Изобретение относится к трубному производству, а именно к резке труб плазмой. Известен способ и установка резки заготовки для баллонов. В качестве станков используются трубообрезные станки моделей 8157 и 9Д157, оборудованные аппаратаьми воздушнр-плазмен ной резки Cl . Однако при резке образуются брызги, которые налипают на диаметрально противоположную внутреннюю стенку трубы Образукиаяся при этом корка мшиает дальнейшей обработке детали и ухудшает товарные свойства продукции. В некоторых случаях этот недостаток можно устранить, ориентировав ось плазмотрона под непрямым углом к оси TpyefcJ. При этом брызги попадаю только на одну часть разрезаемой тру бы. При отрезке концов эта часть направляется в отходы,но когда обе част трубы идут дальнейший передел или яв ляются товарными для удаления корки приходится использовать дополнитель ный ручной труд. При прорезке заготовок небольшой длины опробован способ предотвращения налипания брызг на стенку трубы который заключается в подаче воздуха в место вылета брызг из очага реза. Однако применение этого способа на практике ограничивается длиной отрезаемой трубы, что является существенным недостатком. Удаление продуктов плазменной резки затрудняется также с уменьшением диаметра трубы и увеличением толщины стенки, а налипание брызг на влутоеннюю поверхность при этом увеличивается. Известен способ плазменно-дуговой резки труб, при котором производят относительное вращение кромки и трубы, а сжатую струю направляют по касательной к поверхности трубы, оставляя непрорезанной стенку трубы 13 мм, которую затем разрушают механически при температуре красноломкости материала 2. . Этот способ расширяет технологические ВОЗМОЖНОСТИ резки и может быть применен для обработки труб диаметром меньше 200 мм, но он не лишен недостатков, которые заключаются в том, что ролик, постоянно находящийся в контакте с горячим металлом, зашлаковывается (забрызгивается продуктами реза), нагревается и теряет механическую прочность.
.Это особенно проявляется на трубах малого диаметра (менее 200 мм.
Цель изобретения - првмаение качества резки путем исключения попадания продуктов реза на внутреннюю .поверхность трубы..
Цель достигается тем, что разрушение непрорезанной стенки трубы осуществляют сдвигомодной части трубы при кручении другой.
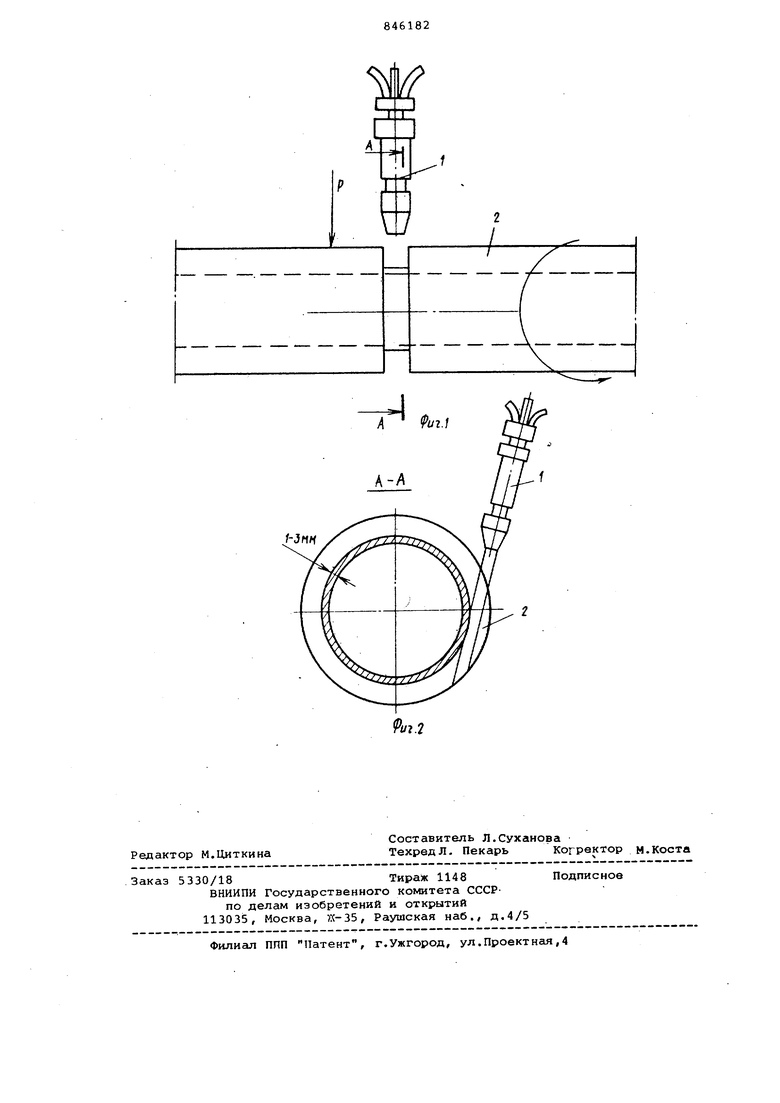
На фиг.1 показана схема осуществления способа; на фиг.2 - сечение Ана фиг. 1.
