Изобретение относится к металлургии, а именно к прокатному производству и может быть использовано при прокатке слитков на блюмингах и черновых клетях сортовых станов.
Цель изобретения - уменьшение неравномерности деформации и снижение динамических нагрузок.
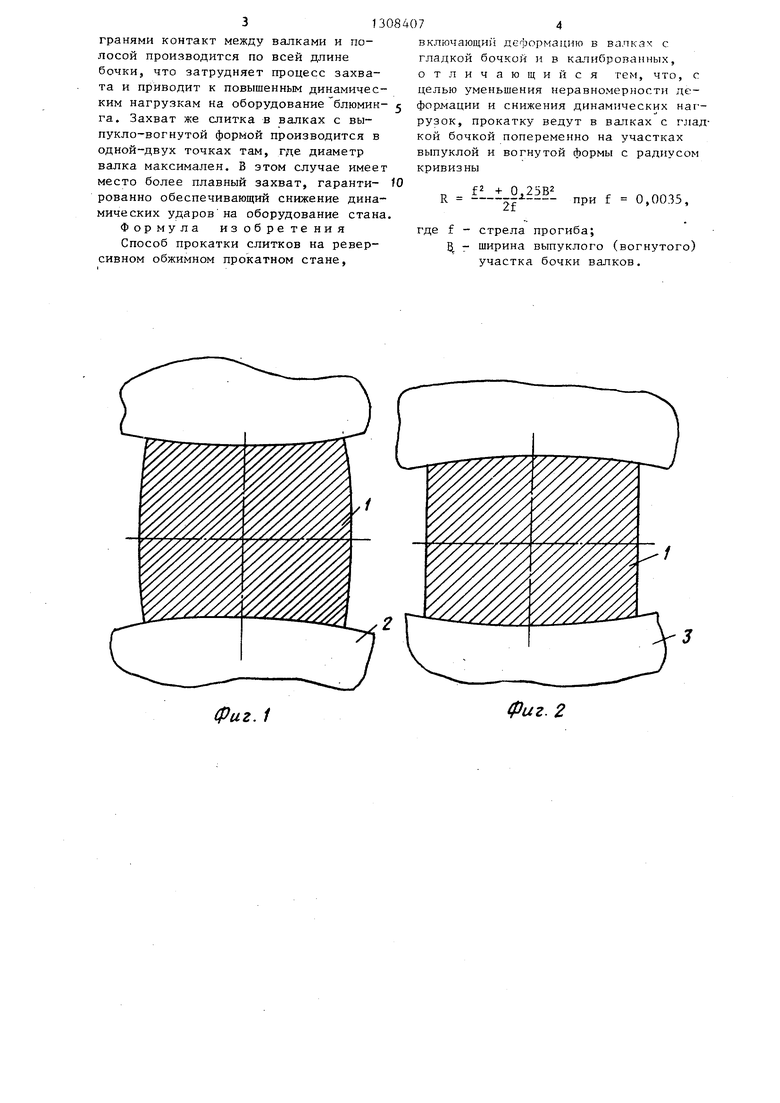
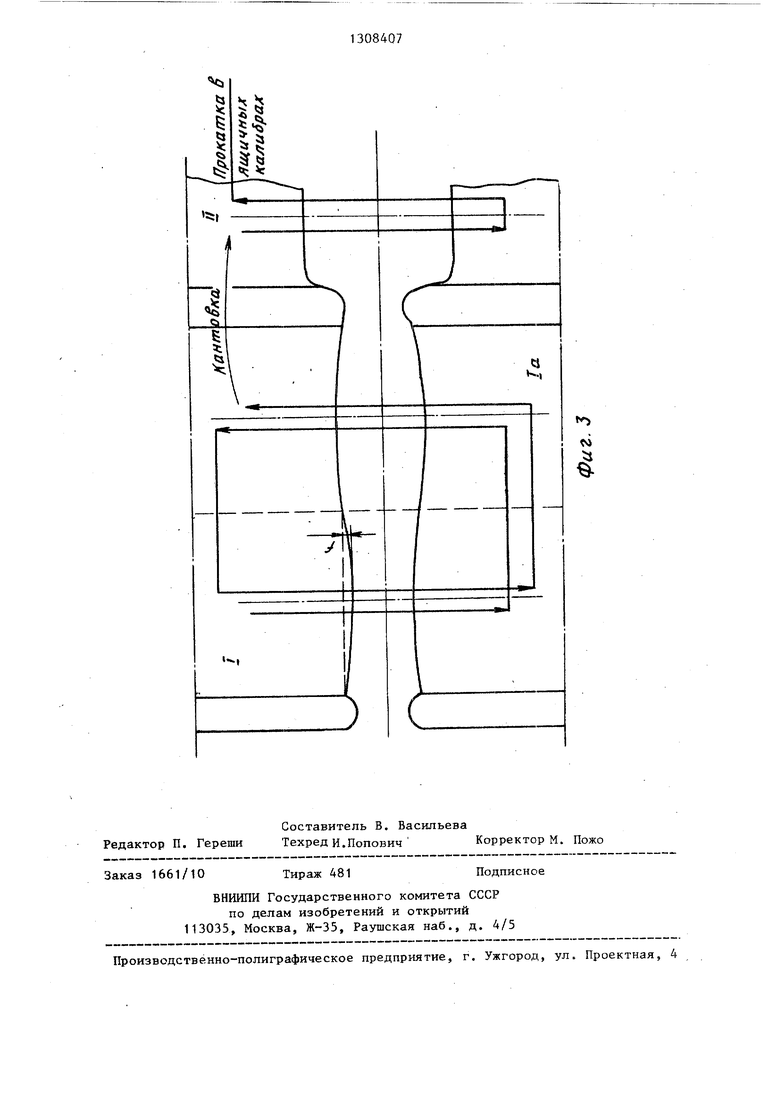
На фиг. 1 и 2 представлена форма раскатов, получаемая при прокатке в валках выпукло-вогнутой формы; на фиг. 3 - профилировка бочки валков блюминга.
Бочка 1 валков имеет два сопряженных участка выпуклой 2 и вогнутой 3 формы. Кривизна участков определяется радиусом.
Для определения радиуса выпуклости (вогнутости) валков может быть использована зависимость, полученная из геометрических соотношений между деформируемой полосой и рабочим валком
R
2 +
2f
.где f и В стрела прогиба и ширина выпуклого (вогнутого) участка бочки валков. Для определения величины стрелы прогиба f, обеспечивающей более равномерную деформацию боковых поверхностей раскатов при прокатке на блюминге, выполняют экспериментальные исследования на лабораторном стане с диаметром валков 110 мм. Прокатывают свинцовые слитки спокойной стали прямоугольного сечения. Прокатку производят на профилированных валках, имеющих выпукло-вогнутую форму, с различными