ЛИИ, симметрично двумя рядами расположенных относительно оси перемещения форм, которые последовательно воздействуют на боковые части каждой формы. На участке заливки суммарная величина всех усилий, воздействующих на каждую форму, уравновешивает максимальную величину гидростатического напора, воздействующую на верхнюю полуформу. По мере прохо дения формы по участку затвердевания отливок гидростатический напор уменьшается. Это дает возможность постепенно уменьшать суммарную величину вертикальных усилий, воздействующих на каждую форму в процессе ее переме чения, Уменьшение величины вертикальных усилий, воздейству ющих на формы при их нагружении, при ВОДИТ к значительному снижению верти кальной нагрузки на транспорт форм на участке затвердевания отливок и тем самым позволяет снизить мощност привода транспорта. Снижение усилий способствует также сохранению целос ности безопочной формы. Предлагаемый способ может быть ос ществлен устройством новой конструкции для нагружения или скрепления парных безопочных форм, содержащим прижимные элементы с регулируемым ус лием прижима, расположенные справа и слева от перемещающихся форм на длине участка заливки и затвердевани отливок. На фиг. 1 изображена схема расположения устройства для предупреждения всплывания верхних полуформ на а томатической линии и диаграмма распределения усилий прижима по всей дл не участка заливки и затвердевания отливок; на фиг. 2 - устройстйо для нагружения парных безопочных форм, которое целосообразно применять для мелких и средних парных безопочных форм| на фиг. 3 - устройство для скрепления парных безопочных форм, которое целесообразно применять для средних и крупных безопочных форм. Устройство состоит из двух рядов одинаковых прижимных элементов, расположенных справа и слева от переме щающихся форм и жестко закрепленных на неподвижной части транспортного устройства. На фиг. 2 прижимные план ки } расположены сверху по обеим сторонам перемешаюсцихся по транспорт ту 2парных безопочных форм 3, снабженных боковыми жакетами 4, Усилие прижима, нагружакицее полуформы, создается пружинами сжатия 5, которые, упираясь через регулировочную гайку 6 в кронштейны 7 и прижимные планки 1, воздействуют на верхнюю полуформу и препятствуют ее всплыванию. Положение прижимных планок 1 определяется положением крошлтейнов 7 по высоте штанги 8 и положением винтов 9 относительно кронштейнов 7, Незначительные колебания высоты форм, получаемые при формовке по одной модели, не влияют на работу устрой- ства, так как планки имеют возможность перемещения по высоте за счет оса,цки пружин. При значительном изменении высоты, форм например, при смене модели, изменение положения прижимных планок 1 осуществляется либо с помощью деремещения по высоте штанги 8 кронштейнов 7, либо с помощью перемещения винтов 9 относительно кронштейнов 7, Регулиров.ка усилия прижатия пружины осуществляется с помощью гайки. Длины прижимных планок не должна превышать 1/3 размера формы в направлении перемещения груза с .целью ликвидации разности по высоте двух рядом иду1Ц1х форм. Суммарное усилие прижима пары пластин, расположенных с каждой стороны формы, должно составлять 0,4-0,5 необходимого усилия прижима, Регулировка усилия прижимка осуществляется с помощью винтов 9 и регулировочных гаек 6. Регулировка усилия прижима создает дополнительные удобства, возможность снижения прижимного усилия по мере продвижения форм по участку затвердевания отливок, а также снижение (или увеличение) величины усилия прижима при изменении конфигурации и металлоемкости форм. Это дает возможность снижать усилие, воспринимаемое каждой формой в процессе перемещения, а также общее усилие для перемещения форм, т.е. мощность привода транспортного устройства. Усилие, затрачиваемое на определение сил трения между планками и формами, составляет 0,1-0,12 от усилия прижима и может быть снижено за счет введения смазки.
С целью снижения габаритов прийсимные гатанки могут упираться не в верхнюю поверхность полуформы, а в специальные уступы, формуемые, например, в углах полуформы. Усилие прижима может быть создано не только прижимами, но другими способами - пневмо- или гидроцилиндрами, противовесами и т.д.
На фиг. 3 представлен вариант устройства, при котором прижимные планки упираются не только сверху в верхнюю полуформу, но также и снизу в нижнюю полуформу, что позволяет снять усилие прижима с транспорта форм.
Вариант устройства фиг. 2 предпочтителен для малых и средних форм, вариант фиг. 3 - для средних и крупных.
На участке запивки прижимы должны быть защищены щитками.
Использование предлагаемого способа с помощью описанного устройства позволяет: снизить металлоемкость линии на 15-20% за счет отсутствия грузов, механизмов наложения и снятия грузов, их перемещения и накопления, снизить число механизмов и аппара.туры управления линией на 20-25%, т.е. повысить надежность
работы линии и упростить ее конструкцию и систему управления.
