Изобретение относится к сварке, а именно к конструкции устройства для сборки и автоматической сварки стыков полотнищ.. Известно устройство для сборки и рварки полотнищ, в котором раскладку листов осуществляют перекладчиком листов, собирают на электроприхватах краном укладывают на самоходную тран портировочную платформу и подают на сварочный стенд. Заваренное полотнище краном снимают с платформы l . Недостатки устройства - многооперационность, большой объем ручного труда, ограниченность размеров получаемых полотнищ. йзвестнй устройство для сборки и автоматической сварки стыков полотнищ, содержащее смонтированные на.об щем основании секции рольганга, в разрыве между которыми расположен ложемент с шовоформирующей подкладкой, стенд с самоходной сварочной го ловкой, прижимами и убирающимися упо рами для установки кромки полотнищ на линию сварки 2. Однако устройство малопроизводительно, так как велико время на уста новку кромок полотнищ по линии сварки. Цель изобретения - повышение про-, изводительности за счет сокращения времени установки кромок полотнищ по линии сварки. Указанная цель достигается тем, что устройство оснащено двумя смонтированными на основании приводными тележками, каждая из которых снабжена подъемно-поворотной план-шайбой с опорной плоскостью в виде электромагнита, а в каждой секции рольганга предусмотрена выборка и каждая приводная тележка размещена в этой выборке с возможностью перемещения ее в направлении, перпендикулярном линии сварки. На фиг. 1 изображена схема поточной линии для сборки автоматической и сварки стыков полотнищ; на фиг.2 то же, в плане. Поточная линия для сборки и автоматической сваркл стыков полотнищ состоит из перекладчика 1 листов,неприводного поддерживающего рольганга 2, приводной тележки 3 с подъемноповоротной план-шайбой в виде электромагнита, стенда 4 для сварки с убивающимися упораг-да 5, расположенными по линии сварки, и прижимных травере б, неприводного поддерживающего рольганга 7, второй приводной тележки 8 с подъемно-поворотной план-шайбой в виде электромагнита. Тележки 3 и 8 установлены на рельсовых ,путях
Поточная линия работает следующим образом.
I Первый лист 9 из пачки переклад4HKON5 1 листов укладывается на поддерживающий рольганг 2, захватывается план-шайбой тележки 3 и подается на стенд 4 до тех пор, пока передняя кромка листа не попадет в зону работы план-шайбы тележки 8. Электромагнит план-шайбы тележки 3 отключается и включается электромагнит план-шайбы тележки 8. Лист 9 транспортируется тележкой дальше до тех пор, пока задняя кромка листа не пройдет линию сварки. Выдвигаются упоры 5 и лист тележкой 8 трансфортируется обратно до упора. Для выравнивания по упорам, т.е. по линии сварки, лист может быть также развернут поворотом план-шайбы тележки.
После выставления кромка листа закрепляется соответствующей прижимной траверсой 6. Упоры 5 убираются.
Перекладчик 1 листов укладывает на поддерживающий рольганг 2 следующий лист 10. Тележка 3 транспортирует лист до упора в лист 9, а затем производится выравнивание листа 10 и закрепление его второй приж.имной траверсой 6. Затем производится сварка, после чего полотнище тележкой 8 транспортируется на шаг и к нему в той же последовательности приваривают остальные листы.
Для удобства маневрирования тележки и разворота листа тележки 3 и 8 могут осуществлять подъем план-шайбы нижнее положение которой обеспечивает зазор между ней и листом, а крайнее верхнее позволяет поднять лист выше уровня поддерживающего рольганга и стола сварочного стенда.
Поддерживающие рольганги также могут быть оборудованы боковьг и упорами ,
f А А А Ж А. 6
Предлагаемое устройство позволяет одним механизмом производить транспортировку листа или полотнища и точную установку его на линии сварки дает в.озможность сварки листов любой ТОЛЩИНЫ и ширины,. приварку к широкому листу нескольких узких, устраняет необходимость перекладки.
Экономический эффект от внедрения устройства для сборки и сварки 10 тыс. полотнищ в год размером 1500x5000 мм из двух или трех листов составит 25 тыс. руб.
