Автоматы для изготовления из ленты трубок, например контактных пистонов, содержащие рабочие органы для подачи ленты, резки и гибки заготовки, известны.
Предлагаемый автомат отличается от известных тем, что он снабжен фильерой и соосно с ним расположенным штоком, кинематически связанным с приводом, который получает от него возвратно-поступательное движение и одновременно служит оправкой при окончательной гибке заготовки и толкателем для подачи ее в фильеру.
Другой особенностью автомата является выполнение направляющей и калибрующей поверхностей фильеры цилиндрическими, а формообразующей входной части - конической. Такая конструкция автомата позволяет получать калиброванные изделия без зазора.
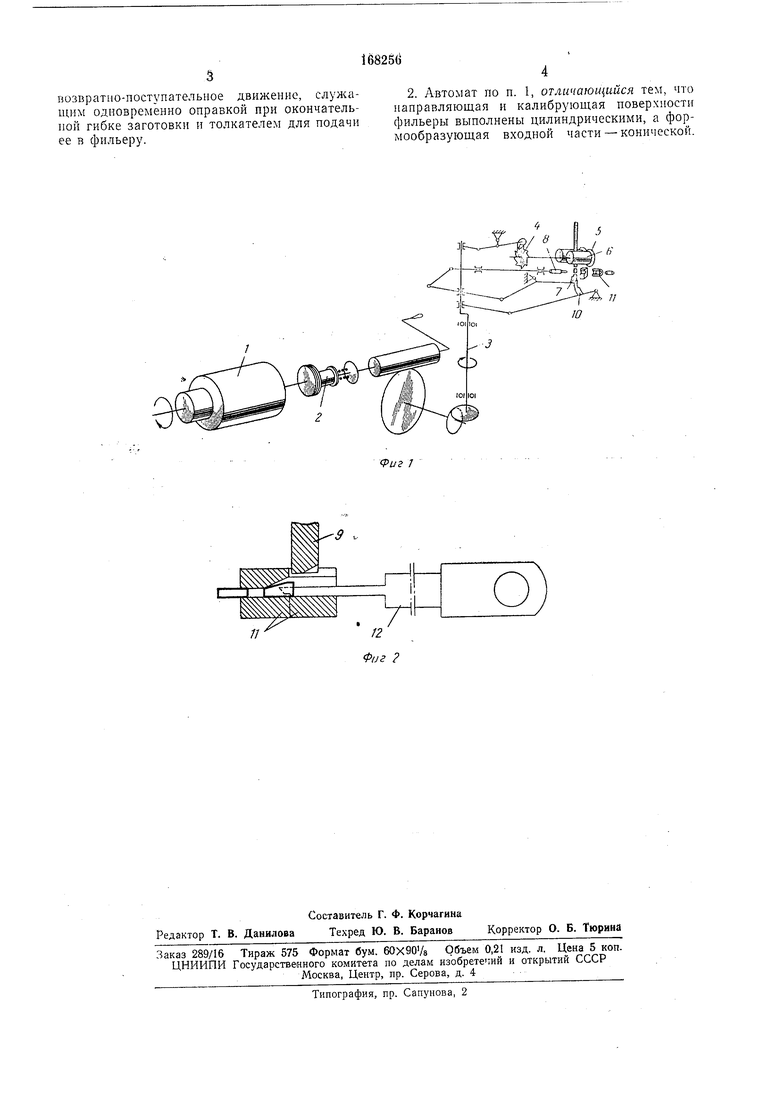
На фиг. 1 изображена кинематическая схема автомата; на фиг. 2 - рабочая часть штока автомата.
Работа автомата осуществляется от электродвигателя /, вращение от которого через фрикционную муфту 2 и редуктор (на чертеже не показан) передается на эксцентриковый вал 3.
С эксцентрикового вала 3 движение передается на механизм подачи полосы, который состоит из храпового механизма 4, щестерней 5 и роликов 6 для подачи ленты; далее на
рычаг ножа 7 для .резки полосы на заготовки, на толкатель 8 для гибки и калибровки трубки и на рычаг 9 пуансона 10 для гибки U-образной заготовки.
Автомат снабжен фильерой // и соосно расположенным с ним щтоком 12. Круглое калиброванное отверстие в фильере // постепенно переходит в эллиптическое, а щток 12 имеет на конце подхват с диаметром, равным внутреннему диаметру изготовляемой трубки.
