Алюминиевая пудра 16,2-18 Машинное масло Остальное В. качестве машинного масла смазка содержит тяжелое цилиндровое масло. При комнатной температуре смазка представляет собой твердое вещество, похожее на воск. Смазка становится идкой при нагреве ее до вО-ЮО С. Добавка в состав смазки графита в значительной степени улучшает жидкотекучесть смазки, так как при сочетании графит-алюминиевая пудра резко улучшеиотся их антифрикционные свойства, что улучшает кроквдую способность смазки. Количество графита 1,8-2,0 вес.% берется минимальным, обеспечивающем жидкотекучесть, только из-за того, что при увеличении этого процента хотя и улучшается качество смазки, но ухудшается качество отливок из-за появления посторонних включений, что не допускается дл ответственного литья.
Графит и алюминиевую пудру (порошок) перед введением в остальной состав смазки перемешивают в указанном количестве от общего состава и вводя в виде смеси. Сочетание этих двух компонентов обеспечивает резкое снижение вязкости (в 2-3 раза ). Низкая вязкость полученной смазки обеспечивает хорошую прониканадую способность смазки во все места пресс-формы, а это устраняет привар. Тяжелое цилиндровое масло по ГОСТ 6411-76 имеет HaHBuqjiym точку вспышки при температуре свыше . При нанесении тако
смазки на поверхность разогретой пресс-форма (до ) она не возгорается, газовыделение уменьшается. Уменьшение процентного содержания твердых частиц гшюминиевой пудры (порошка) и графита в сумме 20 вес. % от общего состава без снижения хорсяиих ра елительных и антифрикционных свойств исключают возможность засорения воздухоотводных каналов и появление следов смазки на поверхности отливок.
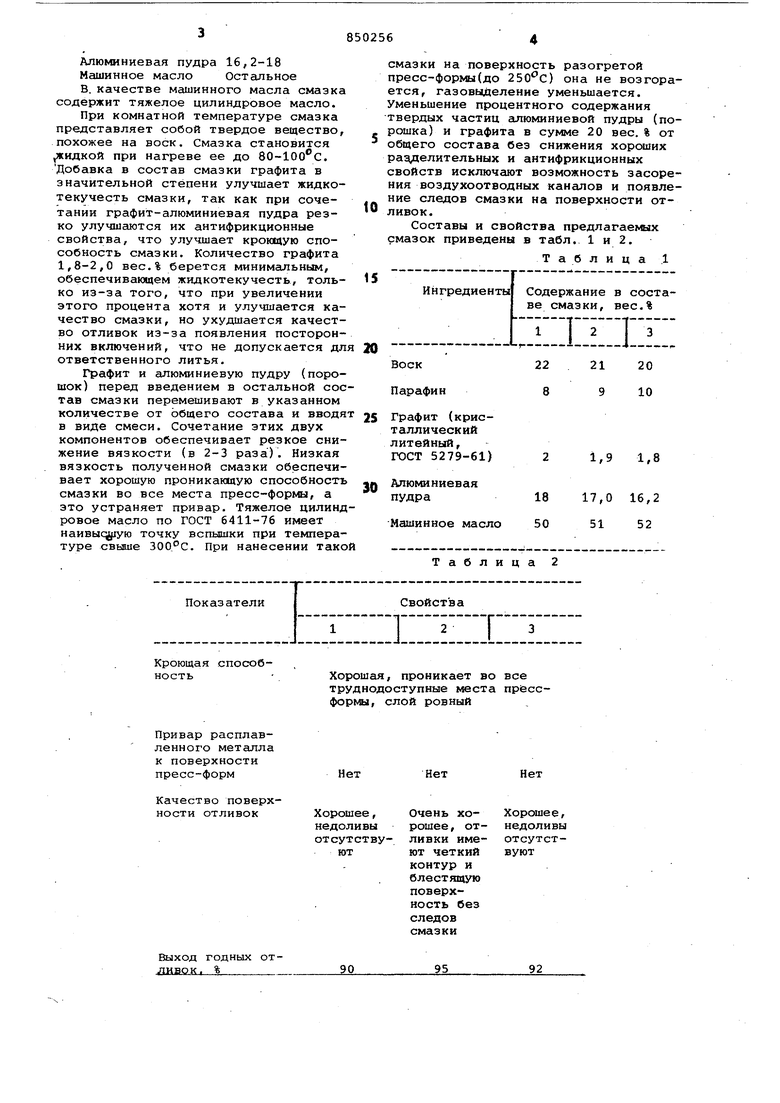
Составы и свойства предлагаемых смазок приведены в табл. 1 и 2.
