Изобретение относится к вспомогательному оборудованию, а именно к устройствам
; для обработке врашаюшяхсз заготовок, преимушествеяно для сварки труб с фланцами.
Известно устройство дпя обработки араша-5 юшихся заготовок, преимушественно япя сварки , труб с , содержашее основание, на котором смонтированы снабженные зажим ными элементами шпиидепь и поджямназ
; шайба, смоктироваргаая в подвижном корпусе, о установленном с возможностью переметения в направляюших основания, а также дод.емный стоп подачи заготовок и выдачи изпелий и съемник изделий с зажимных элементов |lj
Недостатком иавестного устройства явлsv- 5
ется то, что оно медопроизводктельнор так как ct-eMHKK не обеспечивает надежный съом изделия Сзажнмкыд элементов.
Целью изобретения является повышение 20 производительности путем надежного съема
(изделия с зажимных элементов.
; Указанная цель достигается тем, что НС столе со стороны распопожения шпинделя установпен упор, а съемник выполнен в виде 25
Г-образного захвата, закрепленного на поя вижном корпусе.
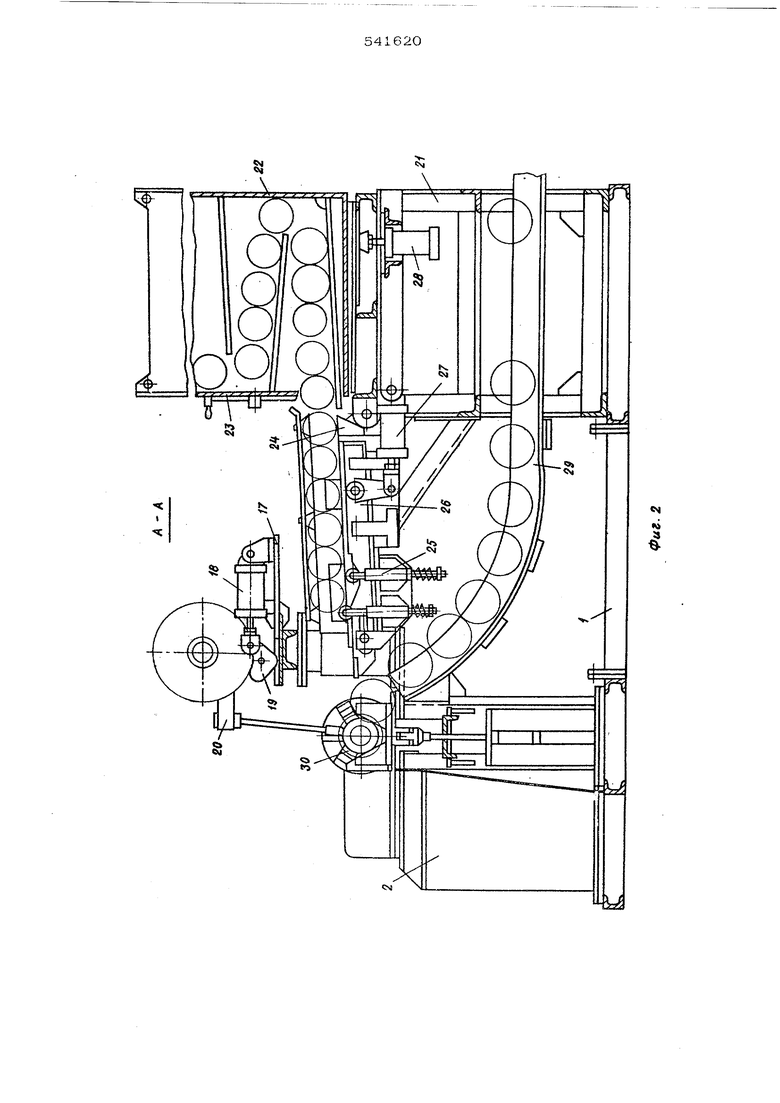
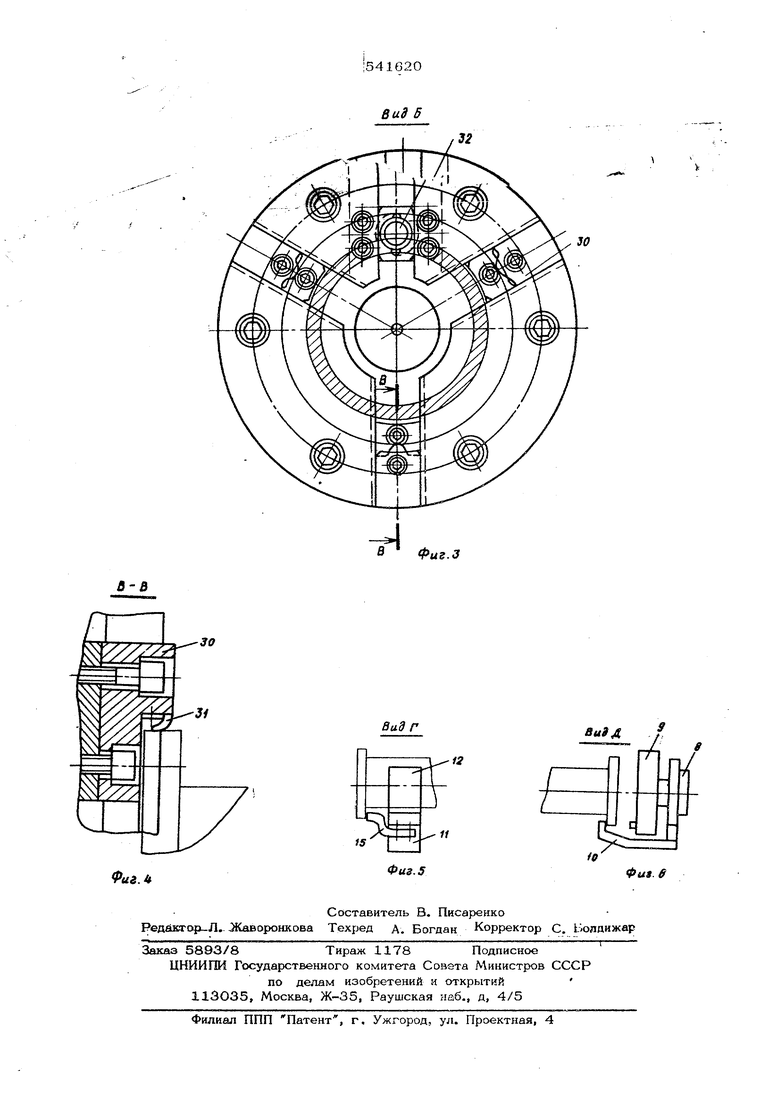
На фиг. 1 изображено предлагаемое уст ройство, вид спереди; на фиг. 2 - разрез |А-.А фиг. 1; на фиг, 3 - вий Б фиг. 1; на фиг. 4 - разрез В-В фиг. 3; на фиг. 5 вад Г фиг. 1; на фиг. 6 - вид Д фиг. 1.
Устройство состоит из основания 1 с установленными на нем стсЗхой 2 со шпинделем 3, на котором смонтированы зажимны злеманты 4, обеспечивающие установку и удерх;ание фланце. На стойке 5 смонтироваHt i цилиндр 6 и поджимной механизм 7 с подвижным корпусом 8, на котором закреплена планшайба 9 для установки и поджатия фланца к торцу трубы и сдергиватель 10 для съема готового изделия. На столе 11 расположены неподвижные полупризмы 12 к шентрирукяная подвижная призма 13 с механизмом перемещения 14 для подъема и опускания призмы 13, На столе 11, расположенном со стороны шпинделя 3 установлен упор 15.