соотношениями f и В. Наименьшее искажение боковых- граней раскатов после 4-х проходов на бочке бе кантовок наблюдается у слитков, прокатанных с соотношением f/B 0,035 как на выпуклом участке бочки, так и на вогнутом (т.е. радиус выпуклости равен радиусу вогнутости). Ширина бочки валков блюминга В назначается
конструктивно, исходя из условия
где Вр - ширина исходного , С - простор на уширение.
В7, В„+ , слитка,
Слиток после нагрева подают к реверсивной прокатной клети. Вначале прокатку осуществляют на участке бочки валка, имеющей выпуклую форму. Поперечная деформация на этом участке
5
0
5
0
5
протекает, в основном, за счет внутренних слоев путем одинарного бочко- образования. Форма получаемого при этом раската показана на фиг. 1. Затем прокатку производят на участке бочки, имеющей вогнутую форму. При этом уширение происходит за счет поверхностных слоев металла путем скольжения по контактным плоскостям (двойное бочкообразование). Вследствие суммирования указанных поперечных деформаций при прокатке слитков получаемая форма боковых граней раскатов близка к плоской. Если число пропусков на бочке валков бхсюминга больше двух, то прокатку на участках 2 и 3 бочки производят попеременно. При этом число пропусков на каждом участке должно быть одинаковым.
