Изобретение относится к литейному производству, в частности к транспортным устройствам, используемьм дл перемещения в горизонтальном направлении безопочных форм.
Цель изобретения - предотвращение разрушения безопочных форм пониженной прочности, повышение их металлоемкости, снижение энергоемкости и упрощение конструкции.
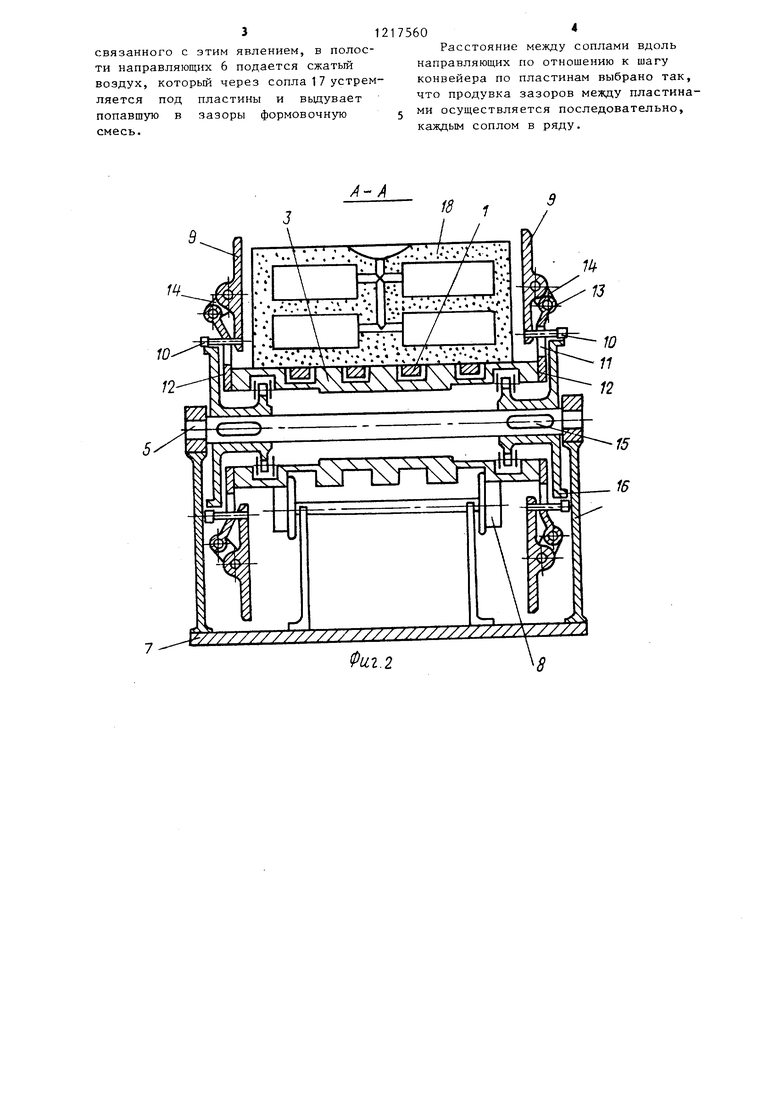
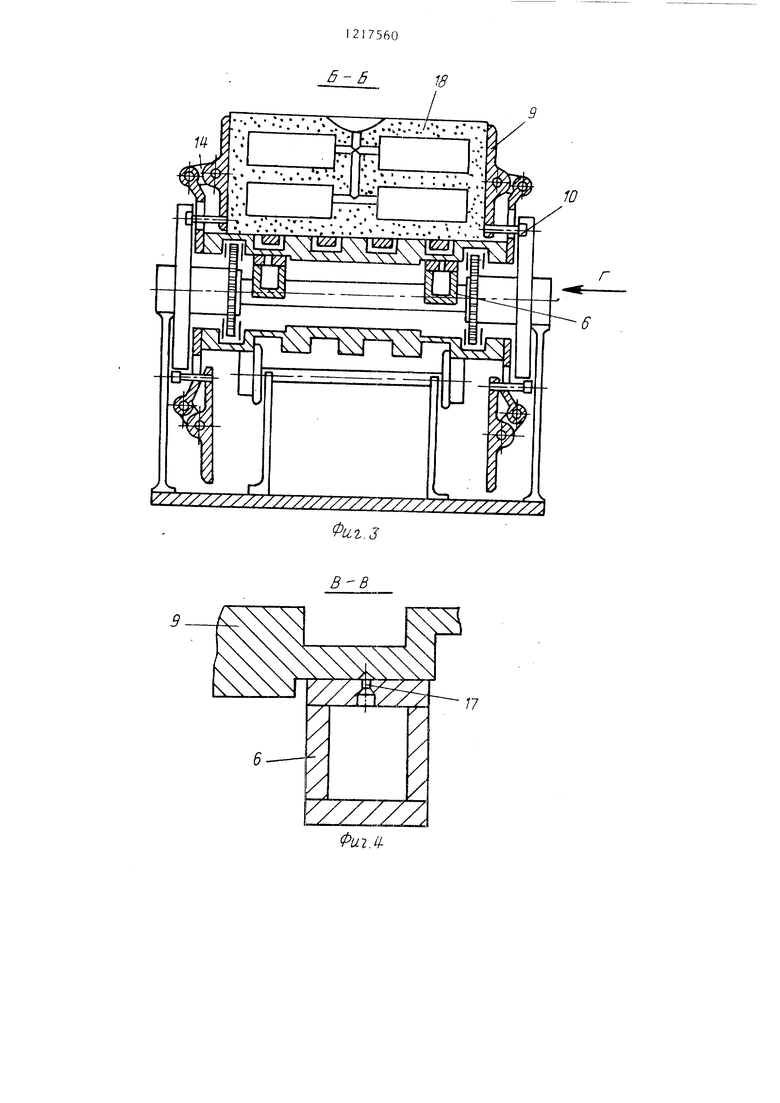
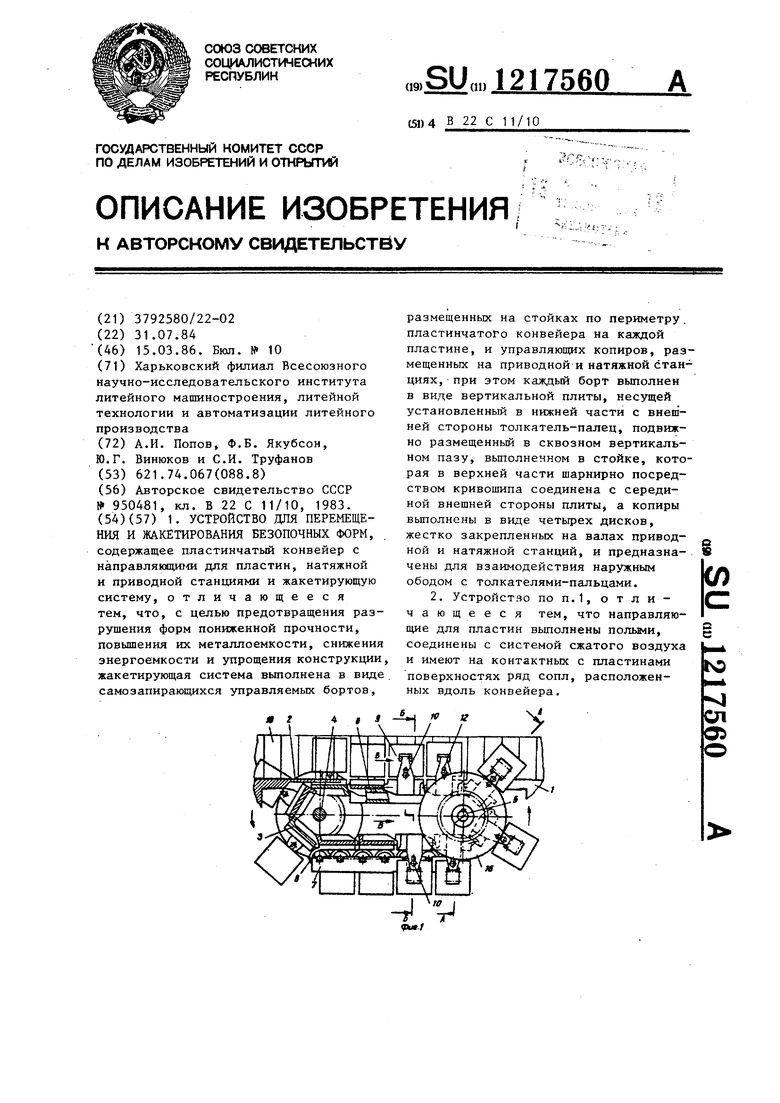
На фиг, 1 изображено устройство, частичный продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - вид Г на фиг. 3.
