гибки стержневых заготовок | 1979 |
|
SU860908A1 |
| Станок для соединения витков двухплоскостных спиралей скобами | 1988 |
|
SU1549644A1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2004 |
|
RU2270732C1 |
| Штамп второго перехода для изго-ТОВлЕНия дЕТАлЕй ТипА ХОМуТиКОВ | 1979 |
|
SU818709A1 |
| Гибочный штамп | 1981 |
|
SU958009A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ или ЛЕНТЫ | 1966 |
|
SU184236A1 |
1
Изобретение относится к обработке металлов давлением, в частности к устройствам для гибки деталей сложной конфигутрации из прутковых или полосковых заготовок.
Наиболее близким к изобретению является гибочное устройство, содержащее пуансон-оправку, связанную с приводом возвратно-поступательного перемещения, неподвижно закрепленную в корпусе мат- ,о рицу предварительной гибки, поворотный гибочный инструмент, шарнирно связанный с матрицей предварительной гибки, и расположенный с противоположной стороны от пуансой-оправки относительно матрицы 5 предварительной гибки инструмент окончательной гибки. Пеансовноправка смойтщ)ована в .направляющих корпуса и снабжеиа буфером. В корпусе выполнено отверстие для удаления готовой детали 11 20
Недостатком этого устройства является невозможность изготовления деталей закрытого профиля, концы которой после
совершения гибочных ся1ераций были бы плотно сомкнуты.
Цель изобретения - обеспечение возможности получения детали с стыксял.
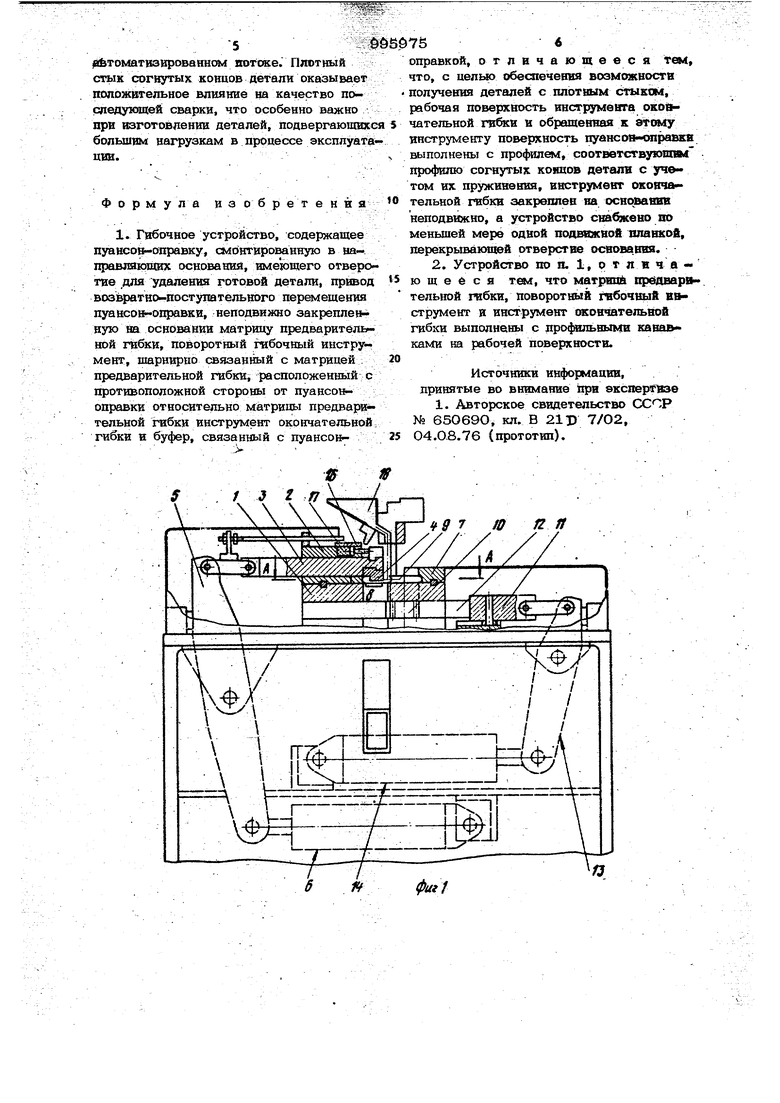
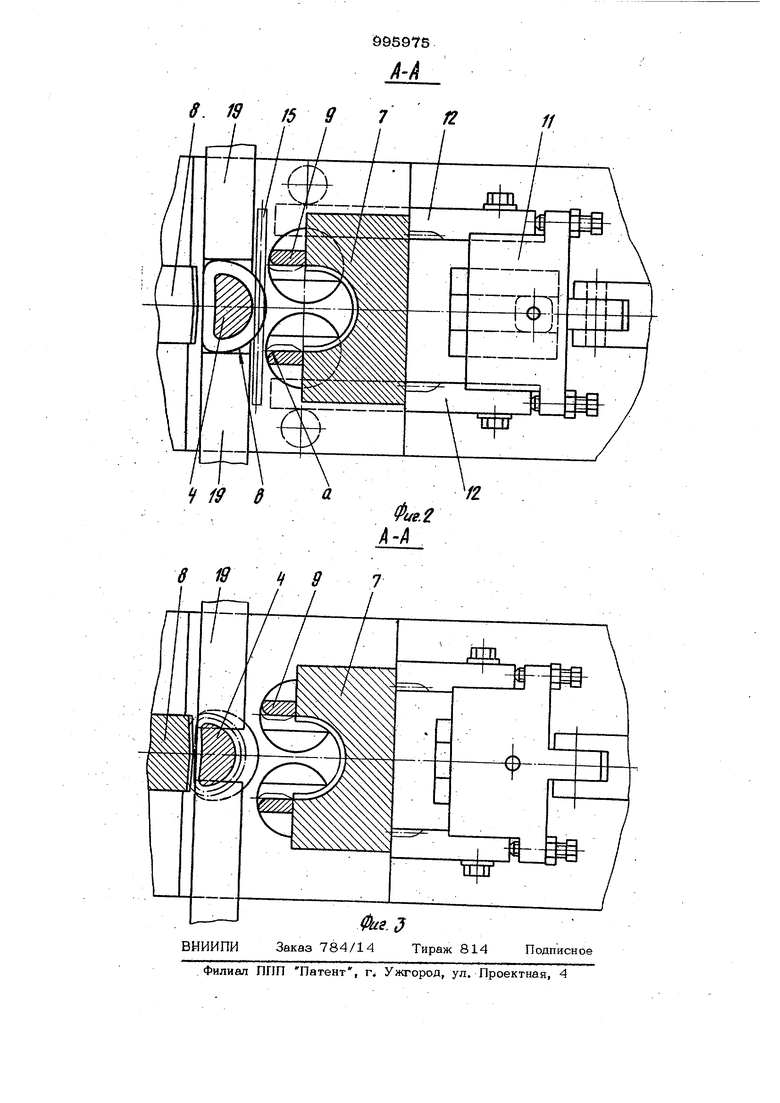
Поставленная цель достигается тем, что в устройстве, содержащем пуансоноправку, смонтированную в направляющих ocнoвaнияJ имеющего отверстие для удаления готовой детали, привод возвратнопоступательного перемещения пуансоноправки, неподвижно закрепленную на оо нова5гаи матрицу предварительной гибки, поворот11ый гибочный инструмент, щарни1. но связанный с матрицей предварительной гибки, расположенный с противоположной стороны от пуансон-оправки относительно матрицы предварительной гибки инструмент окончательной гибки и буфер, связанный с пуансон-оправкой, рабочая по- верхность инструмента окончательной гибки к обращенная к этому- инструменту поверхность пуансон-оправки выполнены с профилем, соответсгвующим профишо со гнутых концов детали с учетом их пружвнения, инструмент окончательной гибки закреплен на основании неподвижно, а уст ройство снабжено по меньшей мере одной подвижной планкой, перекрывающей отверстие основания. Кроме тогю, матрица предварительной гибки, поворотный гибоч1п 1й инструмент и инструмент окончательной гибки вып иены с профильными канавками на рабоче .поверхности. