1
Изобретение относится к точечной и шовной контактной сварке.
Известны способы измерения сварочного тока, согласно которым мгновенное значение сварочного тока, получаемое от датчика тока, возводится в квадрат, интегрируется и затем делится на время интегрирования, после чего из полученного значения производится извлечение квадратного корня 1 и 2.
Недостатком данных способов является низкое быстродействие при измерении сварочного тока.
Наиболее близким техническим решением к изобретению является способ, основанный на преобразовании подынтег ральной функции в частоту с последующим суммированием импульсов этих . частот 3.
Недостатком этого способа является низкая точность измерения сварочного тока, что обуславливается влиянием помех различного происхождения (пульсаций измеренного напряжения, а также пульсаций сети переменного тока и т.д.)
Цель изобретения - улучшение качества сварки за счет повышения точгности измерения.
Поставленная цель достигается тем, что диапазон измеряемого сварочного тока разбивают на равные промежутки и для каждого из них устанавливают фиксированную частоту, пропорциональную среднему значению подынтегральной функции на этом же промежутке, а в процессе измерения текущего значения тока каждому промежутку выбира10ют соответствующую фиксированную частоту и вырабатывают импульсы этой частоты до момента принадлежности текущего значения тока данному промежутку, после чего суммированием им15пульсов, выработанных совокупностью фиксированных частот за определенное время, определяют функционал сварочного тока.
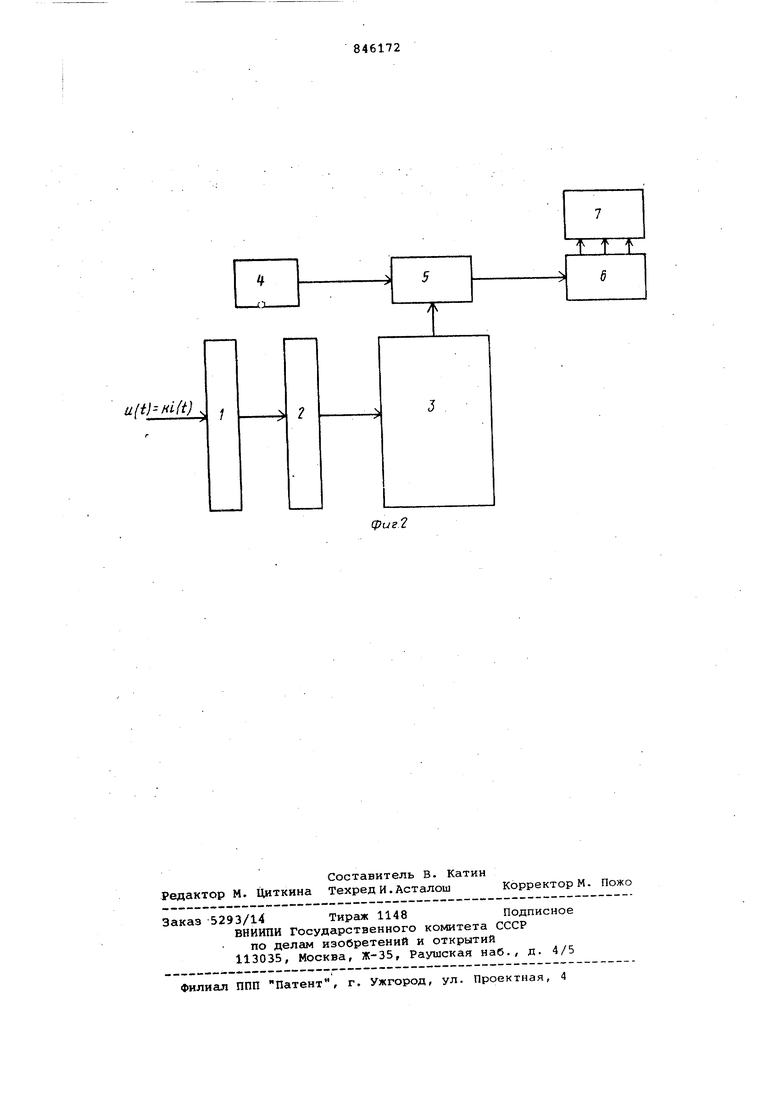
На фиг. 1 изображено изменение
20 частоты следования импульсовпри осуществлении преобразования вида 5 i (t)dt; на фиг. 2 - блок-схема устройства, реализуЛчцего способ.
25
Для определения функционалов от сварочного тока весь допустимый диапазон изменения тока разбивают на равные промежутки, каждому из этих промежутков сопоставляют частоту следования импульсов, пропорциональную
30
э ачению подынтегральной функции в ср|еднвй точке промежутка.
. I При прохождении сварочного тока мгновенное значение сигнала, пропорционального току, принадлежит одному из промежутков.