При работе автомата щток 12 подхватом входит в паз гибочного рычага 9, захватывает заготовку и при скольжении по прямой стороне эллиптического отверстия фильеры //
осуществляет постепенное закручивание заготовки в трубку и калибровку в отверстии фильеры, не выходя из отверстия до конца. Следующая заготовка выталкивает предыдущую трубку, выравнивая при этом неровности
по торцу трубки.
Предмет изобретения
1. Автомат для изготовления из ленты трубок, например контактных пистонов, содержащий рабочие органы для подачи ленты, резки и гибки заготовки, отличающийся тем, что, с целью получения калиброванных изделий без зазора, он снабжен фильерой и соосно с ним расположенным щтоком, кинематически
возвратно-поступательное движение, слулсащим одновременно оправкой при окончательной гибке заготовки и толкателем для подачи ее в фильеру.
2. Автомат по п. 1, отличающийся тем, что направляющая и калибрующая поверхности фильеры выполнены цилиндрическими, а формообразующая входной части - конической.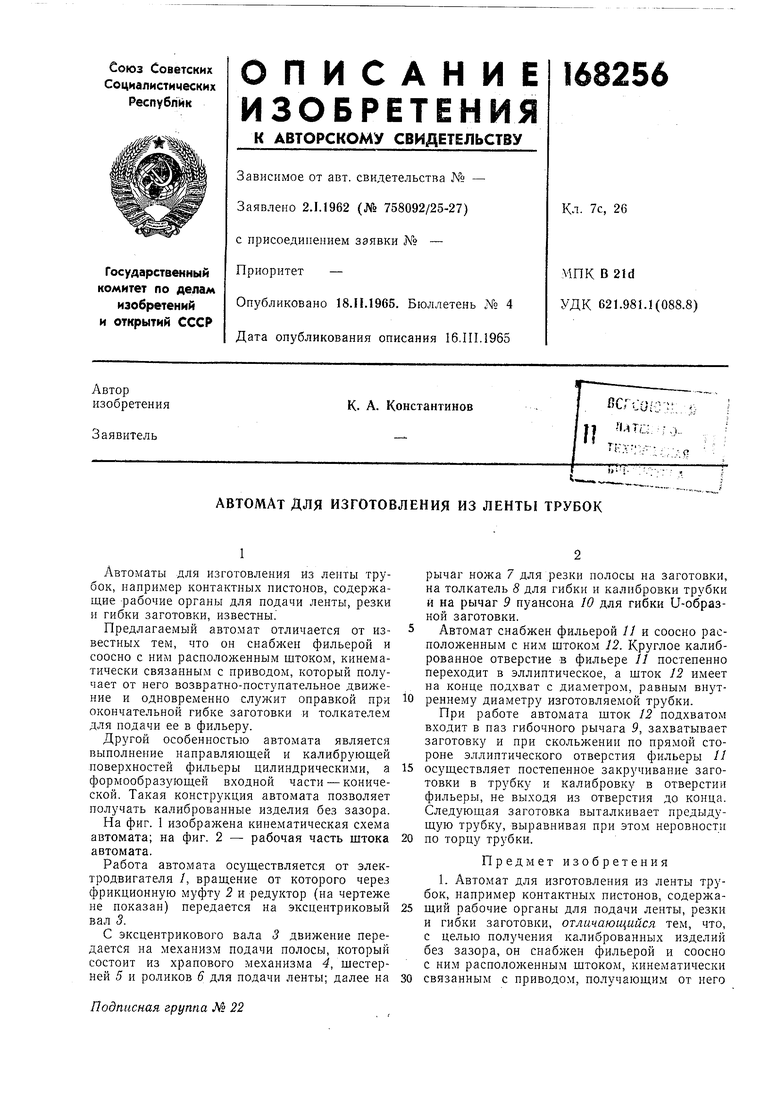
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления мелких изделий профильного сечения | 1977 |
|
SU778880A1 |
| Автомат для изготовления пружинных колец | 1982 |
|
SU1063517A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБОК ИЗ ЛЕНТЫ | 1968 |
|
SU207203A1 |
| Автоматическая линия для изготовления изделий типа ободов мотоциклетных колес | 1977 |
|
SU742014A1 |
| Устройство для изготовления электроизоляционных трубок | 1988 |
|
SU1686498A1 |
| СПОСОБ И СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2013 |
|
RU2546951C2 |
| Устройство для изготовления трубок с буртиками | 1975 |
|
SU604607A1 |
| Автомат для изготовления проволочных пистонов | 1981 |
|
SU1049149A1 |
| Устройство для свертки изделий из ленточного материала | 1985 |
|
SU1315344A1 |
11
