(54) СТЕНД ДЛЯ СВАРКИ ПРОДОЛЬНЫХ ШВОВ БАЛОК С ПРЕДВАРИТЕЛЬНЫМ ПРОГИВОМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки балок | 1977 |
|
SU659336A1 |
| Передвижной стенд для ремонта думпкаров | 1989 |
|
SU1673239A1 |
| Установка для сборки двутавровых балок | 1991 |
|
SU1773627A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1989 |
|
SU1810263A1 |
| АГРЕГАТ ДЛЯ СБОРКИ И СВАРКИ БАЛОК КОРАБЕЛЬНОГО НАБОРА С ПОЛОТНИЩЕМ | 1971 |
|
SU295640A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Устройство для сборки и сварки продольных швов обечаек | 1978 |
|
SU770716A1 |
| Устройство для сборки полотнищ с ребрами жесткости | 1988 |
|
SU1625637A1 |

Изобретение относится к устройствам для сборки и сварки.
Известен стенд для сборки и сварки разноблочных металлоконструкций, содержащий портал, несущий прижимы и подвижные, установленные на стойках с возможностью перемещения навстречу друг другу захваты, боковые прижимы, установленные с возможностью утапливания в стойках, и размещенные на штоках гидроцилиндров. Гидроцилиндры установлены на направляющих стойках и выполнены сдвоенными, а опоры под изделия выполнены плавающими в направлении, перпендикулярном продольной оси портала Ш .
Однако в данном стенде при прогибе балки величина необходимого прогиба задается ограничителями прогиба только в центов балки, а края бсшки остаются жестко зажатыми. Это не позволяет производить на известном стенде сварку длинных балок и сварку балок с участками различной жесткости из-за искажений геометрии прогиба.
Известен также стенд для сварки продольных швов хребтовых балок с предварительным прогибом, содержащий раму, на которой смонтированы узлы прогиба, выполненные в виде V установленных в направляющих кареток
5 с захватами для балки С2 .
Однако . данный стенд не обеспечивает сварку балок переменной жесткости, а также сварку длинных балок из-за искажений геометрии прогиба, так как прогиб балки произэодится в крайних точках относительно центральной опоры.
Цель изобретения - повышение качества путем обеспечения сварки
«5 длинных балок переменной жесткости.
Указанная цель достигается тем, что в предложенном стенде для сварки продольных швов балок, содержащем раму, на которой смонтированы узлы
20 прогиба, выполненные в виде установленных в направляющих кареток с захватами для балки, каретки смонтированы по всей длине стенда попаршЗ с двух сторон от его продольной оси
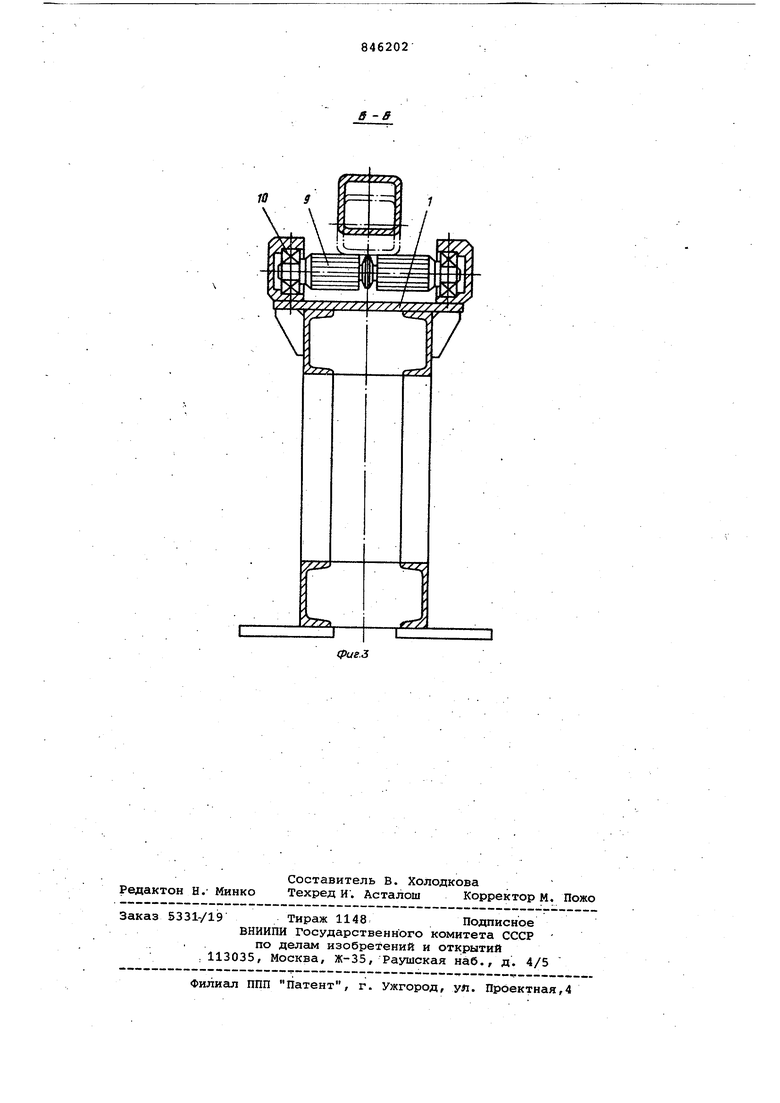
