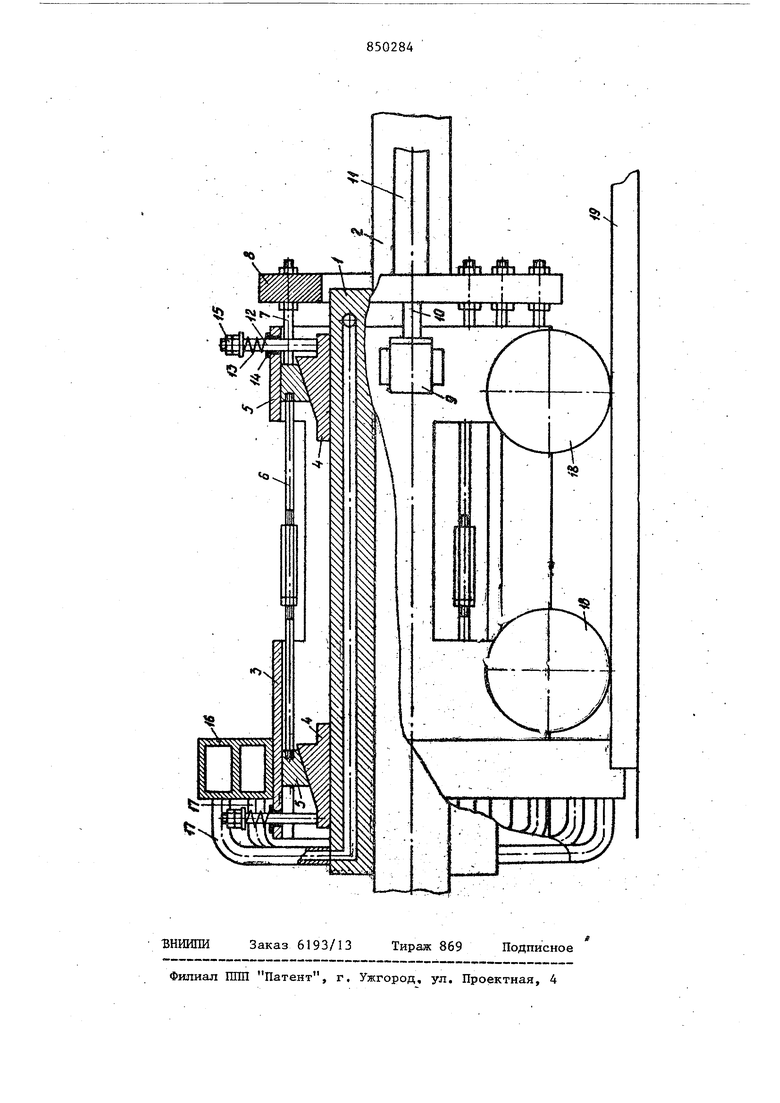
Изобретение относится к металлурги конкретно к установкам непрерывной разливки металлов горизонтального тип Известно устройство, содержагцее подвижный корпус с подвижными башмака ми, каждый из которых соединен с корпусом через промежуточный элемент, имеющий возможность перемещаться относительно корпуса параллельно оси слитка. Этот элемент нагружен пружина ми, для регулирования усилия которых предусмотрено кольцо. Перемещение рабочих гидроцилиндров корпуса устройст ва в направлении движения отливаемой заготовки вызывает заклинивание роликов клиньями, закрепленными на корпус При этом ролики прижимают башмаки к заготовке, кторая ими захватывается. При перемещении корпуса в обратном направлении ролики под действием пружин освобождаются, и башмаки свободно перемещаются назад в исходное положение. После этого устройство готовок повторению- цикла шагового вытягивания заготовки 01 Однако конструкция известного устг; ройства обеспечивает небольшую площадь контакта башмаков с отливаемой заготовкой, имеет сложную кинематику движения башмаков, не позволяет точно . управлять процессом вытягивания заготовки из кристаллизатора, а также совмещать вьтолнение двух функций вытягивания и интенсивного охлаждения башмаков заготовки. . Цель изобретения - обеспечение быстрого и надежного шагового вытягивания заготовки из кристаллизатора и интенсивного охлаждения заготовки в части зоны вторИ ного охлаждения. Указанная цель достигается тем, что каждый охлаждаемый башмак помещен внутри установленного па направляющих корпуса и снабжен двумя парами клиньев, размещенных между, башмаком и корпусом, причем один из клиньев каждой пары жестко закреплен на башмаке, а остальные два Целина связаны между собой элементом регулируемой длины и соединены с кольцевой траверсой элементом по.стоявной длины, причем траверса соединена со штоками гидроцилинД1/6в Механизма вытягивания заготовки из кристаллизатора. Кроме того, с целью обеспечения свободного температурного расширения башмаков, в корпусе устройства соответственно числу охлаждаемых башмаков выполнены продольные сквозные пазы« в которых размещены втулки из комплекта элементов, имеющие возможность перемещения в направлении, перпендикулярном относительно продольной оси заготовки На чертеже изображено предлагаемое устройство для вытягивания заготовки из кристаллизатора при непрерывном литье, общий вид. Вытягивающее устройство содержит башмаки 1. охватывающие по.чти всю поверхность заготовки 2 по периметру (примерно -95%). Длина башмака соответствует длине шага вытягивания заготовки или может превышать ее. Башмаки 1 расположены внутри корпуса 3, имеющего форму трубы с пазами и проемами. Между каждым башмаком и корпусом размещены по две пары соприкасающихся клиньев 4и 5. Клины 4 жестко крепятся к башмаку, а КЛИНЫ 5 помещены в упомянутых пазах корпуса и, могут относительно него перемещаться. Пара подвижных клиньев 5, принадлежащих одному башмаку, связана между собой элементом 6 с регу лируемой длиной. .Один из клиньев 5 через элемент 7, имеющий постоянную длину связан с кольцевой поджимной траверсой 8,установленной относительно одного конца корпуса на расстоянии, не меньшем максимально возможного хода клинье 5относительно клиньев 4. Перемещение траверсы а, .следовательно, и клиньев 5 в пазах Icopnyca относительно клиньев 4 обеспечивается двумя гидроцилиндрами 9,которые крепятся к корпусу 3 уст ройства вытягивания и штоки 10 которых соединены с траверсой 8. К траверсе 8 также подсоединены штоки 11 силовых гидроцилиндров привода вытягивания заготовки (не показаны). Башмаки 1 через пары клиньев 4 и 5 все время находятся в поджатом к корпусу 3 состоянии через стержни 12, нагруженные усилием пружин 13. Стержни перемещают ся в направляющих втулках 14. Для регулирования усилия пружин предусмо(грены гайки 15, На втором конце корyca меха1шзма вытягивания расположен вухкамерный коллектор 16 с системой азводки трубопроводов 17 для подвода отвода охладителя к каждому башмаку. стройство для вытягивания заготовки з кристаллизатора снабжено .