Устройство для перемещения и жаке тирования безопочных форм содержит загрузочную вилку 1, загрузочную вилку 2, размещенные в пазах пластин 3 пластинчатого конвейера, включающего натяжную 4, приводную 5 станции, направляющие 6, опорную металлоконструкцию 7 и рольганг 8 для холостой ветви конвейера.
По периметру конвейера на каждой пластине 3 размещены с at-i о запирающие- ся жакетирующие борты в виде вертикальной плиты 9, с внешней стороны в нижней части перпендикулярно соединенной с толкателем - пальцем 10. Палец 10 подвижно размещен в вертикальном пазу 11 стойки 12, жестко прикрепленной к пластине 3 конвейера нижней частью, а верхней частью соединенной через шарнир 13 и кривошип 14 с плитой 9.
На валах натяжной 4 и приводной 5 станций посажены с помощью шпонок 15 дисковые копиры 16. Направляющие 6 выполнены полыми, соединены с системой сжатого воздуха (не показано) и имеют на поверхностях перемещения по ним пластин 3 ряд сопел 17 для воздушной смазки контактных поверхнос- тей и продувки обвалов формовочной смеси безопочных форм 18,
Устройство для перемещения и жакетирования безопочных форм работает следующим образом,
Включается привод пластинчатого конвейера. Происходит вращательное движение валов приводной 5, натяжной 4 станций, а вместе с валами - копир ных дисков 16 и плоскопараллельное перемещение пластин 3. Рабочая ветвь конвейера перемещается по направляющим 6, холостая - по рольгангу В.
Одновременно с включением привода приводится в действие жакетирующая система. Находящиеся в верхней части копирных дисков 16 борть 9 с помощью пальцев - толкателей 10 через криво- Я1ИПЫ 14 разводятся в стороны, создавая зазоры между рабочими поверхностями бортов 9 и безопочными формами 18, Находящиеся вне зоны действия дисковых копиров 16 борты 9 под действием сил тяжести опускаются в пределах положений, регламентированных пазами 11 в стойках 12 и пальцами-толкателями. При опускании борты на рабочей - верхней ветви конвейера сходятся, а на холостой ветви - расходятся.
С включением агрегата формообразования безопочные формы 18 по загрузочной вилке 1 в пульсирующем режиме перемещаются на пластины 3. В пределах натяжной и приводной станций, т.е. в зонах загрузки и разгрузки форм, дисковые копиры 16 вступают во взаимодействие с толкателями-пальцами бортов 9, разводят борты, создавая условия для беспрепятственного перемещения безопочных форм.
Дальнейшее перемещение форм за пределами зоны загрузки происходит синхронно с пластинами рабочей ветви конвейера. В этом промежутке борты 9 освобождаются от действия копиров 16, связанные с ними кривошипы 14 .поворачиваются, прижимая борты к безопоч- ньг-1 формам. Осуществляется жакетиро- вание форм.
Параметры жакетирующей системы, а именно вес борта, угол наклона кривошипа, коэффициент трения поверхности борта о безопочную форму выбраны так, что на незалитую форму создается усилие прижима, исключающее ее разрушение даже в условиях пониженной прочности формы. Вместе с тем, при наливке формы металлом и возникновении разрушающих усилий изнутри, создается самозапирание бортов, сохраняющее форму от разрушения и проливов металла.
В процессе работы устройства могут иметь место обвалы формовочной смеси и попадания отдельных частиц в зазоры между пластинами 3 конвейера и на направляющие 6.
Для предотвращения возможного интенсивного износа контактных поверхностей направляю цих и пластин.
связанного с этим явлением, в полости направляющих 6 подается сжатый воздух, который через сопла 1 7 устремляется под пластины и выдувает попавшую в зазоры формовочную смесь.
