Изобретение относится к машиностроению - к области станкостроения и может быть использовано при финишной абразивной обработке винтовых поверхностей точных винтов, например винтов винтовых насосов, из трудношлифуемых материалов методом охватывающего шлифования. Известен способ ленточного шлифования тел вращения со сложной фасонной поверхностью абразивной бесконечной лентой, прижатой жестким или упругим контртелом [1].
Недостатками приведенного способа шлифования являются: сравнительно низкая стойкость ленты; сложная система управления кинематикой ленточного шлифования; сложное агрегатирование и автоматизация процесса ленточного шлифования; низкая производительность, невысокая точность и качество обработки.
Задачей изобретения является повышение качества, производительности и точности обработки винтов за счет использования метода охватывающего шлифования, увеличивающего площадь контакта инструмента и заготовки и позволяющего интенсифицировать обработку винтовых поверхностей.
Поставленная задача решается предлагаемым способом абразивной обработки винтов охватывающим инструментом, включающим сообщение детали вращения, а инструменту - возвратно-поступательной продольной подачи, причем в качестве инструмента используют охватывающую деталь торообразную упругую оболочку с абразивным слоем на внутренней поверхности тора, при этом скорость вращения детали задают в зависимости от режущих свойств абразива, а поперечную подачу - врезание за счет подачи сжатого воздуха в упругую оболочку.
Кроме того, способ предназначен для обработки винтов винтовых насосов.
Сущность способа поясняется чертежами.
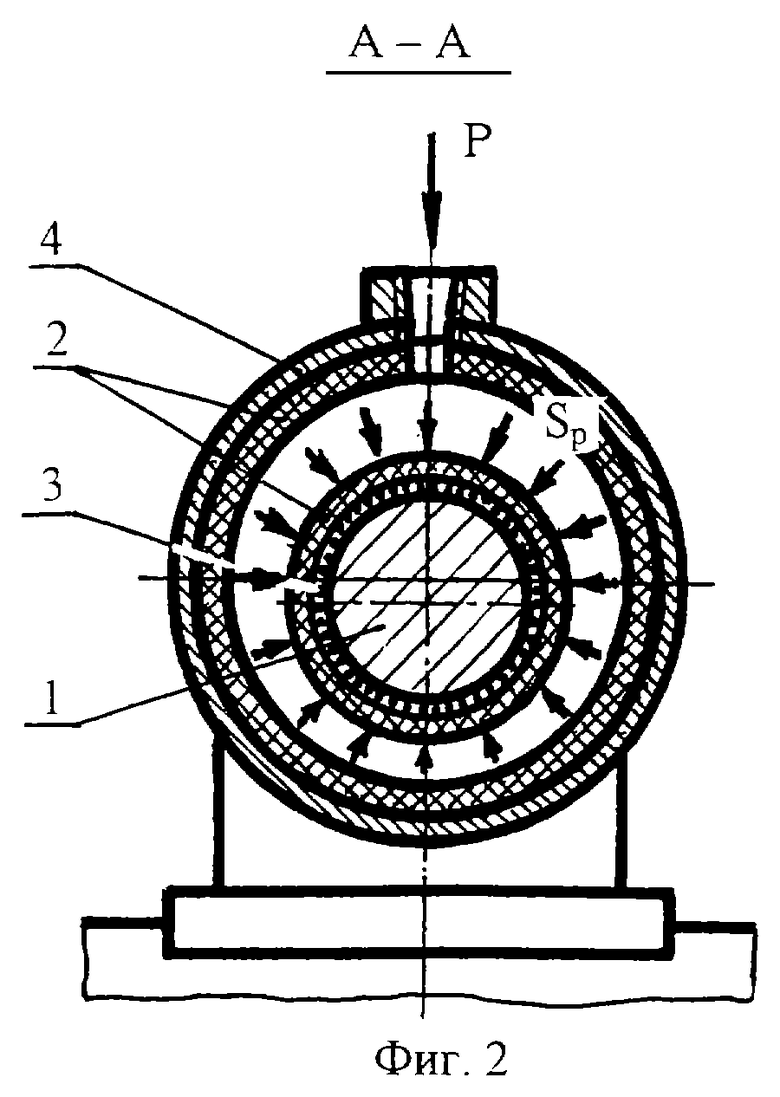
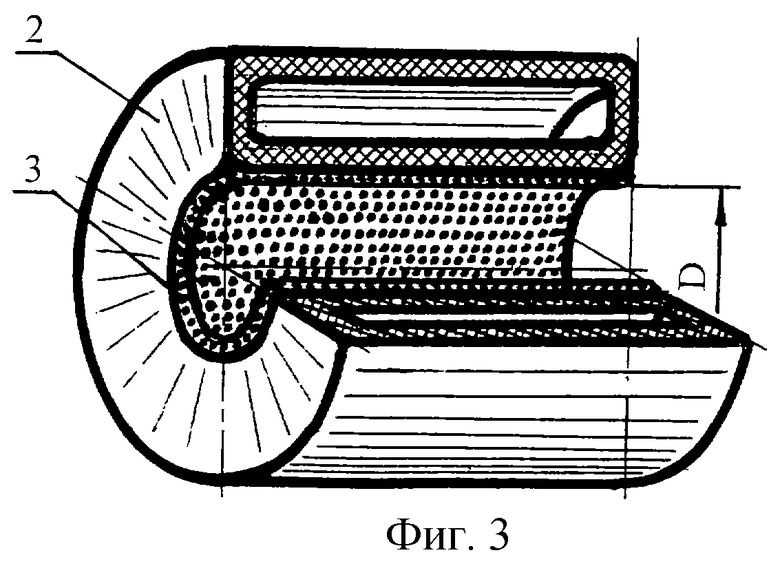
На фиг. 1 приведена схема обработки по предлагаемому способу; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - торообразная упругая оболочка с абразивным слоем на внутренней поверхности тора.