На стойках 2 и 5 закреплена болтами ппита 16, на которой шарнирно установлена подъемная плоидадка .17 и цилиндр 18 с купачком 19. На подъемной плошадке 17 смонтированы автоматические сварючные ГОЛОБки 20. На основании 1 расположены загру зочное устройство, состоящее из рамы 21, на которой установлен бункер лабиринтного типа 22 сзаслонкой 23, наклонныенаправля- . юшие 24 с двумя отсекающими роликами 25, выдвижной планкой 26 (фиг, 2) и цилиндром 27. На раме 21 под бункером 22 расположен встряхиватепь 28. Под загрузочным устройством смонтированы наклонные направляющие 29. На шпинделе 3 и планшайбе 9 имеются зажимные элементы, выполненные в ви- де подвижных кулачков 30, пружинных со- . бачек 31 и съемных ISalribbeb 32 для ориен тации фланцев с отверстиями. Работает установка следующим образом, i Бункер лабиринтного типа 22 с загруженными в него трубами устанавливается на раме 21. После открытия заслонки 23 трубы скатываются на наклонные направл юшие 24 и удерживаются первым отсекающим роликом 25. Затем кулачки 30 HacTpai; иваются на диаметр .привариваемых фланцев после чего фланцы устанавливают в кулачки 30 с пружинными собачками 31 для надежного удержания фланцев. При помощи механизма перемещения 14 аентри1 ющая подаижная призма 13 передвигатеся в крайнее верхнее положение и, нажимая на концевой иыключатель, приводит в действие цилинд 27 (фиг. 2), выдвигающийвыдвижную планку 26. При движении планка 26 своим скосом поднимает второй отсекающий ролик 25, который отсекает одну трубу от осталь ных труб, одновременно утапливая первый | отсекаюший ропик. Вследствие этого одна тЬу ба, скатываясь по выдвинутой в крайнее ле4вое положение выдвижной планКе 26, попадает на центрирующую подвижную призму 13, Затем реле времени включает на возврат ; выдвижную планку 26 в исходное положение. При обратном движении планка 26 устанавливает отсекающие ролики 25 в исходное noложение (первый выдвинут, второй утоплен) После этого все трубы перемешаются по наклонной направляющей 24 ао упора в пер4. вый отсекаюший ролик 25, т. е. на шаг, равный диаметру трубы. Вернувшись в исхо;ь мое положение, планка 26 нажимает на кон4иевой выключатель, и труба, находящаяся в призме 13, зажимается с торцов фланцаМП за счет перемещения планшайбы 9 поджимным механизмом 7 при помощи цилинда 6,. Планшайба 9, перемешаясь, нажимает а концевой выключатель, и центрирующая одвижная призма 13 опускается в крайнее нижее положение, включая привод шпинделя 3 и цилиндр 18, который через кулачок 19 опускает подъемную площадку 17 с автоматическими сварочными головками 2 О, включая их в работу. - После сварки реле времени, настроенное на определенную длину шва, отключает сварочные головки. При этом подъемная пло1щадка 17 с автоматическими сварочными головками 20 возвращается в исходное вер вее положение и, нажимая на концевой выхлк чатель, отводит в исходное положение планшайбу 9, которая при своем движении гивателем 10 и упором 15 высвобождает из кулачков ЗО трубу с приваренными фланцами. Под собственным весом труба с фпанцами падает на неподвижные полупризмы 12 и по наклонным направляющим 29 скатывает ся к рабочему месту последующих операций. После этого .весь процесс повторяется. В случае необходимости приварки фланцев, имеющих отверстия, которые должны быть ориентированы по отношению друг к другу, в шпиндель 3 и планшайбу 9 вставляются съемные пальцы 32, на которые устанавливаются фланцы своими отверстиями. Формула изобретения Устройство для обработки врашаюшихся . заготовок, преимущественно для сварки труб с фланцами, содержащее основание, на котором смонтированы снабженные зажимными элементами шпиндель и поджимная планшайба, смонтированная в подвижном корпусе, ; установленном с возможностью пермешения в направляющих основания, а также подъемный стол для подачи заготовок и выдачи иэделий и съемник изделий с зажимных элеменTOB, отличающееся тем, что, с цельк) повышения производительности путем надежного съема изделия, на столе со стороны расположения шпинделя установлен упор, а съемник выполнен в виде Г-образного захвата, закрепленного на подвижном корпусе. Источники информации, принятые во внимание при экспертизе: 1. А. П. Владзиевский Автоматические линии в машиностроении, Машгиз, М., 958 г., стр. 286-289.
«ч «t
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сваркуи СВАРКи издЕлий | 1979 |
|
SU846199A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ПОПЕРЕЧНЫХ ШВОВ ОБЕЧАЕК | 1969 |
|
SU253270A1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
| Станок для резки труб | 1989 |
|
SU1787075A3 |
| Гибкая линия изготовления металлической тары | 1988 |
|
SU1586831A1 |
| Установка для сварки | 1990 |
|
SU1812036A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТРУБ | 1990 |
|
RU2019345C1 |
| Агрегатный станок для проточки канавок | 1979 |
|
SU776871A1 |
| Устройство для наружного хонингования пакетов поршневых колец | 1980 |
|
SU1024242A1 |