Расстояние между соплами вдоль направляющих по отношению к шагу конвейера по пластинам выбрано так, что продувка зазоров между пластинами осуществляется последовательно, каждым соплом в ряду.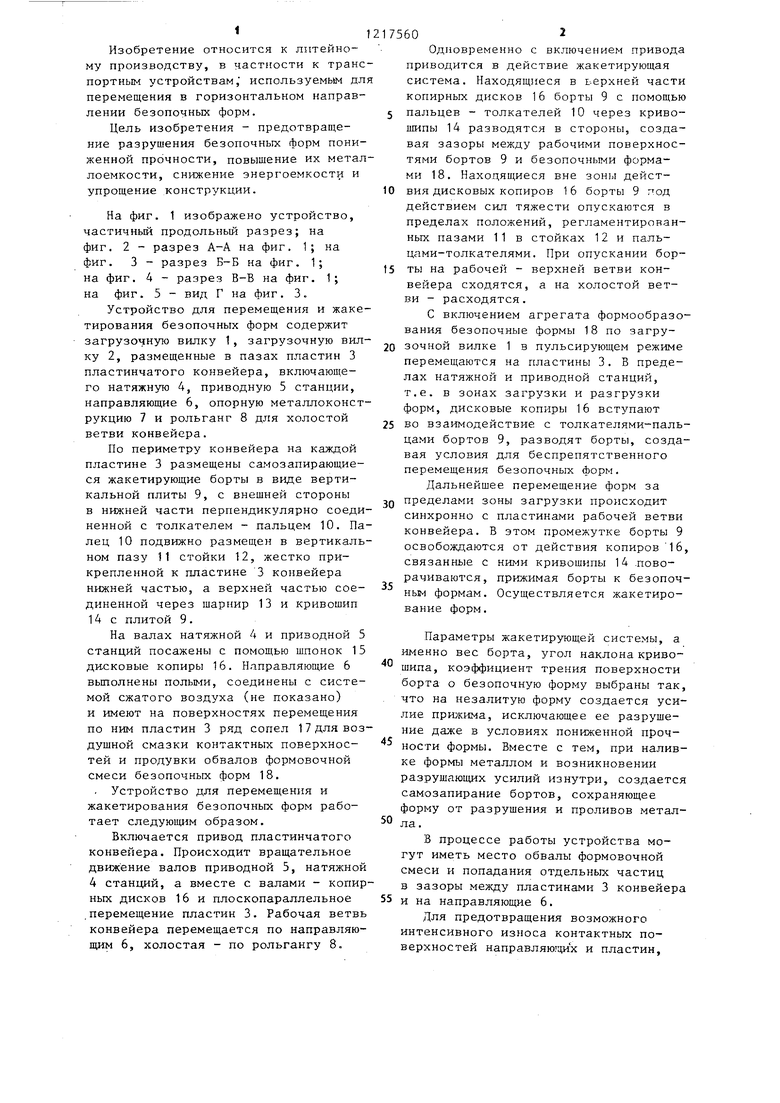
| название | год | авторы | номер документа |
|---|---|---|---|
| Транспортное средство | 1990 |
|
SU1735163A1 |
| Поточная линия для обработки изделий | 1982 |
|
SU1081101A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Устройство для жакетирования и на-гРужЕНия пАРНыХ бЕзОпОчНыХ фОРМ | 1979 |
|
SU846098A1 |
| ПОРЦИОННЫЙ РЕЗЧИК ТАБАЧНЫХ КИП | 1996 |
|
RU2102905C1 |
| Установка для жакетирования безопочных литейных форм | 1983 |
|
SU1096029A1 |
| Машина для изготовления безопочных форм прессованием | 1981 |
|
SU977101A1 |
| Машина для изготовления безопочных форм | 1975 |
|
SU554933A1 |
| Линия для производства формового хлеба | 1980 |
|
SU938878A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ЦЕПИ | 2003 |
|
RU2257991C2 |
/-
Фиг.2
6-6
9
W
Фиг.З
Фи2.1
Составитель Ф. Якубсон Редактор И. Касарда Техред М.Надь Корректор И. Эрдейи
Заказ 1036/15 Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
Вид г
и.г,5
| Устройство для перемещения безопочных форм | 1980 |
|
SU950481A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
