2
..-.„.. .Наличие нейтральной среды в канале мёталлопровода препятствует окислению верхнего слоя металла в нем, что обеспечивает предотвращение появления завороI тов на поверхности отливки. Давлен1кге в ка йГале мёталлопровода несколько превышает атмосферное (на 0,1-0,2 атм), уровень металла в нем до момента удаления крышки оказывается ниже уровня м еталла в ковше. Следовательно, весь металл, находящийся в канале мёталлопровода, контактирует с погруженной в металл хорЪшо разогретой его частью, что способствует поДдержива; йию металла в канале м еталлопровода в жидком состоянии., . .Ограничение предельного давления газов, возгоняющихся из полистирола, в канале мёталлопровода величиной 0,1 - 0,2 атм обусловлено тем, что Оно меньще, чем давление столба металла в погруженной части мёталлопровода. При соблюдении этого условия металл из канала мёталлопровода не полнрстью вь1тесняется в ковш и газЬ не попадают в нижнюю часть ковша и не вызывают выбросы металла из него.
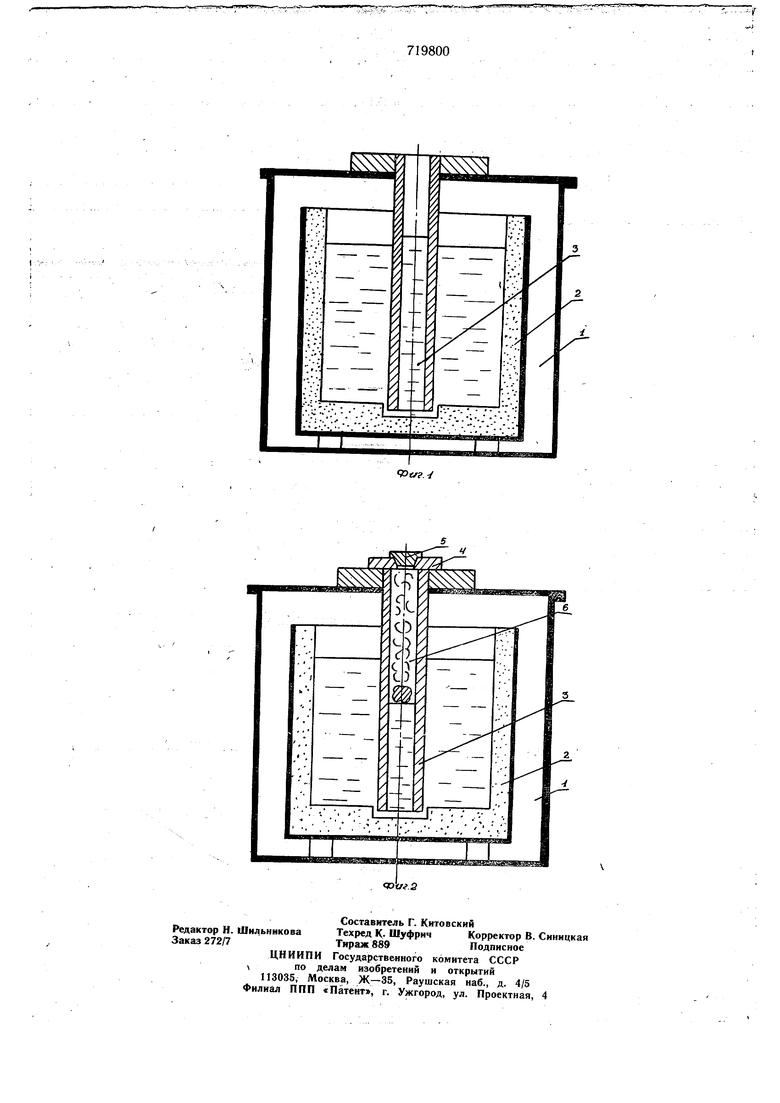
На фиг. 1 изображена печь в момент окончания погружения мёталлопровода, на фиг. 2 - положение после загрузки газотворного материала в канал мёталлопровода и установки крышки с ггредохранйтельньщ клапаном.
Установка состоит из разливочной камеры 1, в которую устанавливается ковш 2 с жидким металлом, в ковш опущен металлопровод 3, верхний торец КоторЪго закрывается крышкой 4, с предохранительным клапаном 5.
Способ литья осуществляется следующим образом.
После установки ковща 2 в разливочную камеру Г, последнюю закрывают крышкой с вмонтированным в нее металлопроводом 3. После этого в канал мёталлопровода 3 вводят твердый газотворный материал, например, полистирол, а верхний тОрец металлопровода накрывают крыщкой предохранительным клапаном 5, рассчитанным на избыточное давление 0,1-0,2 атм. Соприкасаясь с жидким металлом в канале мёталлопровода, газотворный материал возгоняется и его пары заполняют канал мёталлопровода. Возникающее при этом избыточное давление 0,1-0,2 атм вызывает п6ния ёние уровня металла в канале мёталлопровода ниже уровня его в ковше. При увеличении давления газов в канале мёталлопровода более чем на 0,2 атм срабатывает предохранительный клапан и избыток газа стравливается в атмосферу. Крышка накрывает металлопровод в течение герметизации камеры и только непосредственно перед установкой формы на разливочную камеру она удаляется. Затем в камеру 1 подается давление и металл из ковща 2 вытесняется по металлопроводу 3 в литейную форму. Благодаря понижению уровня металла в канале мёталлопровода во время операций герметизации разливочной камеры и подачи формы ниже его уровня в ковше металл мало охлаждается, а восстановительная газовая среда в канале металлопровода защищает металл от окисления. .
