(S) ПРЕСС ДЛЯ ОБРУБКИ ЛИТНИКОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Прессформа для литья под давлением | 1975 |
|
SU534300A1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU583870A1 |
| Установка для литья под давлением | 1979 |
|
SU846084A1 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1247156A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2010667C1 |
| Многоместный штамп для обрезки отливок | 1981 |
|
SU997978A1 |
| Штамп для обрубки отливок от многоместного куста | 1988 |
|
SU1636120A1 |
| Установка для литья под давлением | 1972 |
|
SU442007A1 |
| Машина для литья под давлением | 1979 |
|
SU854574A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2068316C1 |

t
Изобретение относится к литейному производству и может быть использовано , в частности, при обрубке литниковых остатков в линиях литья под давлением, под низким давлением, кокильных и т.д.
Известны прессы для обрубки литников, встраиваемые в линии литья под давлением, представляющие собой прессы с вертикальным перемещением обрезного (обрубного) механизма с гидравлическим приводом индивидуальным или использующим гидропривод машины 1 1.
Недостатками указанных прессов являются необходимость кантовки отливок после их извлечения из формы, так как отливка формируется в машине литья под давлением с вертикальным разъемом формы, а подается в пресс с горизонтальным разъемом матрицы и пуансона и невозможность ориентированной подачи отливок на последующие после обрубки операции, так
как отливки из-под пресса поступают навалом.
Наиболее близким техническим решением и по достигаемому эффекту является пресс обрезной с вертикальным разъемом матрицы и пуансона, содержащий обрУбное устройство с подвижной и неподвижной плитами и приводом, упоры, раму и систему управления 2}
10
Однако при обрезке отливок необходимо их удерживать манипулятором, что приводит к усложнению конструкции штампов и системы управления. Кроме того; отливки из-под пресса
15 подаются на провал навалом и отсутствует их ориентация для дальнейших технологических операций.