ходовыми оликами 18, которые перемещаются по аправляющим 19. Устройство работает следующим образом. В первую очередь включается система охлаждения башмаков 1. Затем производится предварительное зажатие заготовки 2 при срабатывании гидроцилиндров , 9. Башмаки 1 плотно с равномерным давлением по всей длине охватывают заготовку 2. Создаваемое усилие прижатия башмаков 1 к заготовке 2 исключает проскальзывание башмаков по заготовке при ее вытягивании. Далее включаются силовые гидроцилиндры и через их штоки 11 и подвижную траверсу 8 производится вЫтягивание заготовки из кристаллизатора на требуемую величину. Возвращени-е механизма вытягивания в исходное положение осуществляется переключением этих гидроцилиндров На работу в обратном направлении, причем предварительно гидроцилиндрами 9 производится разжатие башмаков.. Одновременно с вытягиванием заготовки осуществляется и ее охлаждение. Выше описан один цикл работы механизма вытягивания. Величина паузы между циклами вытягивания зависит от времени формирования заготовки в кристаллизаторе. В случае необходимости интенсивного охлаждения заготовки башмаки вводятся в контакт с заготовкой сразу же после возвращения устройства в исходное положение. Формула изббретения 1. Устройство для вытягивания заготовки из кристаллизатора установки непрерьшной разливки металлов горизонтального типа, содержащее корпус, охлаждаемые башмаки, размещенные относительно отливаемой заготовки по большей части ее периметра, направлякицие охлаждаемых башмаков, привод прижатия башмаков к отливаемой заготовке, при- . вод вытягивания заготовки из кристаллизатора, отличающееся тем, что,, с: целью обеспечения быстрого и
надежного шагового вытягивания заготовки из кристаллизатора и интенсивноного охлаждения заготовки в части зоны вторичного охлаждения, каждый охлажаемый башмак помещен внутри установленного на направляющих корпуса и снабжен двумя парами клиньев, размещенных между башмаком и корпусом, причем один из клиньев каждой пары жестко закреплен на башмаке, а остальные два клина связаны между собой элементом регулируемой длины и соединены с кольцевой траверсой элементом постоянной длины, причем траверса соединена со штоками гидро щлиндров механизма вытягивания заготовки из кристаллизатора.
2. Устройство по п. 1, о т л и ч а ю щ е 6 с я тем, что, с целью обеспечения свободного температурного расширения башмаков, в корпусе устройства соответственно числу охлаждаемых башмаков выполнены продольные сквозные пазы, в которых размещены втулки из комплекта элементов, имеющие возможность перемецения в направлении, перпендикулярном относительно продольной оси заготовки.
Источники информации, принятые во внимание приэкспертизе
I. Патент Великобритании 9 1522110, кл. В 22 D П/128, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1985 |
|
SU1800739A1 |
| Способ горизонтальной непрерывной разливки металлов | 1979 |
|
SU1107954A1 |
| Установка непрерывной разливки металлов горизонтального типа | 1979 |
|
SU1109246A1 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛОПРОДУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2033886C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ОТЛИВКИ И СОВМЕЩЕННОЙ ПРОКАТКИ ЗАГОТОВОК | 1984 |
|
SU1297330A1 |
| ДОРН С ИЗМЕНЯЮЩЕЙСЯ КОНУСНОСТЬЮ РАБОЧЕЙ ПОВЕРХНОСТИ ДЛЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 2013 |
|
RU2516414C1 |
| Способ горизонтальной непрерывной разливки металлов и установка для его осуществления | 1979 |
|
SU1109243A1 |
| Способ полунепрерывной разливки металла и установка для его осуществления | 1982 |
|
SU1069933A1 |
| Установка непрерывной центробежной отливки полых заготовок | 1974 |
|
SU478676A1 |
| СПОСОБ ПРОКАТКИ НЕПРЕРЫВНО ОТЛИВАЕМОЙ ЗАГОТОВКИ | 1984 |
|
SU1235053A1 |