Таблица 1
21,9 1,8
1817,0 16,2
5051 52
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для прессформ литья под давлением | 1980 |
|
SU859009A1 |
| Смазка для пресс-форм | 1980 |
|
SU921662A1 |
| Смазка для форм литья под давлением | 1982 |
|
SU1080913A1 |
| Смазка для пресс-форм | 1977 |
|
SU730448A1 |
| Композиция для получения моделей | 1981 |
|
SU1057165A1 |
| Смазка для постоянных металлическихформ | 1974 |
|
SU508326A1 |
| Смазка для пресс-форм литья под давлением | 1981 |
|
SU973212A1 |
| Разделительное покрытие | 1978 |
|
SU833354A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ДЕФОРМАЦИИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2007 |
|
RU2368649C2 |
| Смазка для пресс-форм и прессующего поршня машин литья под давлением | 1981 |
|
SU961842A1 |
способХорошая, проникает во все труднодоступные места npieccформы, СЛОЙ ровный
Привар расплавленного металла к поверхности пресс-форм
Качество поверхности отливок
Выход годных ливок. %
Нет
Нет
Хорошее, недоливы отсутствуют
92
.15. Смазку готовят следукхцим образом. В метсшлический сосуд насыпается навеска алюминиевой пудры с графитом кладется воск с парафином. Все это подогревается до полного растворения воска и парафина. Далее наливается подогретое до вО-ЮО С цилиндровое масло и все тщательно перемешивается Смазка готова. При остывании смазка представляет собой твердый состав. Перед- работой нужное количество смазки в металлическо сосуде помещают н край раздаточной Печи. Смазка, разог.реваясь, превращается в жидкость, которую и наносят помазком или кисточкой на рабочие места пресс-формы через 2-4 запрессовки. В местах, где имеет место привар, смазку производят чаще. Обязательным условием успешного применения смазки является наличие в пресс-форме терморегулирования (наличие водяных каналов). Применение предлагаемой смазки позволяет уменьшить вязкость смазки в горячем состоянии (в 2-3 раза), |ЧТО обеспечив ает хорошую проникающую способность смазки и исключает за зорение воздухоотводных каналов, снизить газовыделение, улучшить кроющую способность смазки, устранить при вар отливок к поверхности пресс-формы и получать отливки с блестящей, гладкой поверхностью, без недоливов. . Предлагаемая смазка является универсальной и может быть применена в ав оматизированных системах литья под давлением (в зтом случае устройство со смазкой и шланги помещают в кожух, в который подается горячая вода с температурой бО-8б С, что обеспечивает жидкотекучесть смазки). Формула изобретения 1.Смазка для пресс-форм и прессующего узла машин литья под давлением, включающая воск, парафин, алюминиевую пудру и машинное масло, о т л и ч а ю щ а я с я тем, что, с целью улучшения кроющей способности, она дополнительно содержит графит при следующем сротиошенни ингредиентов, вес.%: Воск20-22 Парафин 8-10 Графит 1,8-2,0 Алюминиевая пудра 16,2-18,0 Машинное масло Остальное 2.Смазка поп.1, отличающаяся тем, что в качестве машинного масла ОНЙ1 содержит тяжелое цилиндровое масло. Источники информации, принятые во внимание при экспертизе 1.В.М. Пляцкий. Литье под давлет нием. М., Оборонгиз, 1957, с. 285, табл. 43. 2.Международная специализированная выставка Химия-77 . Каталог. Совестские экспонаты, М., 1977 с.20. 3.Авторское свидетельство СССР № 150989, кл. С 10 М 5/00, 1964.