Формула изобретения
1.Способ предупреждения всплывания верхней полуформы при запивке форм жидким металлом и затвердевании отливок на линиях парной безопочной формовки, включаняций нагружение и скрепление парных форм вертикаль-, ными усилиями, регулируемыми по величине, отличающийся тем, что, с целью предупреждения преждевременного разрушения форм, усилия, действуияцие на формы, уменьшают до нуля по мере продвижения форм на участке заливки и кристаллизации.
2.Устройство для предупреждения всплывания верхней полуформы при заливке жидким металлом и затвердевании отливок на линиях парной безопочной формовки, содержащее транспорт форм и нагружающие элементы, отличающееся тем, что нагружанхцие элементы выполнены в виде планок, длина которых не прешлшает одной трети длины безопочной формы.
Источники информации, принятые во внимание при экспертизе
I. Авторское свидетельство СССР № 334011, кл. В 22 О 33/06, 1970.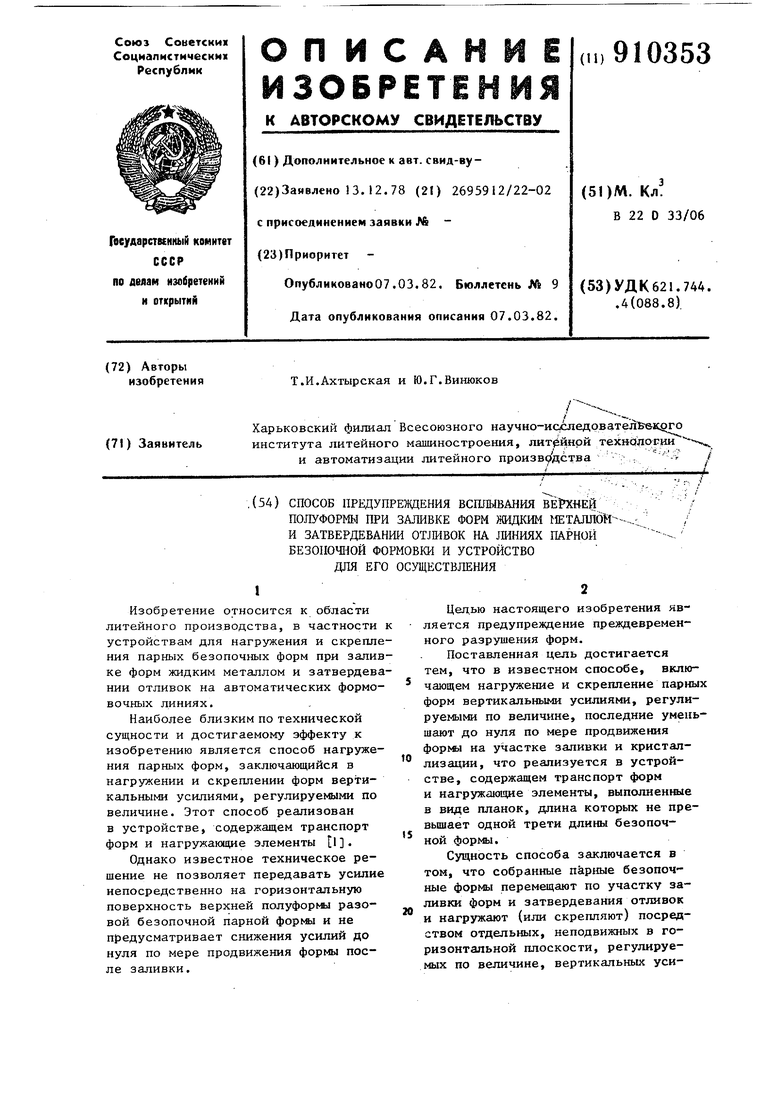

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для жакетирования и на-гРужЕНия пАРНыХ бЕзОпОчНыХ фОРМ | 1979 |
|
SU846098A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Устройство для перемещения безопочных форм | 1980 |
|
SU950481A1 |
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |
| Способ сборки горизонтально-стопочных безопочных форм и устройство для его осуществления | 1985 |
|
SU1261740A1 |
| Устройство для нагружения безопочных литейных форм | 1986 |
|
SU1400776A1 |
| Стопочная литейная форма | 1978 |
|
SU710751A1 |
| Установка для изготовления,сборки и перемещения безопочных форм,собранных в непрерывную горизонтальную стопку | 1984 |
|
SU1183284A1 |
| Автоматическая линия для безопочной формовки | 1976 |
|
SU651887A1 |
| Установка для жакетирования безопочных литейных форм | 1983 |
|
SU1096029A1 |

Ось транспортного
HanpaSaeffi/e dSi/jf(eустроаст о /rofiff6/jc
Cpopfi
де/tt/vi/f ff yctf/rt/jt ff/ytfjif(
l/MOf
фор/tbf
фуг. f
1
Фиг.
(Я;)