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1 (основные рабочие органы в исходной позиции); на фисг. 3 - то же (основные рабочие органы в момент совершения окончательной гибки). На основании 1 устройства в направляющих 2 смонтирован ползун 3, несущий пуансов-оправку 4. Ползун 3 через систему рычагов 5 связан со штоко й силового цилиндра 6. Устройство снабжено жестко установленными на основании 1, по линии движения пуансона-оправки 4 матрицей 7 предварительной гибки и зеркально к ней расположенным инструментом 8 сжончательной гибки, а также поворотными гибочными инструментами 9, жестко установленными на шестернях 10, связанных с дополнительным ползуном 11 через зубчатые рейки 12. Дополнительны ползун 11 связан через систему рычагов 13 с силовым цилиндром 14. Поворотные гибочные инструменты 9 выполнены с заходными }эадиусными закруглениями а на стороне, обращенной к заготовке 15. Устройство снабжено бу-. фером, состоящим из толкателя 16, опирающегося на эластичный элемент 17 и, кроме того, магазином-питателем 18 для заготовок 15. Основание 1 имеет сквозное вертикальное отверстие Ъ для разгрузки, прегражденное подвижно смоин тированными раздвижкьлми планками 19, например, электромагнитного привода (не доказан). Матрица 7 предварительной гибки, поворотные гибочные инструменты 9 И инструмент 8 окончательной гибки выполнены с профильными канавками по рабочей части. Рабочая поверхность инструмента 8 окончательной гибки и обращенная к нему поверхность пуансон-оправ ки выполнены с профилем, соответствуюгцим профилю согнутых концов детали с учетом их пружине ния. Устройство работает следующим образом. Из магазина-питателя 18 очередная заготовка 15 поступает в зону обработки. В исходной позиции поворотные гибочные инструменты 9, снабженные радиусными закреплениями S установлены таким образом, что Образуют переднюю часть матрицы 7 предварительной . Maiw рица 7 предварительной гибки выполнена несколько уже окончательной ширины готовой детали. Включается силовой цилиндр 6, усилие которого через шток и cHCTSN.y рычагов 5 передается ползуну 3, заставляя его совместно с фасон йз1М пуансоном-оправкой 4 переместиться в сторону матрицы 7 предварительной гибки. Совершается первая гибочная операция, затем включается другой силовой цилиндр 14, усилие которого через шток и систему рычагов 13 передается дополнительному ползуну 11 и зубчатым рейкам 12. Зубчатые рейки 12, действуя на шестерни 10, заставляют их поворачиваться совместно с прикрепленными к ним поворотными гибоч ными инструментами 9, подгибая -концы заготовки 15 до их прикосновения, чем совершается вторая гибочная операция. Включением силового цилиндра 14 на обратнь1й ход поворотные гибочные инструменты 9 отводят в