За время, пока ток изменяется в пределах данного промежутка, вырабатываются импульсы соответствующей этому промежутку частоты. Количество импульсов, выработанных за все время протекания сварочного тока, в случае пропорционально требуемому функционалу сварочного тока, частоты следования импульсов для определения нужного функционала опредл ются заранее и жестко вводятся в схему прибора, реализующего предлагаемый способ измерения.
Таким образом, функционал вычисЛ)4ется в следующем виде:
Jf{.-)dtc.t,, (1)
где f{I) - функция сварочного тока, f - вырабатываемая частота за время jitk, пока ток принадлежит промежутку
Г IK-, к1;
п - число промежутков, которым принадлежало значение сварочного тока за время его протекания. Изменение частоты, вырабатываемо в случае получения функционала J Г (t.) d t для синусоидальной формы тока, показано на фиг. 1.
Расчет погрешности метода для функционала f i-(t)dt произведен на ЭВМ СМ10-22.
Результаты расчета представлены ниже.
I
промежутПогрешность метода , %
0,8 0,5 0,1
Таким образом,из таблицы видно, что уже при разбиении области изменения сварочного тока на 10 промежутков точность метода достаточно высока.
Устройство, реализующее способ, состоит из блока 1 сравнения, дешифратора 2, матрицы 3 памяти, генератора 4 импульсов, пересчетной схемы 5 с переменным коэффициентом деления, счетчика 6 и блока 7 индикации .
ёходной сигнал, пропорциональный сварочному, попадает на блок 1 сравнения, предст.авлякяций собой выбор
триггеров Шмидта, настроенных на определенные уровни, код,вырабатываемый ими, несет информацию о том, какому промежутку принадлежит текущее значение сварочного тока. Этот код . через дешифратор 2 подается на матрицу 3 памяти, где записаны коды частот, соответствующих кгикдому из промежутков. Эти коды управляют пересчетным устройством 5 с переменным коэффициентом деления таким образом, что частота следования импульсов на выходе пересчетного устройства соответствует выбранной частоте для текущего промежутка изменения сварочного тока. Суммирование импульсов производится в счетчике 6, результат интегрирования высвечивается на блоке 7 индикации.
Технико-экономический эффект способа складывается из увеличения точности измерения и снижения аппаратурных затрат за счет простоты реализации способа. Увеличение точности , измерения сварочного тока позволит улучшить качество сварки и снизить 25 потери от брака.
Формула изобретения
Способ измерения функционалов от
Q сварочного тока при шовной и точечной контактной сварке, основанный на поеобразовании подынтегральной функции в частоту с последующим сум мированием импульсов этих частот,
отличаю,щийся тем, что,с целью улучшения качества сварки за счет повышения точности измерения, диапазон измеряемого сварочного тока разбивают на равные промежутки и для каждого из них устанавливают фиксированную частоту, пропорциональную среднему значению подынтегральной функции на этом же промежутке, а в процессе измерения текущего значения тока каждому промежутку выбирают соответствующую фиксированную частоту и вырабатывают импульсы этой частоты до момента принадлежности текущего значения тока данному промежутку, после чего суммированием импульсов,
JQ выработанных совокупностью фиксированных чаотот за определенное время, определяют функционал сварочного тока.
Источники информации, принятые во внимание при экспертизе
1.Патов Б.Е. Лебедев В.К. Элект- , рооборудование для контактной сварки. М., Машиностроение, 1969, с. 425.
2.Орлов Б.Д., Чулошников П.Л., Верденский В.В. Марченко А.Л. Конт- .
60 роль точечной и роликовой электросварки. М., Машиностроение, 1973, с. 136-142.
2. Мирский Г.Я. Радиоэлектронные измерения. М., Энергия, 1975,
is с. 310-312.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЧЕТА ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2019842C1 |
| ЦИФРОВОЙ ДОЗАТОР ЭЛЕКТРОЭНЕРГИИ ДЛЯ ТОЧЕЧНОЙ СВАРКИ | 2003 |
|
RU2245236C2 |
| Способ контроля качества точечной сварки и устройство для его осуществления | 1981 |
|
SU988492A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ИМПУЛЬСНОЙ МОДУЛЯЦИЕЙ ТОКА | 2004 |
|
RU2268809C1 |
| Способ регулирования процесса электронагрева при точечной и шовной сварке | 1977 |
|
SU662297A1 |
| Устройство для измерения и контроля действующего значения сварочного тока | 1991 |
|
SU1787090A3 |
| Способ определения степени заполнения движущихся транспортных средств и устройство для его осуществления | 1976 |
|
SU661244A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2009 |
|
RU2424097C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2002 |
|
RU2210475C1 |
| Устройство для контроля процесса сварки давлением | 1984 |
|
SU1248739A1 |