Изобретение относится к электротехнике, в частности к способам управления термическим циклом при контактной сварке. Известен способ автоматического управления термическим циклом, основанный на выключении сварочного тока при достижении заданной величины мгновенного значения выделяемой межд электродами мощности 1}. Однако этот способ не обеспечивает точного определения величины мощности электрического тока при увеличении толщины свариваемых элементов.. Известен способ управления термическим циклом при контактйой сварке, основанный на измерении термо-ЭДС между электродом и свариваемым элементом 2. Недостатком данного способа является значительное снижение точности управления при сварке элементов боль ших толщин, так как температура зоны сварки существенно отличается от тем пературы поверхности .элемента, контактируемой с электродом. Цель изобретения - повышение точности управления. Цель достигается тем, что дополни тсльно измеряют относительное-распре деление температуры по толщине свариваемых элементов, сравнивают значение температуры элемента вблизи электрода с температурой, измеряемой методом термо-ЭДС, калибруют по результату сравнения распределение температуры по толщине элемента, определяют по калиброванному распределению температуры зоны сварки, сравнивают ее с заданной и по этому результату управляют сварным током. Изобретение может быть использовано в случае симметричного расположения теплового поля относительно плоскости соединяемых элементов, т.е. при сварке равных толщин из одинакового материала. На фиг. 1 представлена блок-схема устройства, реализующего предлагаемый способ; на фиг. 2 - диаграмма распределения температуры по толщине образца. При осуществлении предлагаемого способа автоматического управления термическим циклом измеряют величину термо-ЭДС между одним из сварочных электродов 1 и свариваемым элементом 2. Сигнал термо-ЭДС усиливают усилителем 3 и подают на вход блока 4 сравнения.
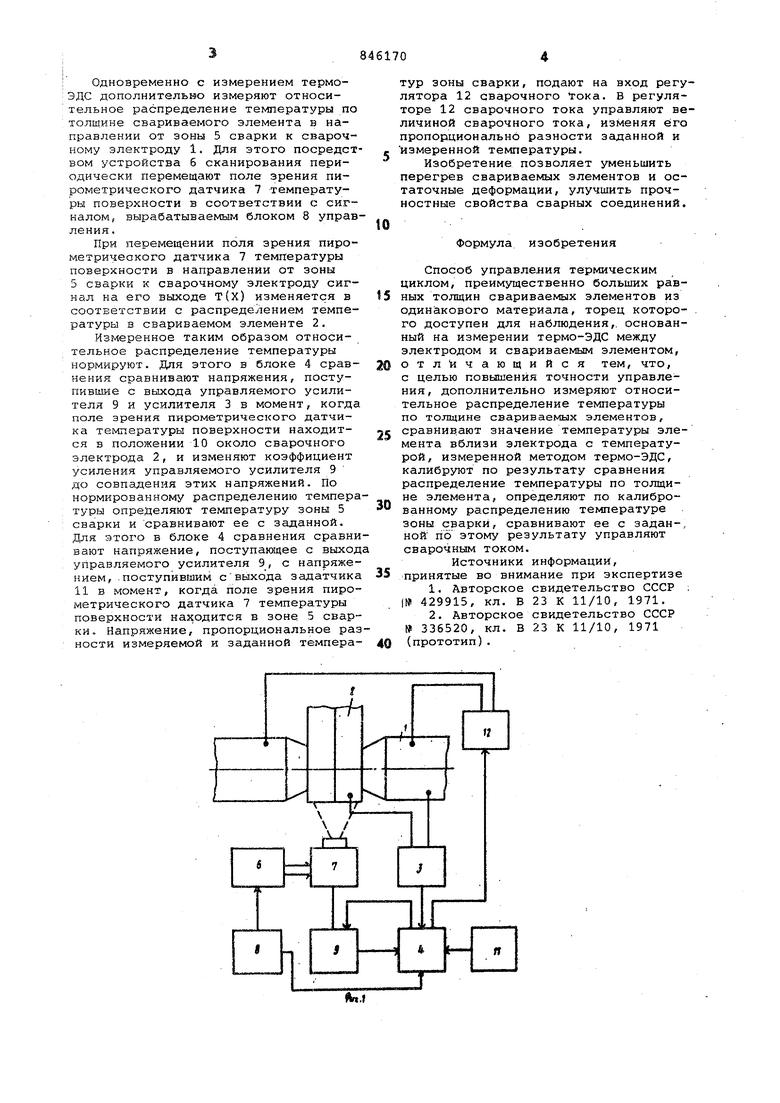
Одновременно с измерением термоЭДС дополнительно измеряют относительное распределение температуры по толщине свариваемого элемента в направлении от зоны 5 сварки к сварочному электроду 1. Для этого посредством устройства б сканирования периодически перемещают поле зрения пирометрического датчика 7 температуры поверхности в соответствии с сигналом, вырабатываемым блоком 8 управления ,
При перемещении поля зрения пирометрического датчика 7 температуры поверхности в направлении от зоны 5 сварки к сварочному электроду сигнал на его выходе Т(х) изменяется в соответствии с распределением температуры в свариваемом элементе 2,
