1
Изобретение относится к сварке и може быть использовано во всех отраслях машиностроения для сборки и сварки фланцев с трубой.
Известно устройство для сварки труб с фланцем, содержащее станину с установленным и, ней вращателем, на котором смонтированы зажимные элементы, поджимная шайба с элементами установки фланца, стол для подачи заготовок и выдачи изделий и сварочной головки 1 .
Однако при работе известного устройства фланцы на установочных элементах планщайбы могут опрокидываться, заваливаться и перекращиваться относительно трубы при сборке.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для сборки и сварки трубы с фланцем, содержащее смонтированные на основании вращатель с патроном, роликовые опоры для трубы, поджимную бабку, сварочную головку, механизм загрузки трубы и механизм загрузки фланца 2.
Однако это устройсттво имеет сложную конструкцию и малопроизводительно, так как загрузка трубы на роликовые опоры возможна только после зажима фланца держателя и подъема его в вертикальное положение, т.е. вспомогательные операции должны выполняться последовательно, в результате чего вспомогательное время значительно больше основного времени сборки изделия.
Цель изобретения - повышение производи10тельности и упрощение конструкции путем обеспечения одновременной загрузки труб и фланцев в устройство, что значительно уменьшает вспомогательное время.
Поставленная цель достигается тем, что уст15ройство, содержащее смонтированные на основании вращатель с патроном, роликовые опоры для трубы, поджимную бабку, сварочную головку, механизм загрузки трубы и механизм загрузки фланца, оснащено механизмом фикса20ции фланца, выполненным в виде смонтированных на основании со стороны расположения механизма загрузки фла1ща направляющих для фланца, закрепленных симметрично относительо продольной оси установки двух стоек с наравляющил™ упорами и двух поворотных сей, подпружиненных относительно основания оснащенных установленными на них рычагаи для фиксации фланца, взаимодействующими с направляющими упорами стоек.
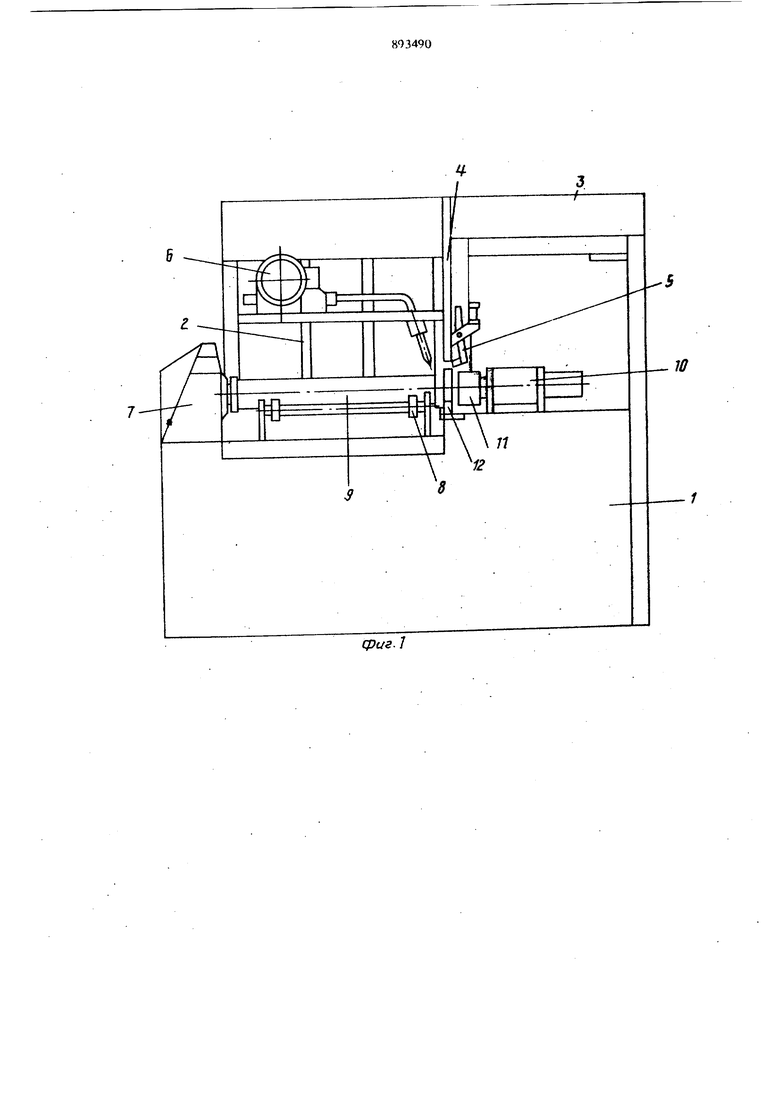
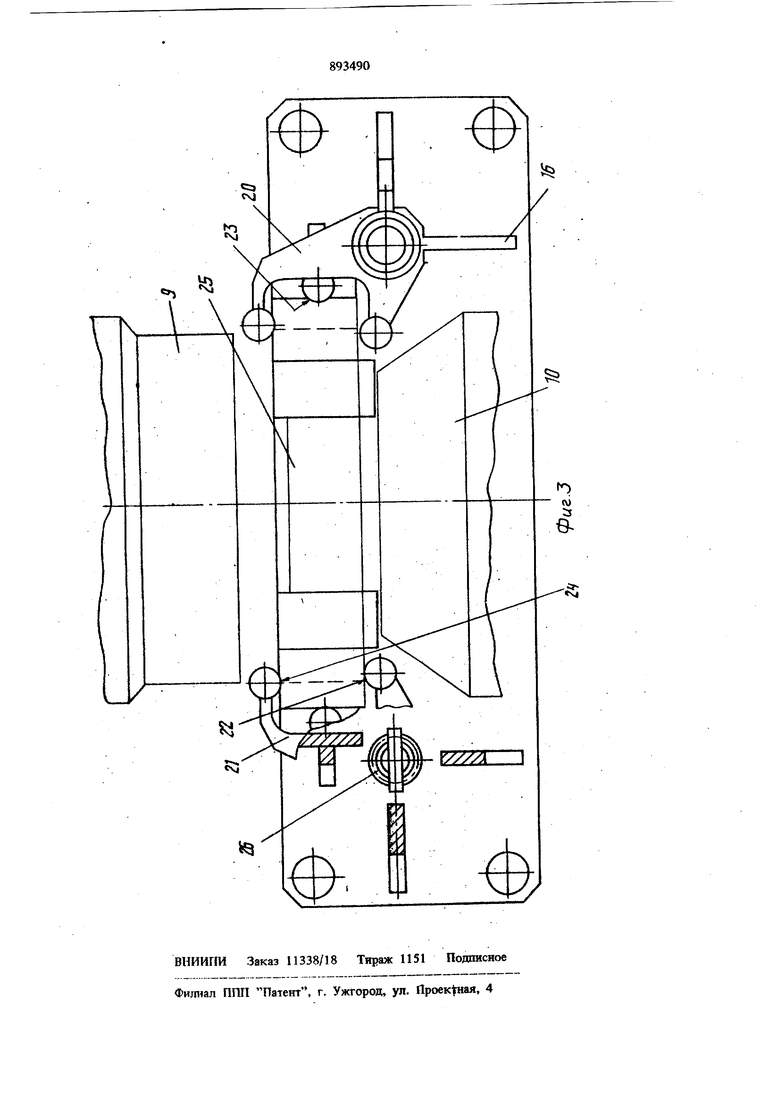
На фиг. 1 изображено предлагаемое устройство, общийвнд; на фиг. 2 - меха1шзм фик-. сации, общий вид; На фиг. 3 - то же, вид верху.
УстрЬйство содержит основание 1, на котором смонтированы механизм 2 загрузки трубы, механизм 3 загрузки фланца, с лотком 4 отсекателем 5 фланца, установленным на отке 4, сварочизю головку 6, вращатель 7 ( патроном, опорные ролики 8, на которые укладьгоают трубу 9, поджимную бабку 10 с пинолью Пи механизмом 12 фиксации фланца.
Механизм 12 фиксации фланца включает смонтированные на основании 1 под механизмом загрузки фланца направляющие 13 для фланца, закрепленные симметрично относительно продольной оси установки две стойки 14 с направляющими упорами 15 и два кронщтейна 16, во втулках 17 дсоторых смонтированы поворотные оси 18. На осях 18 закреплены посредством щтифта 19 рычаги 20 и 21 для фиксации фланца. Рычаги имеют подпружиненные опорные поверхности 22-24 для фланца 25. Оси 18 подпружинены относительно основания пружинами 26 и 27.
