Изобретение относится к металлур гии и предназначено для отливки металлургических заготовок под регулируемым давлением.
По основному авт. св. № 719800 известен способ, включающий подачу в форму металла через металлопровод, погруженный в жидкий металл, в канал которого перед подачей металла в форму вводят газотворный материал, например полистирол. Этот способ обеспечивает создание в канале метёшлопровода нейтральной среды, предохранякхцей находящийся в нем металл от окисления и предотвращает подъем металла в канале металлопровода вьвае уровня его в ковше в непрогреваемый жидким металлом участок метгшлопровода при незначительном повышении давления в камере после его герметизации до начала разливки р..
Основным недостатком этого спосо.ба является то , что после погружения металлопровода в ковш и его гермегизации до начала подачи сжатого воздуха газа в камеру порция металла в кёшаше метсшлопровода интенсивно охлаждается вследствие того, что температура стенок металлопровода на
ЗБО-бОО С ниже температурил жидкого металла.
Интенсивное охлгикдение металла в металлопроводе может, вызвать (особенно при разливке стали на малых установках с небольшим количеством металла в ковше и относительно небольшим сечением металлопровода) зги етное ухудшение поверхности (Jтливae «ыx заготовок. В ряде случаев это охлаядение настолько значительно, что в канале металлопровода образуется, пробка, делающая невозможной разливку и повторное применение металлопровода.
Цель изобретения - повыпение стабильности процесса.
Указанная цель достигается.тем что после подачи в металлопровод газотворного материала , метгшлопровод прогревают путем частичного извлечения и последукадего погружения в металл.
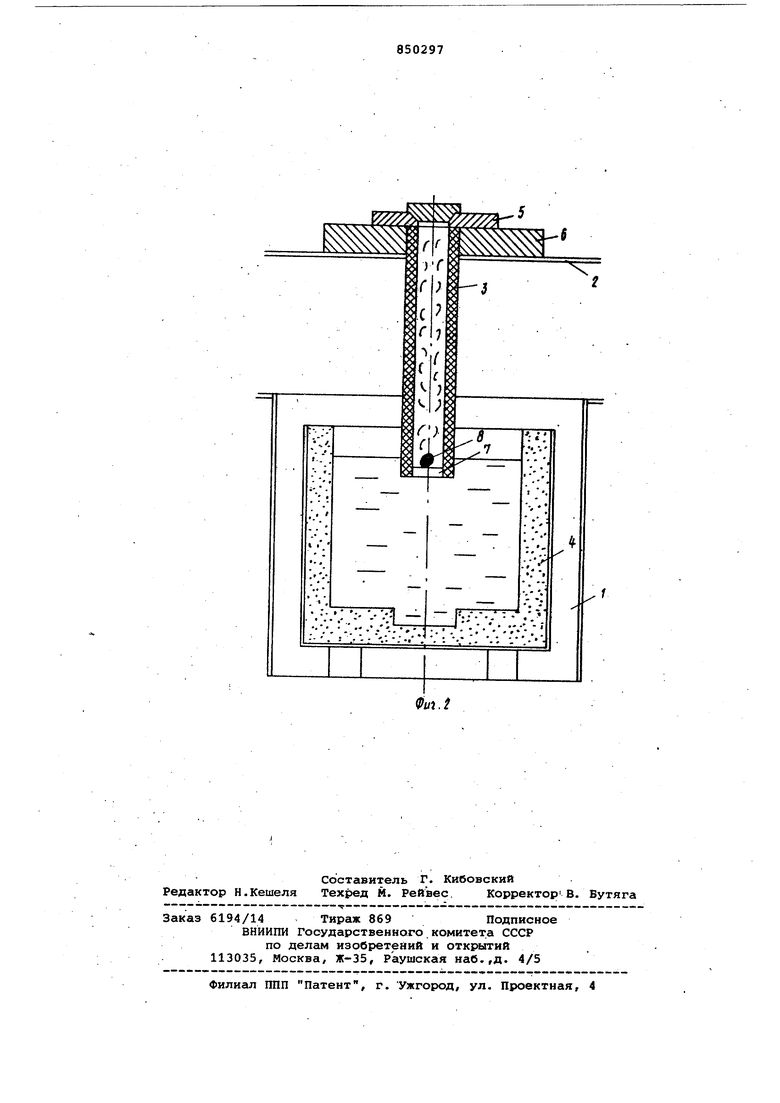
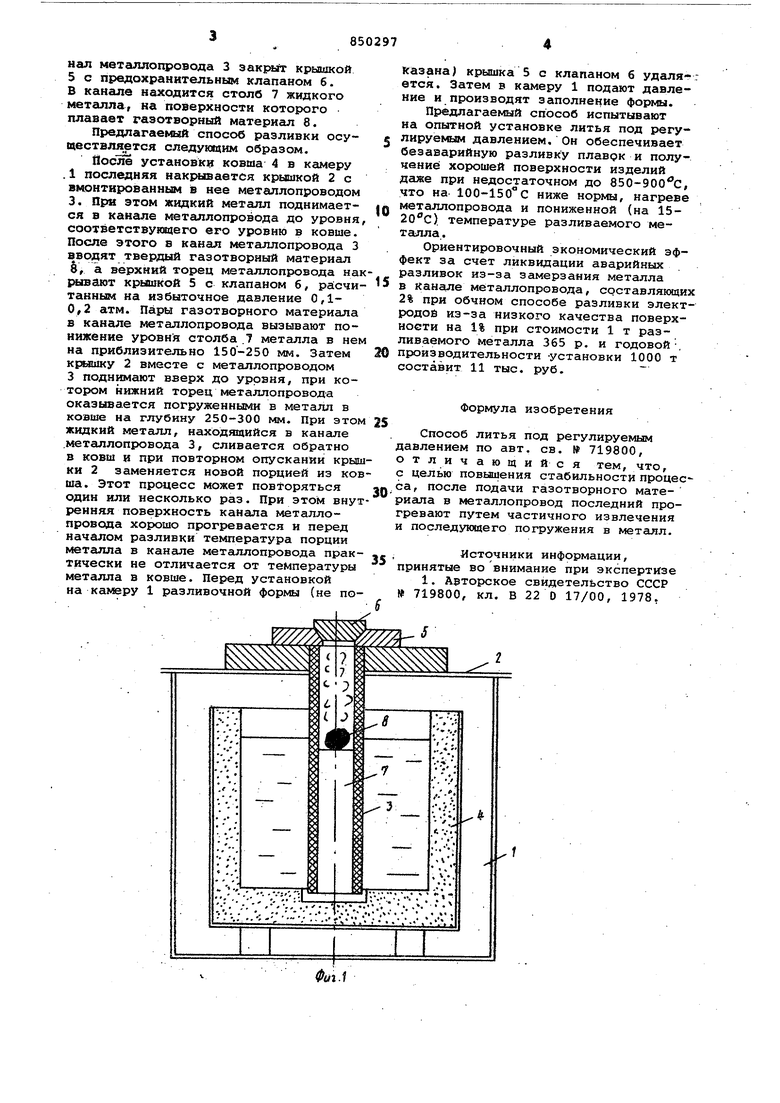
На фиг. 1 показано нижнее положение крышки камеры и металлопровода на фиг. 2 - верхнее положение крсшки камеры и металло овода.
Устройство для реализации способа содержит камеру 1, крышку 2 камеры с вмонтированным в нее металлрпроводом 3, ковш 4 с жидким металлом. Ка-. нал металлопровода 3 закся г крышкой 5 с предохранительным клапаном б, В канале находится столб 7 жидкого металла, на поверхности которого плавает газотворный материал 8. Предлагаемый способ разливки осуществляется следующим образом. Йосле установки ковша 4 в камеру .1 последняя накрывается крышкой 2 с вмонтированньоч в нее металлопроводом 3. При этом жидкий металл поднимается в канале металлопровода до уровня соответствующего его уровню в ковше. После этого 8 канал металлопровода 3 вводят твердый газотворный материал §, а верхний торец металлопровода на рывают крышкой 5 с клапаном б, расчи танным на избыточное давление 0,10,2 атм. Пары газотворного материала в канале металлопровода вызывают понижение уровня столба .7 металла в не на приблизительно 150-250 мм. Затем крашку 2 вместе с металлопроводом 3 поднимают взерх до уровня, при котором нижний торец металлопровода оказывается погруженными в металл в ковше на глубину 250-300 мм. При это жидкий металл, находящийся в канале .