исходную позицию. После этого включается силовой цилиндр 6 на обратный ход, вследствие чего пуансой-оправка 4 перемещается в обратном направлении, увлекая с собой полуготовую деталь. Попуготовая деталь вытаскивается из матрицы 7 предваритель ной гибки и вместе с пуансой-оправкой 4 перемешается к инструменту 8 окончательной гибки. На этой позиции осуществляется окончательная гибка, причем концы заготовки 15 перегибают на угол, равный углу пружине ния. После завершения операшш окончательной гибки силовой цилиндр 6 отключается, а пуансон-опра&ка 4 под действием эластичного элемента 17.буфера перемещается в сторону матрицы 7 иредварительной гибки до выхода готовой детали из профильной канавки инструмента 8 окончательной гибки. Выпрямляясь, концы детали оказываются плотно сомкнутыми. Включается привод раздвижения планок 19, и готовая деталь пйдает с пуансок-оправки 4 в сквозное вертикальное .отверстие. Затем цикл повторяется. Преимуществом изобретения является возможность получения деталей закрытого контура с плотно сомкнутым стыком в . 5 - томатизврованном потоке. Плотный CTbiK согнутых концов детали оказывает положительное влияние на качество пордедующей сварки, что особенно важно при изготовлении деталей, подвергающихс большим нагрузкам в процессе эксплуата дш. Формула изобретения 1. Гибочное устройство, содержащее п: нсо1ь-оправку, смонтированную в направляющих оснований, имеющего отверо тие для удаления готовой детали, привод воз1 тно-Поступательного перемещения пуансонноправки, неподвимздо закрепле ную На основании матрицу предварительной гибки, поворотный габочный инструмент, щарнщ)но связанный с матрицей ; предварительной гибки, расположенный с противоположной стороны от пуансоноправки относительно матрицы предварительной гибки инструмент окончательной, гибки и буфер, связанный с пуансон;67S6 оправкой, отличающееся тем, что, с целыо обеспечевня возмсжноств получения деталей с Ш1отш 1м С1ык(м, рабочая повергсвость инструмента окойн чательной гибки и обращенная к этому инструменту поверхность пуансоа-оправки выполнены с профилем, соответсгвуюопм профилю согнутых концов детали с учетом их пружинения, инструмент оковчательной гибки закреплен на осно&анвв неподвижно, а устройство снабжено по меныией мере одной подвижной плавкой, перекрывающей отверстие освова.нвя. 2. Устройство по п. 1, о т л в ч а ю щ е ё с я тем, что матрвп1 прёоварв-. телыгой гибки, поворотный гвбочвый ввструмент и инструмент окончательной гибки выполнены с профильными канав ками на рабочей поверхности. Источники информации, принятые во внимание при эксперт зе 1. Авторское свидетельство СССР № 65О69О, кл. В 211 7/02, 04.08.76 (прототип).