Устройство работает следующим образом.
Труба 9 подается из механизма 2 загрузки трубы на опорные ролики 8. Одновременно из . механизма 3 загрузки фланца по лотку 4 через отсекатель 5 подается фланец 25 между гаторными поверхностями рычагов 20 и 21 механизма 12 фиксации. При этом фланец 25 направляется этими поверхностями 22-24 и устанавливается на направляющих 13.
При движении пиноли 11 поджимной бабки 10 справа-налево фланец 25 движется по направляющим 13 в направляющих упорах 15. При этом рычаги 20 и 21, закручивая пружины 26 и 27, поворачиваются с осями 18, не позволяя опрокинуться или завалиться фланцу 25
до момента наила сборки его с трубой 9. Далее ниноль 11 производит сборку фланца 25 с трубой 9 и вьгеодит фланец 25 из соприкосновения с рычагами 20 и 21 и направляющими
13 и 15. В этом положении производится сварка. После сварки пиноль 11 бабки 10 движется слева-направо, освобождая сваренное изделие и рычаги 20 и 21. Изделие сбрасьтается в тару опорными роликами 8, а рычаги 20 и
21 возвращаются в исходное положергие до упора в направляющие упоры 15.
Таким образом, применение фиксации фланца позволяет повысить производительность за счет одновременной загрузки труб и фланцев
в устройство, что значительно сокращает вспомогательное время.
Механизм фиксадаи по конструкции проще известных узлов, что повышает его надежность.
Формула изобретения
Устройство для сборки и сварки трубы с фланцем, содержащее смонтированные на основании вращатель с патроном, роликовые опоры для трубы, поджимную бабку, сварочную головку, механизм загрузки трубы и механизм загрузки фланца, отличаюц1ееся тем, что, с целью повыщения производительности путем обеспечения одновременной загрузки трубы и фланца, устройство оснащено механизмом фиксации фланца, выполненным в виде смонтированных на основании со стЪроны расположения механизма загрузки фланца направляющих для фланца, закрепленных симметрично относительно, продольной оси установки двух стоек с направляющими упорами и двух поворотных осей, подпружиненных относительно основания и оснащенных установленными на них рычагами дляфиксации фланца, взаимодействующими с направляющими упорами стоек.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР N 541620, кл. В 23 К 37/04.
2.Авторское свидетельство СССР If 632528, кл. В 23 К 37/04 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |
| Устройство для сборки под сваркуи СВАРКи издЕлий | 1979 |
|
SU846199A1 |
| Поточная линия для обработки металлоконструкций | 1984 |
|
SU1191245A1 |
| Устройство для сборки и сварки соединительного кольца с трубой | 1977 |
|
SU632528A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1981 |
|
SU965687A2 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
| Поточная линия для изготовления металлических конструкций | 1977 |
|
SU716760A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1984 |
|
SU1155406A2 |