1
Изобретение относится к промышленности строительных материалов и детау лей и может быть использовано для формования ячеистобетонных изделий.
По основному авт. св. № 716822 известен виброэкструзионный мундштук, преимущественно для формования ячеистобетонных изделий, содержащий корпус, нагревательное устройство и вибратор, причем, мундштук выполнен из двух участков, на первом из которых установлены нагревательное устройство и вибратор, а второй соединен с первым при помощи виброизолирующей вставки Г Недостатком этого мундштука является сильное уплотнение экструдата за сч.ет трения о стенки формовочного канала, что ограничивает возможности использования устройства для получения изделий с меньшим объемным весом.
Цель изобретения - уменьшение объемного веса формуемых изделий за счет снижения трения между материалом и стенками мундштука.
Поставленная цель достигается тем, что в виброэкструзионном мундштуке, содержащем .корпус, нагревательное устройствои вибратор, причем мундштук выполнен из Двух участков, на первом из которых установлены нагревательное устройство и вибратор, а второй соединен с первым при помощи виброизолирующей вставки, второй участок мундштука имеет стенку в виде бесконечно замкнутой ленты с регулятором скорости и опорой в виде жесткой плиты и снабжен герметизирующими
10 прокладками.
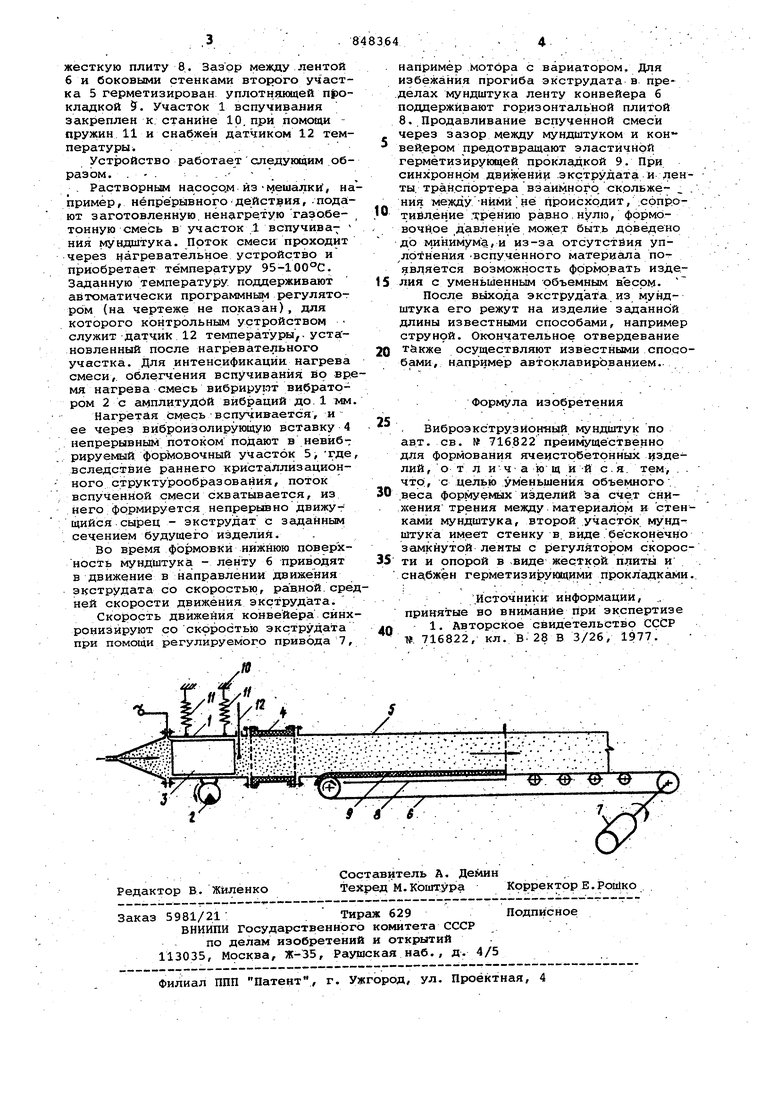
На чертеже изобргикен предлагаемый мундштук.
Мундштук выполнен, составным из двух частей. Первая..часть - участок
15 1 вспучивания, снабженный вибратором 2 и нагревательным устройством 3, причем длину его подбиргиот таким образом, чтобы при данной скорости формовки процесс вспучивания в нем
20 успел полностью завершиться.
