1 - ... Изобретение относится к приборостроению, в частности к устройству, с помощью которого можно обрабатывать, рабочую поверхность группы магнитных головок одновременно. Известен прием обработки рабочей поверхности магнитных головок, в основу которого положено использование вращающегося абразивного инструмента, осуществляющего не только продольное снятие частоты рабочей повер ности головок, но и поперечный их разрез, когда головки установлены в обойглы ГГ . Это устройство достаточно точно работает, но его конструкция сложна, что связано с необходимостью вращать головки на эксцентрично смещенном ос новании. Наиболее близким к предлагаемому является устройство для обработки рабочей поверхности магнитных головок, содержащее цилиндрический абразивный инструмент, основание, поверх ность которого имеет форму дуги правильной окружности, а также сопряжен ный с этой поверхностью без зазора держатель магнитных головок, скЕ)епленных между собой и с поверхностью держателя 21. Однако это устройство не позволяет осуществлять обработку рабочей поверхности группы магнитных головок с достаточно большим радиусом с тем, чтобы сохранилась точность и требуемая геометрическая форма рабочей поверхности всех обрабатываемых головок. Цель изобретения - увеличение радиуса обработки рабочей поверхности магнитных головок с сохранением точности и геометрической формы этой поверхности . Поставленная цель достигается тем, что в устройстве для обработки рабочей поверхности магнитных