При финишной абразивной обработке винтов 1 (например, винтовых насосов, имеющих профиль и размеры D, D1, t, e, e1, показанные на фиг. 1) по предлагаемому способу в охватывающую торообразную упругую оболочку 2 с абразивным слоем 3 на внутренней поверхности тора вводят обрабатываемую деталь - винт 1. Диаметр внутренней поверхности тора оболочки 2, на котором нанесен абразивный слой 3, равен максимальному диаметру выступов обрабатываемой детали 1. При таком соотношении диаметров деталь 1 свободно входит в отверстие оболочки 2.
Для увеличения периода стойкости в качестве абразивного материала используют эльбор, искуственные и природные алмазы на каучуковой связке, толщина абразивного слоя - 1 мм и более.
Винту 1 сообщают вращения вокруг своей оси со скоростью vд = vи, равной скорости инструмента при абразивной обработке. Скорость назначается согласно характеристике охватывающей абразивной оболочки 2 и режущих свойств абразивного слоя 3, как при обычной традиционной абразивной обработке.
Охватывающая торообразная упругая оболочка 2 с абразивным слоем 3 на внутренней поверхности тора установлена в корпусе 4, который крепится на суппорте, например, токарного станка (не показан).
Обрабатываемую деталь - винт 1 закрепляют в патроне 5 шпинделя 6 передней бабки 7, например, токарного станка и поджимают центром 8 задней бабки 9.
После того как деталь 1 закреплена в патроне 5 и поджата центром 8, включают главное движение - вращение детали 1, а в упругую оболочку 2 подается под давлением Р воздух, приводящий инструмент 2 в рабочее состояние.
Одновременно с главным движением резания, которым является вращение детали 1, инструменту 2 сообщают возвратно-поступательную продольную подачу Sпp.
Упругая абразивная оболочка 2 под давлением Р воздуха охватывает обрабатываемый винт 1 с усилием пропорционально давлению Р сжатого воздуха, обеспечивая радиальную подачу врезания Sp. Внутренняя поверхность оболочки 2 увеличивается и уменьшается в диаметре и принимает форму впадин и выступов винтовой поверхности обрабатываемого винта 1, ведя интенсивную абразивную обработку по всей длине винта, захватываемой инструментом.
Таким образом, упругая оболочка 2 позволяет в процессе абразивной обработки радиальное перемещение абразивного слоя 3, способствуя равномерному распределению снимаемого припуска.
Упругая оболочка 2, являясь демпфером, сглаживает удары и уменьшает вибрации, выполняет функции люнета, ориентирует винт 1 по линии центров станка и позволяет вести охватывающую обработку длинных нежестких винтов 1 без поддержки задним центром 8.
Пример. Обрабатывался винт левый Н41.1016.01.001 винтового насоса ЭВН5-25-1500, который имел следующие размеры: общая длина - 1282 мм, длина винтовой части - 1208 мм, диаметр поперечного сечения винта - ⊘27-0,05 мм, D = 30 мм, эксцентриситет e1 = 1,65 мм, е = 3,3 мм, шаг t = 28±0,01 мм, шероховатость Ra= 0,4 мкм; винтовая поверхность однозаходная, левого направления; материал сталь 18ХГТ ГОСТ 4543-74, твердость НВ 207-228, масса 5,8 кг. Припуск на сторону - 0,25 мм. Обработка проводилась на токарно-винторезном станке мод. 16К20 с помощью охватывающей головки, состоящей из корпуса и упругой оболочки с алмазным слоем на внутренней поверхности отверстия ⊘ 30 мм и высотой тора 200 мм, толщина алмазоносного слоя 1,0 мм, содержание алмазов при 100%-ной концентрации 56 карат. Упругая оболочка изготовлялась на тканерезиновой основе и каучукосодержащей связке (аналог алмазная бесконечная бесшовная лента АЛШБ, используемая на базовом предприятии). Смазочно-охлаждающая жидкость - сульфофрезол.