Па прорезанную плазмотроном 1 трубу 2 с оставшимся пояском воздействуют на одной части трубы усилием сдвига Р, а на противоположную крутящим моментом м .
Предлагаемый способ может быть осуществлен следующим образом.
Трубу зажимают в вращающемся патрне трубообрезного станка и производят ее разделение (резку) . Прорезав толщину стенки, оставляют поясок толщиной 1-3 мм при температуре красноломкости и к незажатой части трубы прикладывают усилие сдвига, не прекрщая вращение трубы.
Применение этого способа позволяет распространить станните плазменной резкой для разделения передельных труб и разрезки на части труб относительно малых размеров, а именно сортамента стана 140 и стана 30102, и высвободить Эначительыое количество рабочих.
Преимущество предлагаемого способа состоит в том, что в зону раскаленного металла не вводится никакой инструмент, а процесс разрушения стенки происходит быстрее.
Формула изобретения
Способ плазменно-дуговой резки труб, при котором производят относительное вращение горелки и трубы, а сжатую струю направляют по касательной к поверхности трубы, оставляя непрорезанной стенку трубы 5 толщиной 1-3 мм, которую затем разрушают механически при температуре красноломкости материала, отличающий ся тем, что, с целью повышения качества резки путем исключения попадания продуктов реза на внутреннюю поверхность трубы, разрушение непрорезанной стенки трубы осуществляют сдвигом одной части трубы при кручении другой.
Источники информации, принятые во внимание при экспертизе
1.Дубинский Б.Е., Дерновой В.А.и Козловский B.C. Воздушно-плазменная резка заготовок для баллонов.- Метал0 лург, 1976, 5, с.34-35.
2.Авторское свидетельство СССР
t 252510, кл. В 23 К 31/10, 06.07.68 (прототип) .
k иг.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ ТРУБ | 1969 |
|
SU252510A1 |
| Устройство для резки труб | 1980 |
|
SU941048A1 |
| Способ плазменно-дуговой резки | 1978 |
|
SU721291A1 |
| Способ изготовления деталей из трубы | 1986 |
|
SU1449186A1 |
| Способ резки труб плазменной горелкой | 1982 |
|
SU1073024A1 |
| СПОСОБ И УСТРОЙСТВО РАЗРУШЕНИЯ КОРКИ ЭЛЕКТРОЛИТА ПЛАЗМЕННОЙ РАЗДЕЛИТЕЛЬНОЙ РЕЗКОЙ | 2017 |
|
RU2692710C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1985 |
|
SU1249776A1 |
| Способ дуговой обработки | 1978 |
|
SU749602A1 |
| Устройство для защиты внутренней поверхности трубы при тепловой обработке | 1981 |
|
SU975293A1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ РЕЗКИ | 1973 |
|
SU368953A1 |