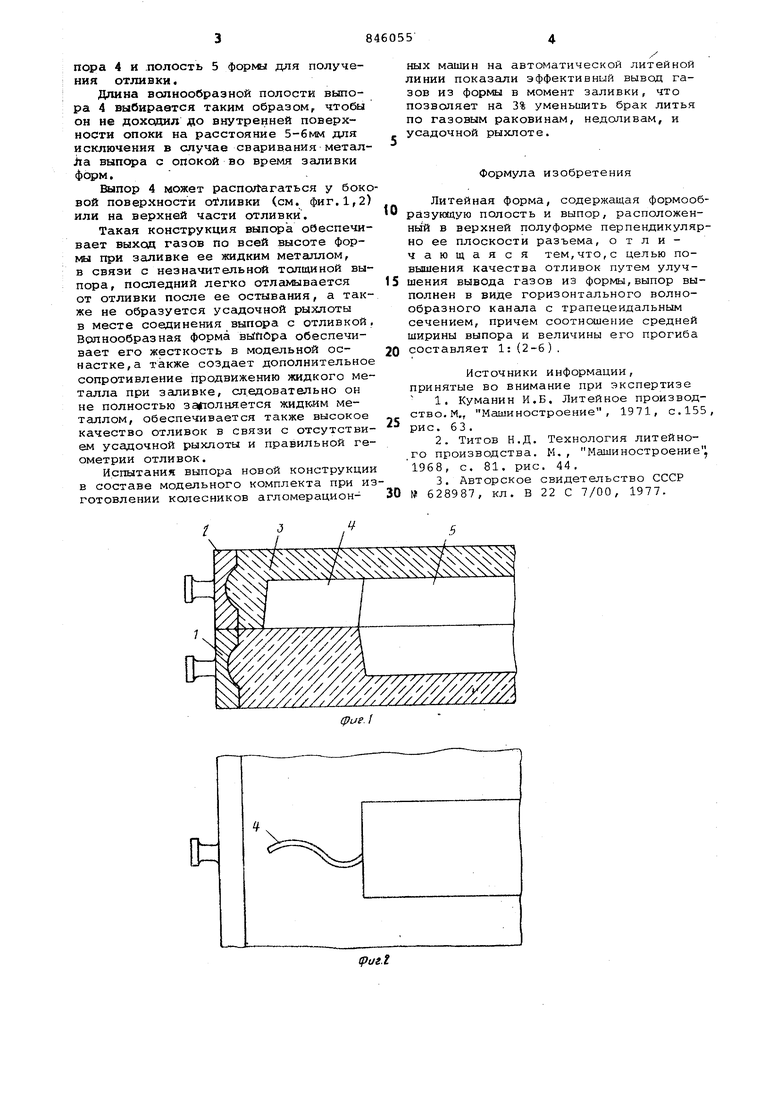
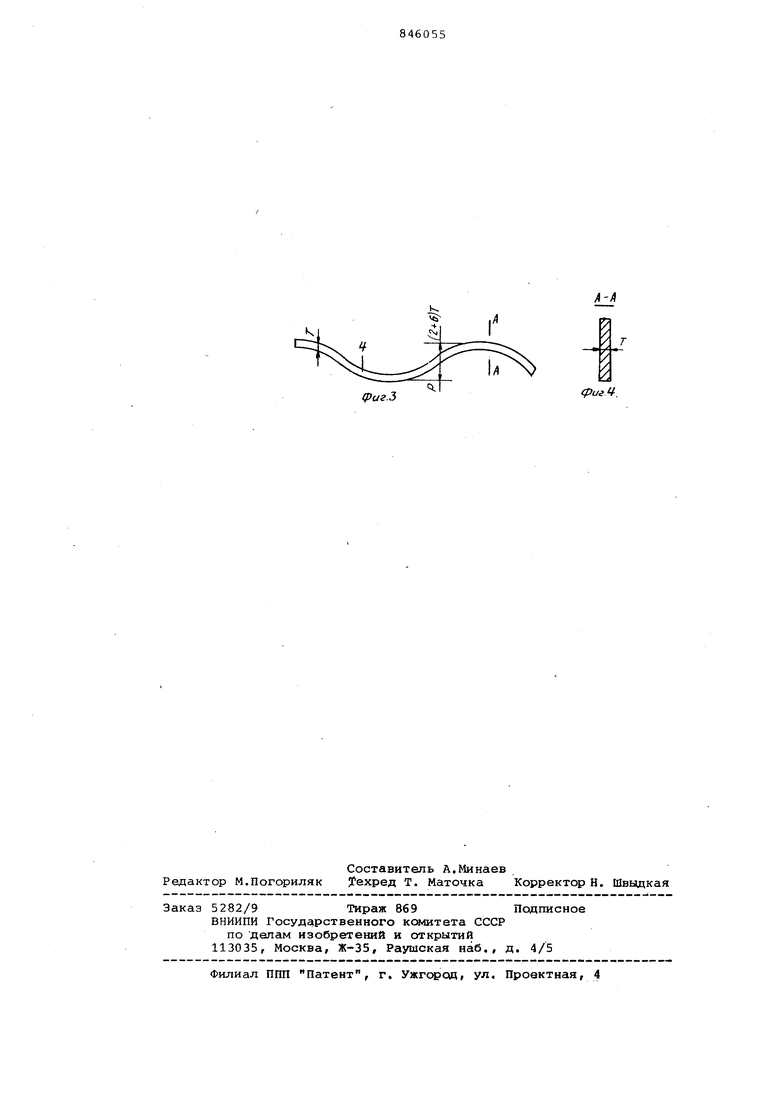
Изобретение относится к литейном производству, в частности к техноло гии изготовлении отливок, особенно в условиях массового производства на автоматических литейных линиях. Известны выпоры, установленные в верхней части отливки, которые хоро шо отводят газы из формы fl. Однако в таких выпорах не исключается возможность образования усадочной рыхлоты в месте соединения отливки с выпором. Сложно также выполнить выпоры малого диаметра (до 15 мм) при большом ко.гшчестве мелки отливок в формах, изготовляемых на томатической литейной линии. Известен способ вентиляции форм прямым или изогнутым душником 2. Однако этот способ неприемлем в ловиях массового производства мелк отливок при автоматическом изготовл нии -форм. Известна Также литейная форма, содержащая формообразующую полость и выпор, расположенный в верхней по луформе перпендикулярно ее плоскост разъема з. Цель изобретения - улучшение качества отливок за счет создания такого выпора, который надежно выводи бы газы на протяжении всей заливки металлом формы, исключал бы ручной труд, и был бы применим при изготовлении форм на автоматической литейной линии. Цель достигается тем, что выпор выполнен в виде волнообразной полости трапецеидального сечения (для облегчения извлечения модели выпора при формовке). При этом соотношение средней ширины Т вьшора и величины его прогиба Р составляет I: (2-6) , При таких соотношениях обеспечивается необходимая жесткость модели выпора и хорошая извлекаемоеть при ее формовке. Соотнесением