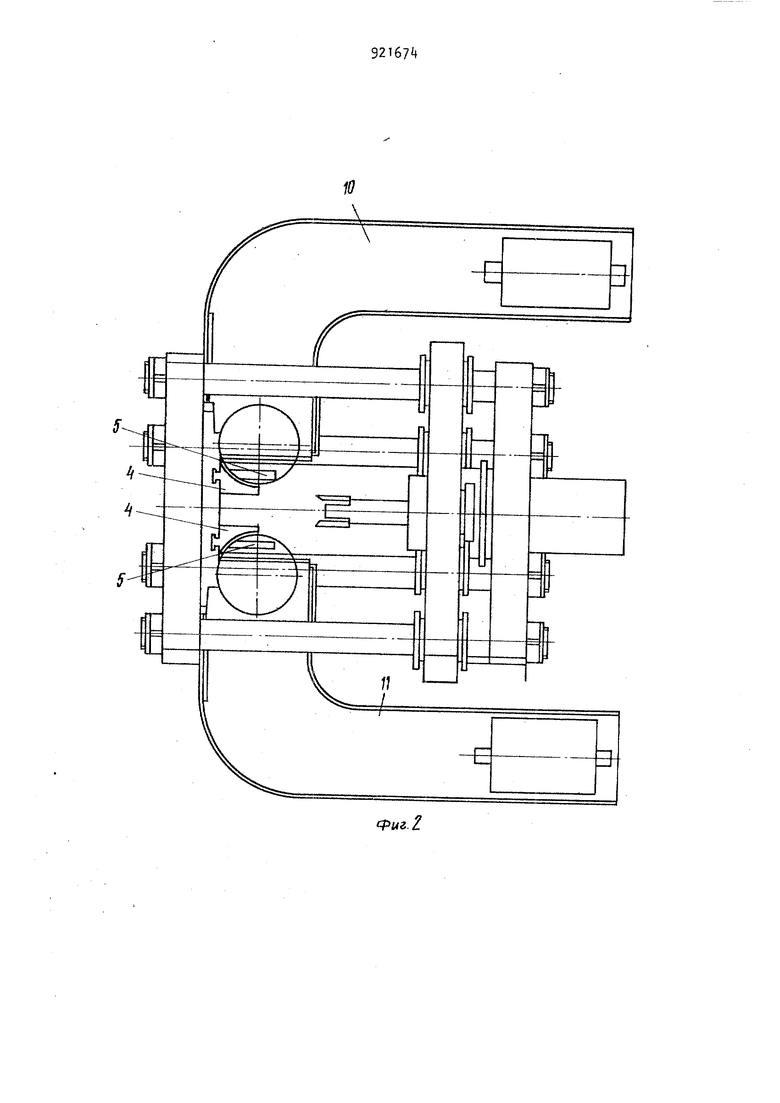
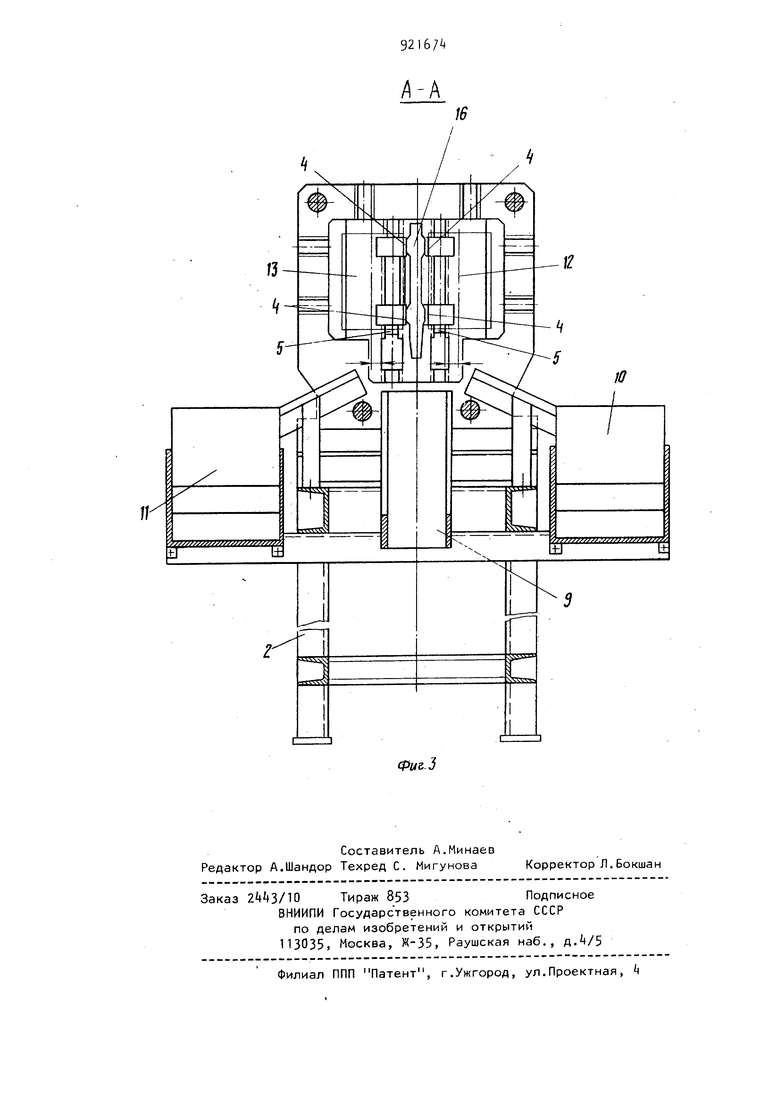
Недостаток указанных конструкций прессов в части отсутствия ориента20ции отливок особенно проявляется при обрезке отливок, изготавливаемых в Двухместной форме с общей литииковопитающей системой. Цель изобретения - улучшение фиксации отливок перед обрубкой, ориентированной выдачи отливок после обрубки и упрощение системы управле,ния. Поставленная цель достигается тем, что пресс содержащий обрубное устройство с подвижной и неподвижной плитами и приводом, упоры, раму и систему управления, снабжен улавливающим желобом и симметрично расположенными с двух cTopiH направляющими желобами , укрепленными на раме , а на неподвижной плите обрубного устройства, установленного под углом к горизонтали, размещены симметрично относительно вертикальной оси упоры, контактирующие с нижними поверхностями отливок. Кроме того угол наклона обрубного устройства равен . На фиг.1 изображен пресс для обрубки литников, общий вид; на фиг.2 - то же; на фиг.З разрез А-А на фиг.1. Пресс для обрубки литников состоит из обрубного устройства 1, размещенного на раме 2 под углом а к горизонтали. На неподвижной плите 3 обрубного устройства 1 закреплены неподвижнью ножи 4 и упоры 5. На подвижной плите 6, приводи мой в дш жение механизмом привода 7 размещены подвижные ножи 8. На раме 7 закреплен улавливающий желоб 9 и симметрично по отношению к нему два направляющих желоба 10 и 11. Упоры 5 закреплены к неподвижной плите 3 так, что центры тяжести отливок 12 и 13 находятся на расстояни h от крайних точек упоров. Пресс работает следующим образом В исходном положении подвижная плита 6 находится в крайнем правом положении. Блок отливок 12 и 13 под ется манипулятором lA. После освобож дения захватов 15 блок отливок 12 и 13, опираясь на упоры 5, отклоняетс на угол d от вертикали до соприкосн вения литниково-питающей системой 1 с неподвижными ножами 4 и удерживается D этом положении. После выхода манипулятора из разъема