металлопровода 3, сливается обратно в ковш и при повторном опускании кры ки 2 заменяется новой порцией из ко ша. Этот процесс может повторяться один или несколько раз. При этом вну ренняя поверхность канала металлопровода хорошо прогревается и перед началом разливки температура порции металла в канале металлопровода прак тически не отличается от температуры металла в ковше. Перед установкой на камеру 1 разливочной формы (не по казана крышка 5 с клапаном б удаля-: ется. Затем в камеру 1 подают давление и производят заполнение формы. Предлагаемый способ испытывают на опытной установке литья под регулируекым давлением. Он обеспечивает безаварийную разливку плаврк и получение хорошей поверхности изделий даже при недостаточном до 850-900с, что на 100-150 С ниже нормы, нагреве металлопровода и пониженной (на 1520 С) температуре разливаемого металла. Ориентировочный экономический эффект за счет ликвидации аварийных разливок из-за замерзания металла в канале металлопровода, составляющих 2% при обчном способе разливки электродов из-за низкого качества поверхности на 1% при стоимости 1 т разливаемого металла 365 р. и годовой-, производительности -установки 1000 т составит 11 тыс. руб. Формула изобретения Способ литья под регулируемым давлением по авт. св. 719800, отличающийся тем, что, с целью повышения стабильности процесса, после подачи газотворного материала в металлопровод последний прогревают путем частичного извлечения и последующего погружения в металл. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 719800, кл. В 22 О 17/00, 1978,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ литья под регулируемым давлением | 1978 |
|
SU719800A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2263561C1 |
| АГРЕГАТ ПОДГОТОВКИ ЖИДКОГО МЕТАЛЛА К РАЗЛИВКЕ В СЛИТКИ И ЗАГОТОВКИ | 2000 |
|
RU2184327C2 |
| СПОСОБ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2061577C1 |
| Устройство для циркуляционного вакуумирования металла | 1982 |
|
SU1073298A1 |
| АГРЕГАТ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО И ШЛАКОВОГО РАСПЛАВОВ | 1999 |
|
RU2172456C1 |
| Ковш для заливки окисляющихся расплавов | 1981 |
|
SU980958A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОГО МЕТАЛЛИЧЕСКОГО ЛИСТА ИЗ ТОНКОЙ ЛИТОЙ ПОЛОСЫ И АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ТОНКОГО МЕТАЛЛИЧЕСКОГО ЛИСТА ИЗ ТОНКОЙ ЛИТОЙ ПОЛОСЫ | 2003 |
|
RU2250151C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛЬНЫХ ЗАГОТОВОК | 1985 |
|
SU1249777A1 |
| Способ непрерывного литья заготовок | 1987 |
|
SU1576226A1 |