Измеренное таким образом относительное распределение температуры нормируют. Для этого в блоке 4 сравнения сравнивают напряжения, поступившие с выхода управляемого усилителя 9 и усилителя 3 в момент, когда поле зрения пирометрического датчика температуры поверхности находится в положении 10 около сварочного электрода 2, и изменяют коэффициент усиления управляемого усилителя 9 до совпадения этих напряжений. По нормированному распределению температуры определяют температуру зоны 5 сварки и сравнивают ее с заданной. Для этого в блоке 4 сравнения сравнивают напряжение, поступаквдее с выход управляемого усилителя 9, с напряжением, . поступ1И вшим свыхода задатчика 11 в момент, когда поле зрения пирометрического датчика 7 температуры поверхности находится в зоне 5 сварки. Напряжение, пропорциональное разности измеряемой и заданной температур зоны сварки, подают на вход регулятора 12 сварочного тока. В регуляторе 12 сварочного тока управляют величиной сварочного тока, изменяя его пропорционально разности заданной и измеренной температуры.
Изобретение позволяет уменьшить перегрев свариваемых элементов и остаточные деформации, улучшить прочностные свойства сварных соединений.
Формула изобретения
Способ управления термическим циклом, преимущественно больших равных толщин свариваемых элементов из одинакового материала, торец которого доступен для наблюдения,, основанный на измерении термо-ЭДС между электродом и свариваемым элементом, отличающийся тем, что, с целью повышения точности управления, дополнительно измеряют относительное распределение температуры по толщине свариваемых элементов, сравнивают значение температуры элемента вблизи электрода с температурой, измеренной методом термо-ЭДС, калибруют по результату сравнения распределение температуры по толщине элемента, определяют по калиброванному распределению температуре зоны сварки, сравнивают ее с заданной по этому результату управляют сварочным током.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР I 429915, кл. В 23 К 11/10, 1971.
2.Авторское свидетельство СССР 336520, кл, В 23 К 11/10, 1971 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления процессом электронагрева | 1979 |
|
SU854643A1 |
| Способ автоматического измерения и регулирования электронагрева | 1978 |
|
SU764898A1 |
| Способ контроля качества точечной сварки и устройство для его осуществления | 1981 |
|
SU988492A1 |
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1985 |
|
SU1243918A2 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2311273C2 |
| Способ контактной сварки | 1979 |
|
SU870035A1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ИНЕРТНЫХ И ЗАЩИТНЫХ ГАЗОВ | 2022 |
|
RU2789640C1 |
| Способ контроля процесса контактной сварки | 1984 |
|
SU1232429A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1991 |
|
RU2016722C1 |
| Способ регулирования сварочного процесса | 1989 |
|
SU1694362A1 |