Предлагаемый способ литья под регулируемым давлением обеспечивает надежность работы установки, повышает стойкость металлопроводов и улучшает качество поверхности отливаемых изделий.
Формула изобретения
Способ литья под регулируемым давлением, включающий подачу металла в форму через металлопровод, отличающийся тем, что, с целью улучщения качества поверхности отливаемого изделия, и увеличения стойкости мёталлопровода, перед подачей металла в форму в металлопровод вводят газотворный материал, например, полистирол и ограничивают давление образующихся газов в пределах 0,1-0,2 атм с помощью предохранительного клапана.
Источники, информации, принятые во внимание при экспертизе
1.Бедель Б. К. и др. Литье под низким давлением. М., «Машиностроение, 1968, с. 223. 2.Авторское свидетельство СССР № 567547, кл. В 22 D 27/14, 1976.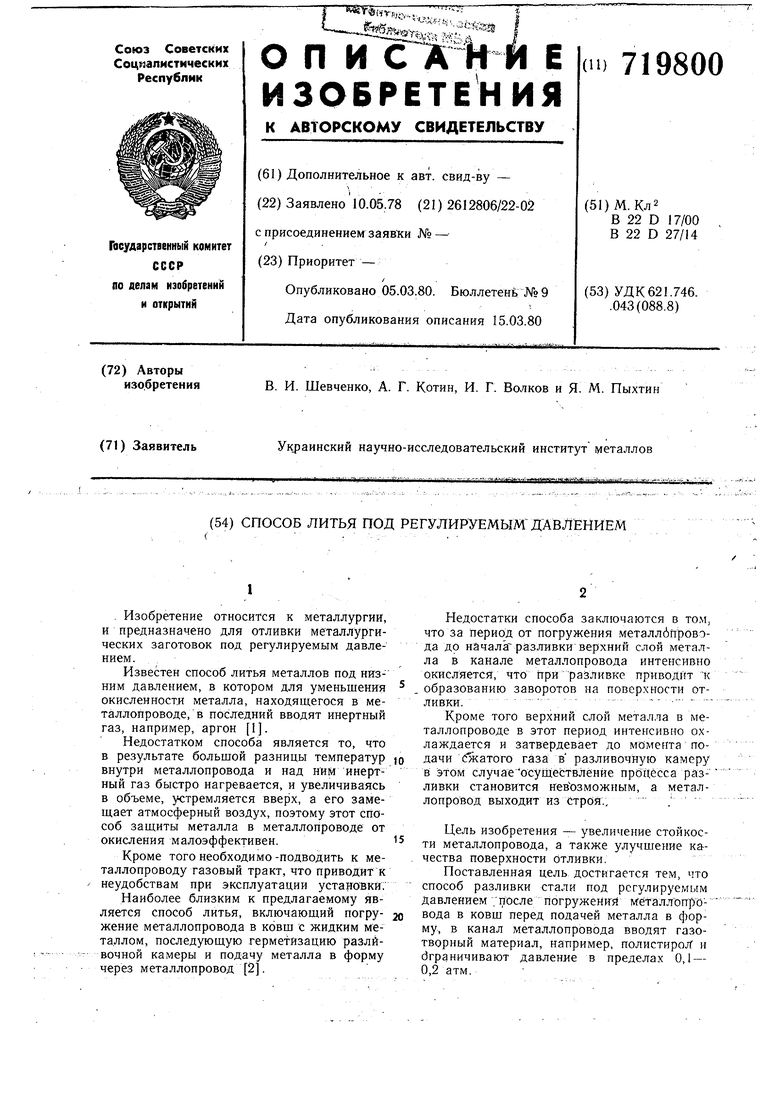
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ литья под регулируемымдАВлЕНиЕМ | 1979 |
|
SU850297A2 |
| Установка для литья под регулируемым давлением | 1976 |
|
SU567547A1 |
| Ковш для заливки окисляющихся расплавов | 1981 |
|
SU980958A1 |
| Установка для отливки многослойных изделий под регулируемым давлением | 1977 |
|
SU662255A1 |
| Установка для литья под регулируемым давлением | 1978 |
|
SU719801A1 |
| Способ отливки изделий под регулируемым давлением | 1978 |
|
SU722672A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2263561C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2044599C1 |
| Способ отливки двухслойных валков под регулируемым давлением | 1978 |
|
SU667327A1 |
| СПОСОБ ЗАЛИВКИ МЕТАЛЛА ПОД НИЗКИМ ДАВЛЕНИЕМ В ПЕСЧАНУЮ ФОРМУ, ПЕСЧАНАЯ ФОРМА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2046692C1 |