Т:Р менее чем 1:2 не обеспечивается достаточная жесткость модели, а более чем 1:6 приводит к ухудшению извлекаемости модели. . На фиг, 1 изображена часть литейной с выпором, на фиг. 2 - верхняя полуформа, вид снизу, на фиг. 3 выпор, общий вил, на фиг. 4 - разрез А-А на фиг. 3. .Цитейная форма содержит нижнюю опоку 1 и верхнюю опоку 2, заполненные формовочной смесью 3, в которой выполнены волнообразная полость выпора 4 и .полость 5 формы для получения отливки. Длина волнообразной полости выпора 4 выбирается таким образом, чтобы он не доходил до внутренней поверхности опоки на расстояние 5-бмм для исключения в случае сваривания металЛа выпора с опокой во время заливки форм. . Выпор 4 может располагаться у боко вой поверхности о ливки (см. фиг.1,2) или на верхней части отливки. Такая конструкция выпора обеспечивает выход газов по всей высоте формы при заливке ее жидким металлом, в связи с незначительной толщиной выпора, последний легко отламывается от отливки после ее остывания, а также не образуется усадочной ры;клоты в месте соединения выпора с отливкой, Волнообразная форма вйПОра обеспечивает его жесткость в модельной оснастке, а также создает дополнительное сопротивление продвижению жидкого металла при заливке, сл.едовательно он не полностью заполняется жидким металлом, обеспечивается также высокое качество отливок в связи с отсутствием усадочной рыхлоты и правильной геометрии отливок. Испытания выпора новой конструкции в составе модельного комплекта при из готовлении калесников агломерационDных машин на автоматической литейной линии