Пример. Слиток размерами ЕС X HO 590 X 690 мм прокатывают на реверсивном стане с диаметром валков 1150 мм за 11 проходов по схеме 4Б X 4К X 2К X IKj в блюм сечением 305 X 260 мм. Бочка валков блюминга имеет выпукло-вогнутую форму. Прокатку на бочке осуществляют попеременно в нечетных проходах (1 и 3) на участке с выпуклой профилировкой, в четных (2 и 4) с вогнутой, после чего раскат кантуют и докатывают по установленной схеме и режиму обжатия в калибрах ящичной формы.
Расчет профилировки бочки валков блюминга сводится к следующему.
Определяют ширину выпуклого (вогнутого) участка бочки валков блюминга из условия
40
В В,
+ - (принимают С 50 мм),
50
В 590 4 - 615
мм.
Определяют стрелу прогиба (вогнутости и выпуклости) бочки
f 0,035 615 22,5 мм.
Радиус )зыпуклости (вогнутости) валков равен
R g.22251.y:p,,1lM
Улучшению условий захвата, а также снижению динамических нагрузок способствует вогнуто-выпуклая форма раскатов и профилировка валков блюминга. Действительно, в случае прокатки в гладких валках раската с плоскими
гранями контакт между валками и полосой производится по всей длине бочки, что затрудняет процесс захвата и приводит к повышенным динамическим нагрузкам на оборудование блюмин- га. Захват же слитка в валках с выпукло-вогнутой формой производится в одной-двух точках там, где диаметр валка максимален. В этом случае имеет место более плавный захват, гаранти- рованно обеспечивающий снижение динамических ударов на оборудование стана Формула изобретения Способ прокатки слитков на реверсивном обжимном прокатном стане.
включающий деформацию в валках с гладкой бочкой и в калиброванных, отличающийся тем, что, с целью уменьшения неравномерности деформации и снижения динамических нагрузок, прокатку ведут в валках с гладкой бочкой попеременно на участках выпуклой и вогнутой формы с радиусом кривизны
f2 +
2f
при f 0,0035,
где f - стрела прогиба;
Ц - ширина выпуклого (вогнутого) участка бочки валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки слябов из слитков | 1990 |
|
SU1731303A1 |
| Рабочий валок листопрокатной клети | 1981 |
|
SU984522A1 |
| Слиток | 1985 |
|
SU1297955A1 |
| Прокатный валок | 1987 |
|
SU1544513A1 |
| СЕГМЕНТНЫЙ СПОСОБ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ БОЛЬШОГО ДИАМЕТРА | 2006 |
|
RU2322313C2 |
| Узел валков прокатной клети кварто полосового стана | 1989 |
|
SU1713696A1 |
| Способ прокатки толстых листов | 1986 |
|
SU1342542A1 |
| Рабочий валок черновой листопрокатной клети | 1986 |
|
SU1328016A1 |
| Вертикальный валок широкополосного стана горячей прокатки | 1987 |
|
SU1523203A1 |
| Способ прокатки | 1984 |
|
SU1328012A1 |
Изобр1етение относится к черной металлургии и может быть использовано в способе прокатки слитков на прокатном стане. Цель изобретения - уменьшение неравномерности деформации и снижение динамических нагрузок. Валки содержат сопряженные участки выпуклой и вогнутой форм. Кривизна участков определяется радиусом R(f +0,25В) 2f, где f и В - стрела прогиба и ширина бочки валков блюминга. Вначале прокатку производят в валке с гладкой точкой, имеющей участок выпуклой формы, затем на участке, имеющем вогнутую форму. Суммирование поперечных деформаций при прокатке слитков обеспечивает получение формы боковых граней, близкой к плоской. Выпукло-вогнутая форма раскатов способствует улучшению условий захвата и снижению динамических нагрузок. 3 ил. I (О 00 4
фиг. 1
фиг. 2
1
Редактор П. Гереши
Составитель В. Васильева
Техред и.Попович Корректор М. Пожо
Заказ 1661/10
481
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Подписное
| Шефтель Н.И | |||
| Технология производства проката | |||
| М.: Металлургия, 1976, с | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