пресса подается команда на перемещение под вижной плиты 6 с ножами 8, которые при соприкосновении с блоком отливо 12 и 13 отделяют литниково-питающую систему 16 от отливок 12 и 13- При этом отливки 12 и 13, вращаясь воруг упоров 5, падают соответственно направляющие желоба 10 и 11, а литиково Г1итающая система 16 попадает улавлива(ои;ий желоб 9Подвижная плита 6 возвращается в сходное положение. Аналитическим и опытным путем усановлено, что уже при наклоне преса на угол ct 3° центры тяжести отивок позволяют им откинуться на неодвижные ножи обрубного пресса. Увеличение угла наклона cL до 15° ызвано необходимостью компенсироать погрешности литья, получаемых процессе производства. При угле наклона ctсвыше 15 увеичиваются габариты пресса и затруден занос отливки в зону обрубки. Экономический эффект от внедрения редлагаемого изобретения составлят ориентировочно бООО руб, и склаывается из снижения задрат на изгоовление пресса, упрощения системы правления, высвобождения рабочего, бслуживающего пресс. Формула изобретения 1,Пресс ДЛЯ обрубки литников с общей литниково-питающей системой, содержащий обрубное устройство с подвижной и неподвижной плитами и приводом, упоры, раму и систему управления о тли чающийся тем, что, с целью улучшения фиксации отливок перед обрубкой, ориентированной выдачи отливок после обрубки и упрощения системы управления, он снабжен улавливающим желобом и симметрично расположенными с двух сторон направляющими желобами, укрепленными на раме, а на неподвижной плите обрубного устройства, установленного под углом к горизонтали, размещены симметрично относительно вертикальной оси упоры, контактирующие с нижними поверхностями отливок. 2,Пресс поп,1, отли чающийся тем, что угол наклона обрубного устройства равен . Источники информации, принятые во внимание при экспертизе 1.Проспект Пресс для обработки литников фирмы Triulzi , Milano Italia, 1970. 2,Автоматическая линия литья под давлением, модель АЛ 711А 09. Тираспольский завод литейных машин им, С.М.Кирова, 1972.
tl
Iff
1±