показали эффективный вывод газов из формы в момент заливки, что позволяет на 3% уменьшить брак литья по газовым раковинам, недоливам, и усадочной рыхлоте. Формула изобретения Литейная форма, содержащая формообразующую полость и выпор, расположеннь1й в верхней полуформе перпендикулярно ее плоскости разъема, отличающаяся тем,что,с целью повышения качества отливок путем улучшения вывода газов из формы,выпор выполнен в виде горизонтального волнообразного канала с трапецеидальным сечением, причем соотношение средней ширины выпора и величины его прогиба составляет 1: (2-6) . Источники информации, принятые во внимание при экспертизе 1.Куманин И.Б. Литейное производство. М,, Машиностроение, 1971, с.155, рис. 63. 2.Титов Н.Д, Технология литейного производства. М. , Машиностроение 1968, с. 81. рис. 44. 3.Авторское свидетельство СССР № 628987, кл. В 22 С 7/00, 1977.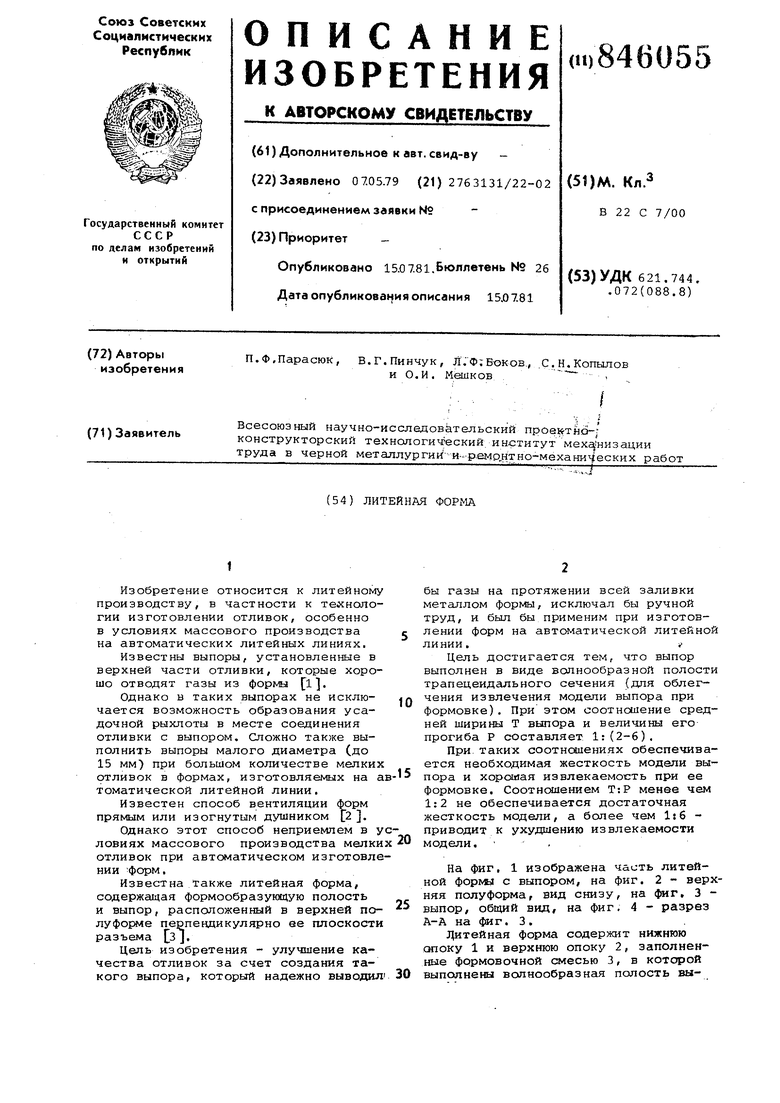
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ СТАЛЬНЫХ ОТЛИВОК | 1992 |
|
RU2088372C1 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| Способ вакуумно-пленочной формовки и литейная форма | 2017 |
|
RU2649192C1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| Способ вакуумной формовки | 1988 |
|
SU1629133A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления | 1989 |
|
SU1662739A1 |
| Литейная форма | 1980 |
|
SU904873A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВКИ В ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМЕ | 2018 |
|
RU2708035C1 |
| Автоматическая линия вакуумной формовки | 1982 |
|
SU1096033A1 |
t