головок, содержащем цилиндрический абразивный инструмент, основание, поверхность которого имеет форму дуги правильной окружности, а также сопряженный с этой поверхностью без зазора держатель магнитных головок, скрепленных меясду собой и с поверхностью держателя, основание выполнено с расположенными на его поверхности перпендикулярно к образующей направляющими пазами, держатель - с расположенными на его поверхности параллельно образующей основания фиксирующими пазами и снабжен помещенными в эти пазы ограничительными планками, а
также установланнЕзи ш в направляющих пазах основания выступами, при этом магнитные головки закреплены в ряд между ограничительными планками, а протяженность раднуса поверхности основания представляет собой разность между величиной радиуса рабочей поверхности любой из магнитных головок Vi величиной обшей высоты держателя и этой же головки.
Кроме того, устройство снабжено фиксаторами, установленными в пазах держателя.
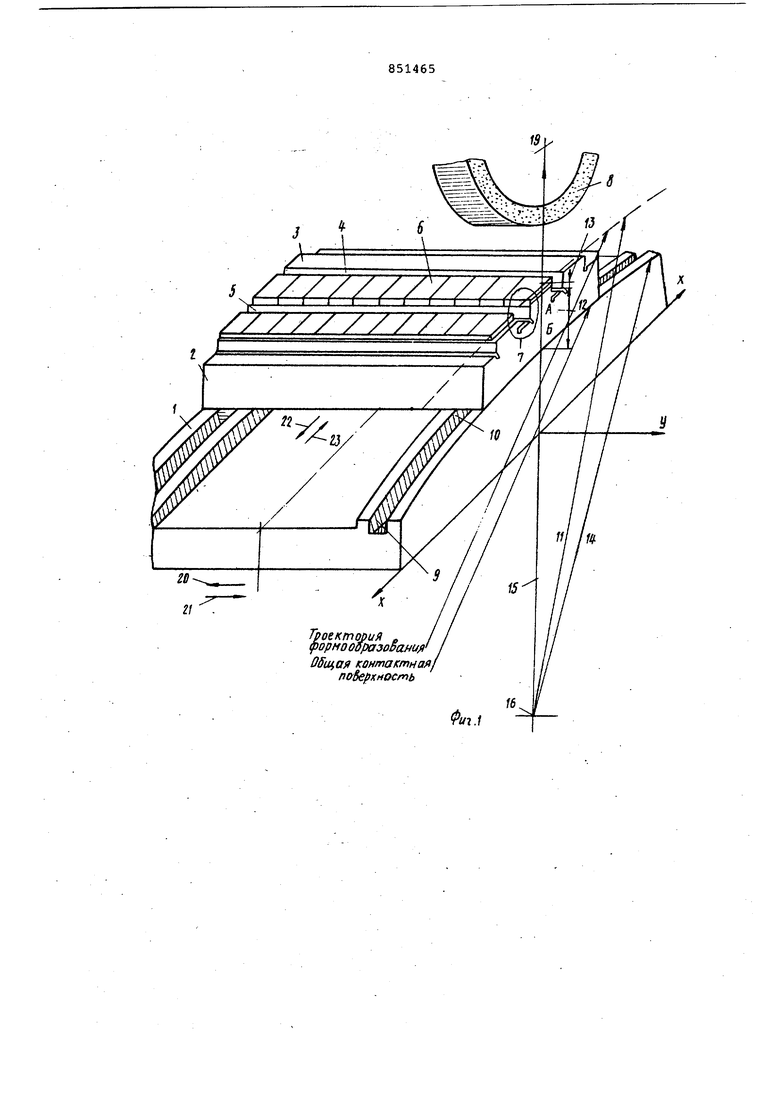
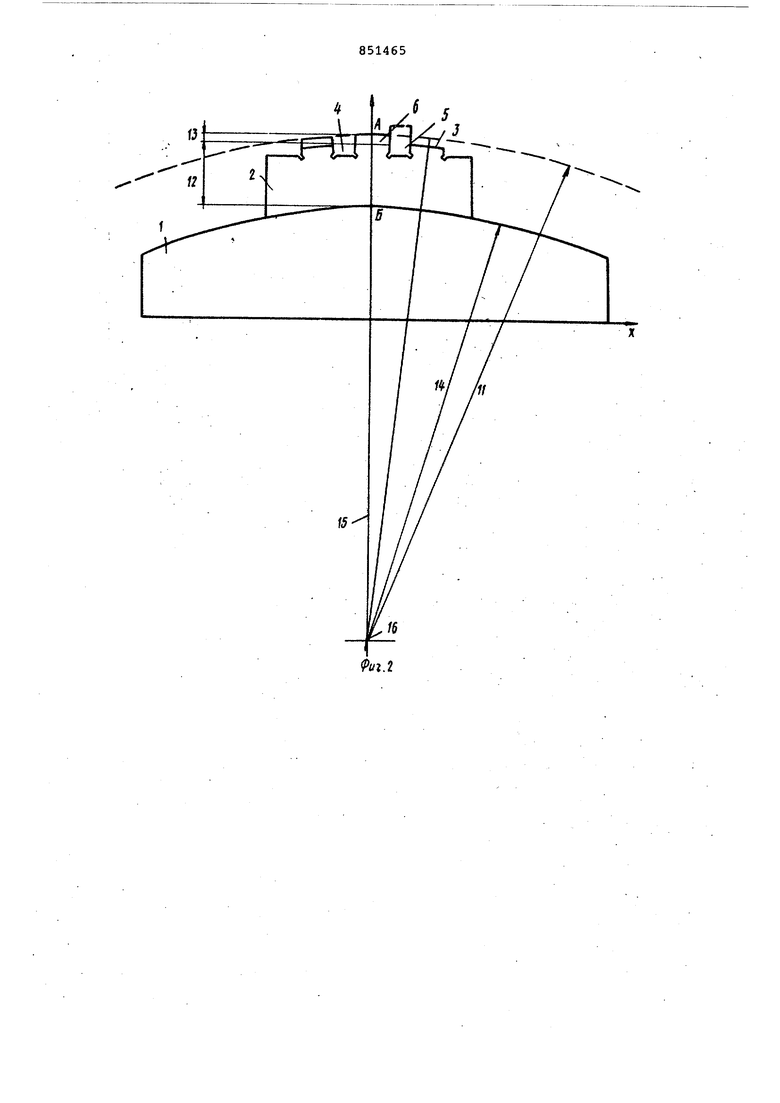
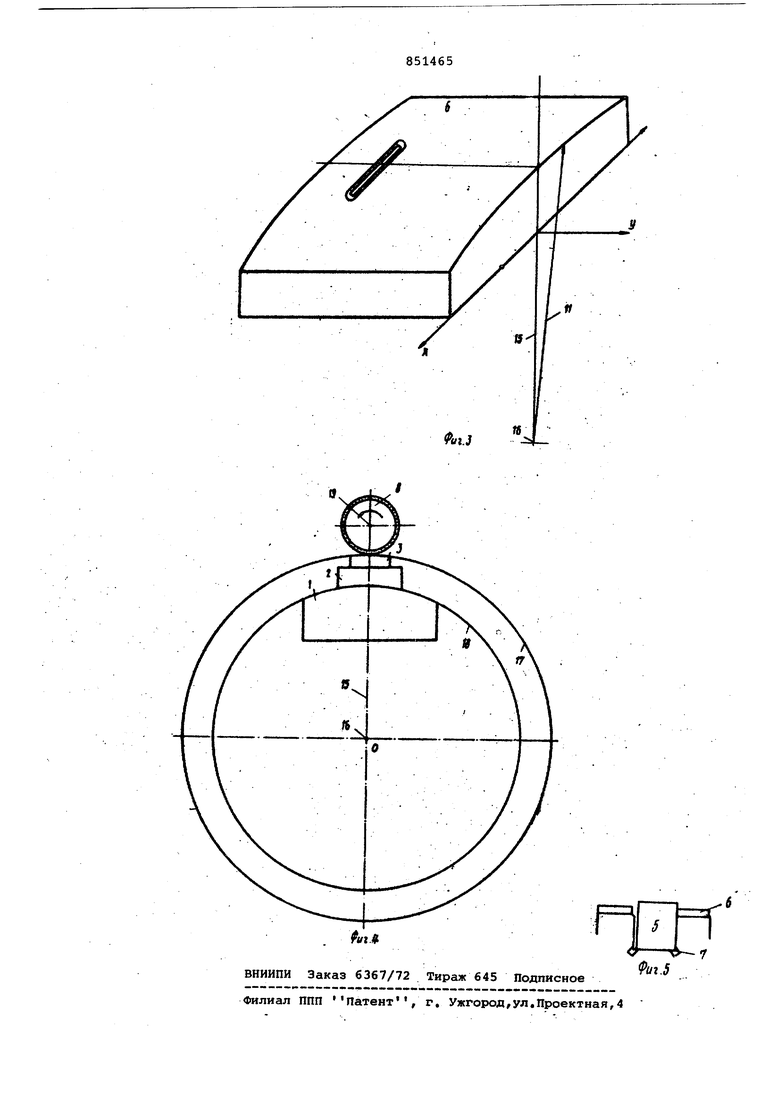
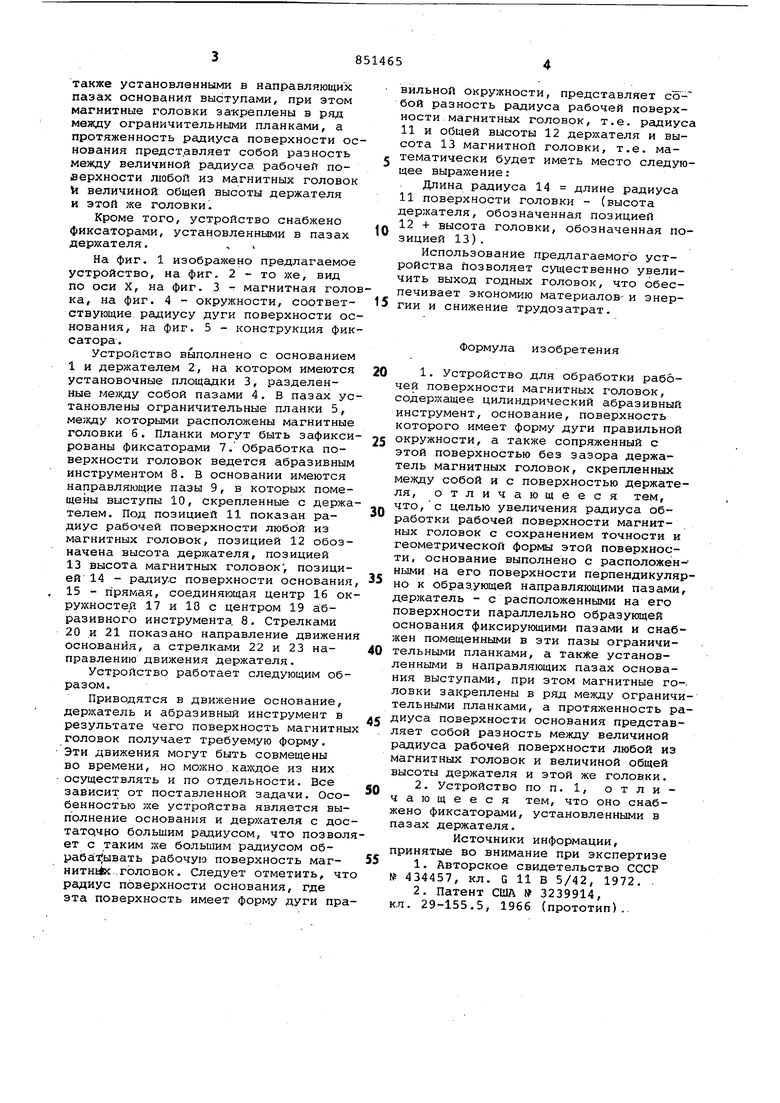
На фиг. 1 изображено предлагаемое устройство, на фиг. 2 - то же, вид по оси X, на фиг. 3 - магнитная голока, на фиг. 4 - окружности, соответствующие радиусу дуги поверхности основания, на фиг. 5 - конструкция фиксатора.