Окружная скорость заготовки - vд = 169,56 м/мин (2,82 м/с), nд = 2000 об/мин, продольная подача Sпр = 2,8 мм/об, требуемая шероховатость и точность винтовой поверхности была достигнута через Тм = 5,5 мин (против T
Достоинствами предлагаемого способа абразивной обработки охватывающим инструментом являются возможность абразивной обработки валов с переменным сечением, в частности винтов, легко достижима нужная скорость резания, высокая производительность.
Преимущества предлагаемого способа абразивной обработки охватывающим инструментом: отсутствие стыков; более плавная обработка; большая жесткость технологической системы, нет необходимости поддерживать от прогиба люнетом обрабатываемый нежесткий, имеющий большую длину при малом диаметре винт (при традиционном круглом шлифовании наличие люнета обязательно); повышаются качество и точность обработки благодаря охватыванию инструментом обрабатываемой поверхности при снятии больших неравномерных припусков; в 2-3 раза повышается производительность обработки благодаря большой площади контакта инструмента с заготовкой и сокращению количества проходов.
Благодаря применению предлагаемого способа абразивной обработки винтовых поверхностей винтов охватывающим инструментом улучшается качество и повышается производительность за счет увеличенной площади контакта инструмента и заготовки, позволяющей интенсифицировать обработку винтовых поверхностей, и равномерного распределения снимаемого припуска.
Охватывающий инструмент в виде упругой оболочки, являясь демпфером, сглаживает удары и позволяет вести безвибрационную обработку, выполняет функции люнета, автоматически ориентирует деталь - винт по линии центров станка и позволяет вести охватывающую обработку длинных нежестких винтов без поддержки задним центром. Способ легко поддается автоматизации.
Источник информации
1. Абразивная и алмазная обработка материалов. Справочник. Под ред. А.Н. Резникова. - М.: Машиностроение, 1977, с.246-252, рис.3.15д - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2001 |
|
RU2203798C2 |
| ГИБКИЙ ОХВАТЫВАЮЩИЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЭКСЦЕНТРИЧНЫХ ВАЛОВ И ВИНТОВ | 2001 |
|
RU2201331C2 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2261793C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ | 2009 |
|
RU2433898C2 |
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ВИНТОВ ПРОВОЛОЧНО-АБРАЗИВНЫМ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2002 |
|
RU2230648C1 |
| УСТРОЙСТВО ДЛЯ ФИНИШНОЙ ОБРАБОТКИ | 2009 |
|
RU2433899C2 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ ВИНТОВ | 2002 |
|
RU2228240C1 |
| ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211133C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ КОЛЬЦЕОБРАЗНЫМ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 1999 |
|
RU2170650C1 |
Изобретение относится к машиностроению и может быть использовано при финишной абразивной обработке винтовых поверхностей точных винтов, например винтов винтовых насосов, из трудношлифуемых материалов методом охватывающего шлифования. Способ включает сообщение детали вращения, а инструменту - возвратно-поступательной продольной подачи. В качестве инструмента используют охватывающую деталь торообразную упругую оболочку с абразивным слоем на внутренней поверхности тора. При этом осуществляют поперечную подачу-врезание инструмента за счет подачи сжатого воздуха в упомянутую упругую оболочку, а скорость вращения детали задают в зависимости от режущих свойств абразива. Использование способа ведет к повышению качества и производительности обработки за счет увеличенной площади контакта инструмента и заготовки, позволяющей интенсифицировать обработку винтовых поверхностей, и равномерному распределению снимаемого припуска. 1 з.п.ф-лы, 3 ил.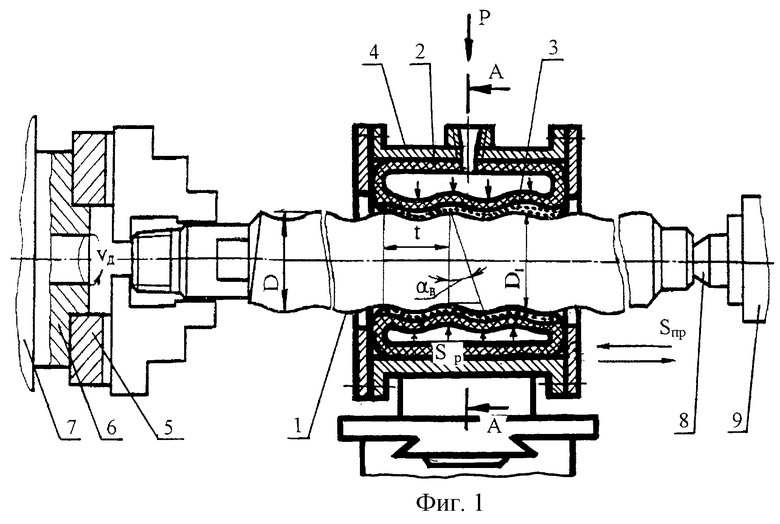
| Способ доводки винтовых поверхностей | 1986 |
|
SU1328170A1 |
| Способ обработки заготовок эластичным инструментом | 1986 |
|
SU1340993A1 |
| Способ обработки криволинейных поверхностей | 1984 |
|
SU1230801A1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2167748C1 |
| DE 3516619 A1, 21.11.1985. | |||