25 и снабжены регулируемыми упорами, а на раме, вдоль ее продольной оси в месте размещения каждой пары кареток с возможностью взаимодействия с рамой, закреплены гидроцилин30 . На фиг. 1 показан стенд, общий вид; на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 - разрез Б-Б на фиг.1. Стенд для сварки продольных швов балок с предварительным обратным про гибом состоит, из рамы 1, на которой жестко закреплены с шагом гидроцилиндры 2 и направляющие 3. Каретка 4 посредством роликов 5 установлена с возможностью вертикального перемещения в направляющих 3 рг1мы 1 и .содержит захваты б, взаимодействующие с балкой 7, и регулируемые упоры 8, взаимодействующие с рамой 1 Для перемещения балки 7 на сборку и сварку служат приводные ролики 9, установленные с возможностью вращени в подшипниках 10, смонтированные на раме 1. Для. фиксации положения балки 7 предусмотрен выдвижной упор 11, закрепленный на раме 1. Стенд работает следующим образом Валка 7 подается по приводным роликам 9 до выдвинутого упора 11. При этом от конечного выключателя, расположенного на упоре 11, включают ся гидроцилиндры захвата балки 7 и гидроцилиндры 2. Шток каждого гидроцилиндра 2, двигаясь вверх, упирается в балку 7 и поднимает ее до упора в захваты 6 кареток 4, после чего начинается движение вверх каждой каретки 4 по направляющим рамы 1 посредством роликов 5. При движении каждой каретки 4 регулируемый упор 8, смонтированный на каретке, доходит до выступа рамы 1 и. останавли вает ее движение. Различная величина прогиба отдельных участков балки создается неодинаковым ходом.каждой пары кареток 4, который зависит от расположения упора 8. Когда все упо ры 8 на всех каретках 4 достигнут выступов рамы 1, балка окажется в прогнутом положении, и производится ее сварка. После окончания сварки подается команда на разжим балки 7 и гидроцилиндры 2. Штоки гидроцилиндров 2 опускаются. Одновременно опускаются все каретки 4 и балки 7 под собственным весом. При опускании балка 7 укладывается на приводные ролики 9. После опускания всех штоков гидроцилиндров 2 в крайнее нижнее положение срабатывает реле давления, которое дает команду на опускание упора 11. Балка 7 выкатывается из станда по приводным роликам 9. Формула изобретения Стенд для сварки продольных-швов балок с предварительным прогибом,. преимущественно балок коробчатого сечения, содержащий раму, на которой смонтированы узлы прогиба, выполненные в виде установленных в направляющих кареток с захватами для балки, отлич. ающийся тем, что, с целью повышения качества путем обеспечения сварки длинных балок переменной жесткости, каретки смонтированы по всей длине стенда попарно с двух сторон от его продольной оси и снабжены регулируемыми упорами, а на раме, вдоль ее продольной оси в месте размещения каждой пары кареток с возможностью взаимодействия с рамой, закреплены гидроцилиндры. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 570470, кл. В 23 К 37/04, 3.05.73. 2.Авторское свидетельство СССР № 508373, кл. В 23 К 37/04, 3.06.74 (прототип).
I
1-1
/77
Г7.