Устройство выполнено с основанием 1 и держателем 2, на котором имеются установочные площадки 3, разделенные меледу собой пазами 4. В пазах установлены ограничительные планки 5, мезхду которыми расположены магнитные головки б. Планки могут быть зафиксированы фиксаторами 7. Обработка поверхности головок ведется абразивным инструментом 8. В основании имеются направляющие пазы 9, в которых помещены выступы 10, скрепленные с держателем. Под позицией 11 показан радиус рабочей поверхности любой из магнитных головок, позицией 12 обозначена высота держателя, позицией 13 высота магнитных головок , позицией 14 - радиус поверхности основания 15 - прямая, соединяющая центр 16 окружностей 17 и 10 с центром 19 абразивного инструмента, 8. Стрелками 20 и 21 показано направление движени основания, а стрелками 22 и 23 направлению движения держателя.
Устройство работает следующим образом.
Приводятся в движение основание, держатель и абразивный инструмент в результате чего поверхность магнитны головок получает требуемую форму.
Эти движения могут быть совмещены во времени, но можно.каждое из них
осуществлять и по отдельности. Все зависит от поставленной задачи. Особенностью хе устройства является выполнение основания и держателя с достатс(чно большим радиусом, что позволет с таким же большим радиусом обраба1|ывать рабочую поверхность магHHTHiic .головок. Следует отметить, чт радиус поверхности основания, где
эта поверхность имеет форму дуги правильной окружности, представляет собой разность радиуса рабочей поверхности магнитных головок, т.е. радиуса 11 и общей высоты 12 держателя и высота 13 магнитной головки, т.е. математически будет иметь место следующее выражение:
Длина радиуса 14 длине радиуса
11поверхности головки - (высота держателя, обозначенная позицией
12+ высота головки, обозначенная позицией 13) .
Использование предлагаемого устройства позволяет существенно увеличить выход годных головок, что обеспечивает экономию материалов- и энергии и снижение трудозатрат.
Формула изобретения
1.Устройство для обработки рабочей поверхности магнитных головок, содержащее цилиндрический абразивный инструмент, основание, поверхность которого имеет форму дуги правильной окружности, а также сопряженный с этой поверхностью без зазора держатель магнитных головок, скрепленных между собой и с поверхностью держателя, отличающееся тем, что,с целью увеличения радиуса обработки рабочей поверхности магнитных головок с сохранением точности и геометрической формы этой поверхности, основание выполнено с расположенными на его поверхности перпендикулярно к образующей направляющими пазами, держатель - с расположенными на его поверхности параллельно образующей основания фиксирующими пазами и снабжен помещенными в зти пазы ограничительными планками, а также установленныг1и в направляющих пазах основания выступами, при этом магнитные головки закреплены в ряд между ограничительными планками, а протяженность радиуса поверхности основания представляет собой разность между величиной радиуса рабочей поверхности любой из магнитных головок и величиной общей высоты держателя и этой же головки.