,После первого участка 1 ставят переходный виброизоляционный участок - вставку 4, выполненную, например, из резины, препятствующую рас25пространению волн, возбуждаемых вибрируемым первым участком. -Во втором участке 5 нижняя стенка выполнена в виде бесконечно замкнутой-жленты 6 с регулятором скорости 7. Лента в
30 .пределах участка 5 опирается на
жесткую плиту 8. Зазор между лентой 6 и боковыми стенками второго участка 5 герметизирован уплотняющей прокладкой . Участок 1 вспучивания закреплен к станине 1р. при помощи пружин 11 и снабжен датчиком 12 температуры .
Устройство работает следующим образом. ... . ..-
Растворным HacocQM из-мешалки, например, непрерывного дейст;вия, .подают заготовленную. нен51гретую газобетонную смесь в участок 1 вспучива7 ния мундштука. Поток смеси проходит через нагревательное устройство и приобретает температуру 95-100°С. Заданную температуру поддерживают автоматически программным регулятором (на чертеже не показан), для которого контрольным устройством служит датчик 12 температуры/, установленный после нагревательного участка. Для интенсификации, нагрева смеси, облегчения вспучивания во время нагрева смесь вибрируют вибратором 2 с амплитудой вибраций до.1 мм.
Нагретая смесьвспучивается, и ее через виброизолируюдую вставку 4 непрерывным потоком подают в невиб-; рируемый ФОРМО.ВОЧНЫЙ участок 5, где вследствие раннего кристаллизационного структурообразования, поток вспученной смеси схватывается, из него Формируется непрерывно движу-г щийся сырец - экструдат с заданным сечением будущего изделия.
Во время формовки нижнюю поверхность мундштука - ленту 6 приводят в движение в направлении движения экструдата со скоростьк, равной. средней скорости движения экструдата.
Скорость движения конвейера.синхронизируют со скоростью экструдата при помощи регулируемого привода 7,
например Мотора с вариатором. Для избежания прогиба экструдата в. пре.делах мундштука ленту конвейера б поддерживают горизонтальной плитой 8. ПродавливаНие вспученной смеси , через зазор между мундштуком и конвейером предотвращают эластичной герметизирующей прокладкой 9. При синхронном движении .экструдата и ленты, транспортера взаимного, скольжения между-ними; не происходит, ;срп1э.о тибление .трению ра.вно.нулю, формо. вочн.ое давление може.т быть доведено до минимума,и из-за отсутствия уп,лотнения Вспученного материала появляется возможность формовать изде5 ЛИЯ с уменьшенным объемным весом.
После вьЬсода экструдата из мундштука его режут на изделие заданной длины известными способами, например струнрй. Окончательное отвердевание т&кже осуществляют известными способами, например автоклавированием..
Формула изобретения
Виброэкструзйоняый л ндштук по авт. св. № 716822 преимущественно для формования ячеистрбётонных изделий, о т л ич а ю щ и-и с. я. тем, что;, с целью уменьшения объемного .веса формуемЕлх изделНй за сче.т снижения трения между материалом и стенками мундштука, второй участсэк мундштука имеет стенку в. виде бесконечно замкнутой ленты с регулятором скорости и опорой в виде жесткрй плиты и герметизирующими прокладками,
. .Источники информации, принятые во внимание при экспертизе л 1. Авторское свидетельство СССР т 716822, кл. В. 28 В 3/26, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионный мундштук | 1979 |
|
SU863350A1 |
| Виброэкструзионный мундштук | 1977 |
|
SU716822A1 |
| Поточная линия для изготовления ячеистых строительных изделий | 1973 |
|
SU457678A1 |
| Конвейерная установка для изготовления изделий из ячеистого бетона | 1974 |
|
SU482304A1 |
| Головка ленточного пресса | 1989 |
|
SU1648772A1 |
| Способ изготовления изделий из ячеистого бетона | 1977 |
|
SU697442A1 |
| Способ непрерывного формования длинномерных бетонных изделий с пустотами и устройство для его осуществления | 1989 |
|
SU1735021A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ | 2006 |
|
RU2304043C1 |
| УСТРОЙСТВО ДЛЯ ВИБРОПРЕССОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2016765C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ МАТЕРИАЛОВ, ИЗДЕЛИЙ И КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2376133C1 |