. Формула изобретения
Устройство для сборки и автоматической сварки стыков полотнищ, содержащее смонтированные на общем основании секции рольганга, в разрыве между которЕлми расположен ложемент с шовоформирующей подкладкой, стенд с самоходной сварочной головкой, прижимами и убирающимися упорами для установки кромки полотнищ на линию сварки, отличающеес я тем, что, с целью повышения производительности за счет сокращения времени на установку кромок полотнищ по линии сварки, устройство оснащено двумя смонтированными на основании приводными тележками, каждая из которых снабжена подъемно-поворотной планшайбой с опорной плоскостью в виде электромагнита, а в каждой секции рольганга предусмотрена выборка и каждая приводная тележка размещена в этой выборке с возможностью перемещения ее в направлении, перпендикулярном линии сварки.
Источники информации, принятые во внимание при экспертизе
1..Веселков В.Д. и др. Сварка с двусторонним формированием шва. Л., Судостроение, 1976,.с. 46-48.
2.Авторское свидетельство СССР
№ 363564, кл. В 23 К 37/04, 09.11.71 (прототип). i.1 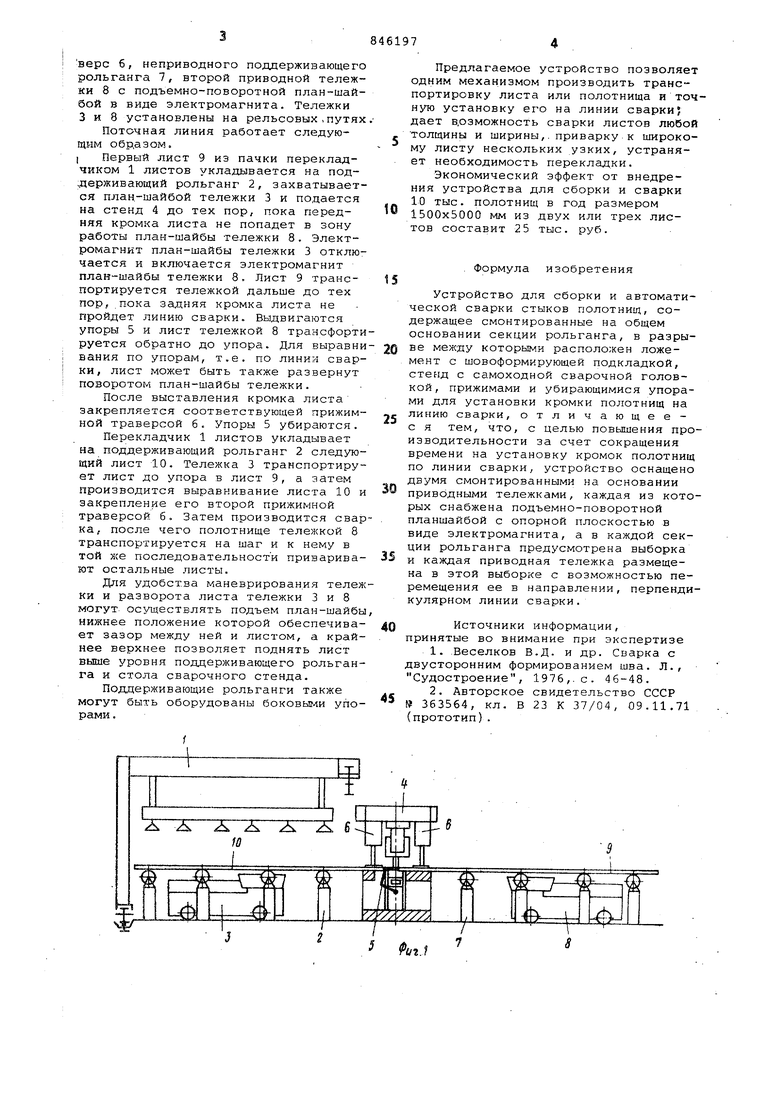
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки стыков полотнищ из листов | 1981 |
|
SU941140A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Стенд для сборки и сварки полотнищ | 1975 |
|
SU522034A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| Установка для сборки и сварки продольных швов полотнищ | 1978 |
|
SU768584A1 |
| Поточная механизированная линия для сборки и сварки листов в длинномерные полотнища | 1979 |
|
SU891291A1 |
| Стенд для сварки полотнищ | 1979 |
|
SU829386A1 |
| Стенд для сборки и сварки изделий | 1977 |
|
SU653068A1 |
| СПОСОБ СБОРКИ ПЛОСКИХ СЕКЦИЙ КОРПУСА КОРАБЛЯ | 2007 |
|
RU2465167C2 |