2.Устройство по п. 1, отличающееся тем, что оно снабжено фиксатора1ми, установленными в пазах держателя.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 434457, кл. G 11 В 5/42, 1972. .
2.Патент США № 3239914, кл. 29-155.5, 1966 (прототип)..
ffffu ajf контактная поверхность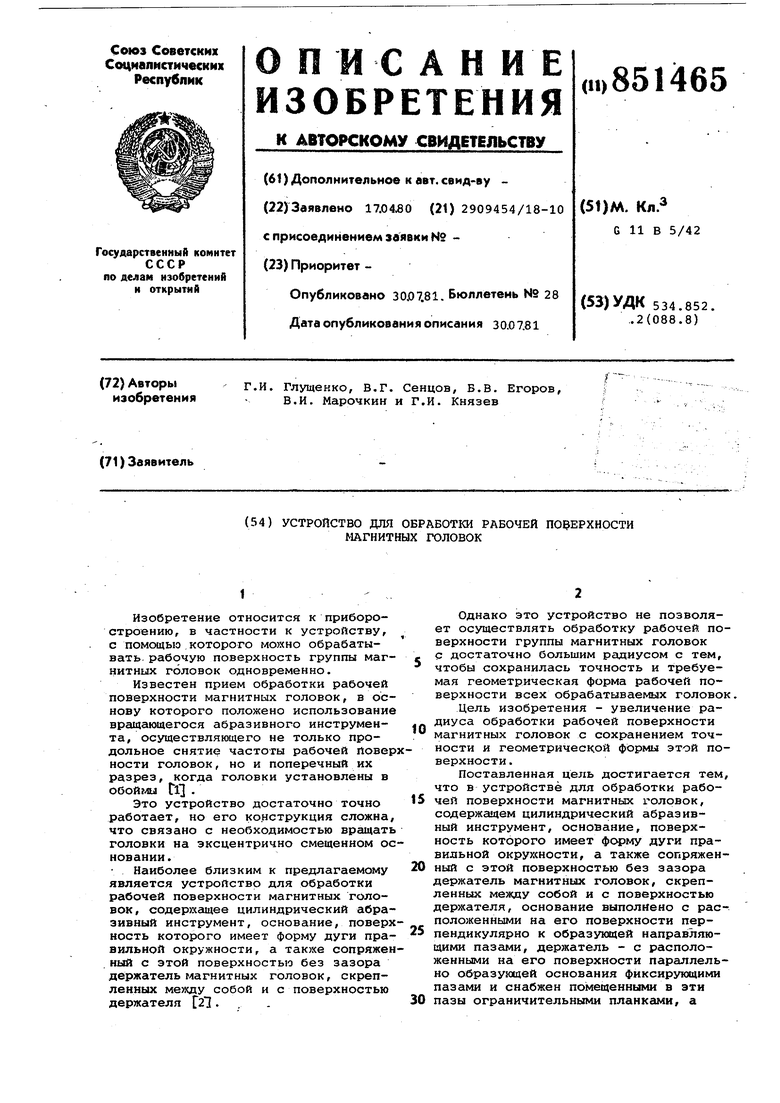
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ РЕЗАНИЕМ | 2008 |
|
RU2413597C2 |
| Устройство для обработки ферритовых сердечников магнитных головок | 1978 |
|
SU706872A1 |
| Способ доводки рабочей поверхности магнитной головки | 1988 |
|
SU1589319A1 |
| УСОВЕРШЕНСТВОВАНИЯ ФРЕЗЕРНОГО СТАНКА | 2017 |
|
RU2727912C2 |
| Способ обработки рабочей поверхности магнитной головки | 1990 |
|
SU1758671A1 |
| Устройство для двусторонней обработки оптических деталей с криволинейными поверхностями | 1983 |
|
SU1140936A1 |
| АНКЕРНОЕ РЕЛЬСОВОЕ СКРЕПЛЕНИЕ | 1999 |
|
RU2190720C2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СКРЕПОК | 1992 |
|
RU2046690C1 |
| Сегментная головка | 1985 |
|
SU1340940A1 |
| РУЧНАЯ МАШИНА | 2008 |
|
RU2481178C2 |