Изобретение относится к машиностроению, к области станкостроения и инструментальному производству, и может быть использовано при финишной абразивной обработке эксцентричных валов и винтовых поверхностей точных винтов, например винтов винтовых насосов, из трудношлифуемых материалов методом охватывающего шлифования.
Известен абразивный инструмент для шлифования тел вращения со сложной фасонной поверхностью в виде абразивной бесконечной ленты, прижатой жестким или упругим контртелом [1].
Недостатками приведенного абразивного инструмента являются: сравнительно низкая стойкость ленты; сложная система управления кинематикой ленточного шлифования; сложное агрегатирование и автоматизация процесса ленточного шлифования; низкая производительность, невысокая точность и качество обработки.
Задачей изобретения является повышение качества, производительности и точности обработки эксцентричных валов и винтов за счет использования гибкого охватывающего абразивного инструмента, увеличивающего площадь контакта инструмента и заготовки и позволяющего интенсифицировать обработку сложных поверхностей тел вращения.
Поставленная задача решается предлагаемым гибким охватывающим абразивным инструментом для обработки эксцентричных валов и винтов, состоящим из абразивной части, нанесенной на гибкую основу, при этом гибкая основа взята в виде охватывающей деталь торообразной упругой оболочки с абразивным слоем на внутренней поверхности отверстия тора.
Кроме того, гибкий охватывающий абразивный инструмент приводится в рабочее состояние путем подачи сжатого воздуха в упругую оболочку, причем инструмент предназначен для обработки винтов винтовых насосов.
Конструкция гибкого охватывающего абразивного инструмента для обработки эксцентричных валов и винтов поясняется чертежами.
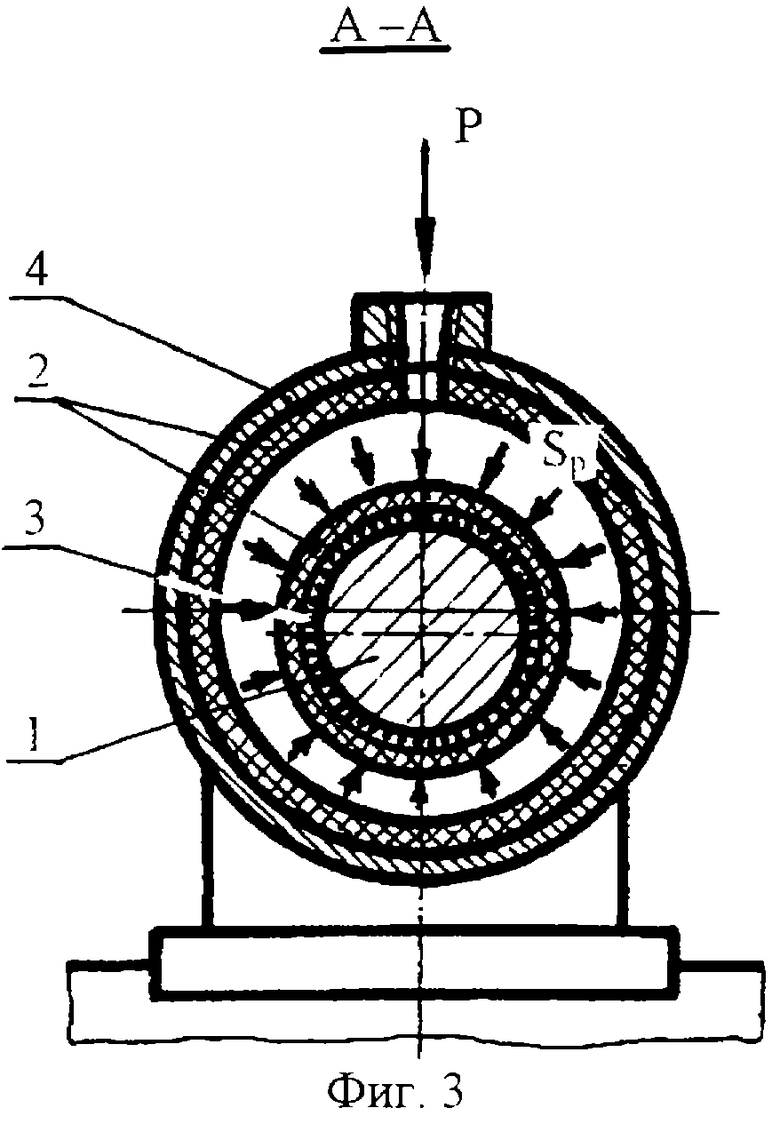
На фиг. 1 приведена конструкция гибкого охватывающего абразивного инструмента в виде торообразной упругой оболочки с абразивным слоем на внутренней поверхности отверстия тора; на фиг.2 - схема обработки винтов винтовых насосов предлагаемым инструментом; на фиг.3 - разрез А - А на фиг.2.
Финишная абразивная обработка винтов 1 (например, винтовых насосов, имеющих профиль и размеры D, D1, t, e, e1, показанные на фиг.2) предлагаемым инструментом заключается в следующем.
В гибкую охватывающую торообразную упругую оболочку 2 с абразивным слоем 3 на внутренней поверхности тора вводят обрабатываемую деталь - винт 1. Диаметр гибкой внутренней поверхности тора оболочки 2, на котором нанесен абразивный слой 3, равен максимальному диаметру выступов обрабатываемой детали 1. При таком соотношении диаметров деталь 1 свободно входит в отверстие оболочки 2, которая находится в нерабочем состоянии.
Для увеличения периода стойкости инструмента в качестве абразивного материала используют эльбор, искусственные и природные алмазы на каучуковой связке, толщина абразивного слоя 3 составляет 1 мм и более.
Винту 1 сообщают вращение вокруг своей оси со скоростью Vд=Vи, равной скорости инструмента при традиционной абразивной обработке. Скорость назначается согласно характеристики и режущих свойств абразивного слоя 3, закрепленного на внутренней поверхности отверстия инструмента - упругого тора, на его охватывающей оболочке 2.
Охватывающая торообразная упругая оболочка 2 с абразивным слоем 3 на внутренней поверхности тора установлена в корпусе 4 головки, которая крепится на суппорте, например, токарного станка (не показан).
Обрабатываемую деталь - винт 1 закрепляют в патроне 5 шпинделя 6 передней бабки 7, например, токарного станка и поджимают центром 8 задней бабки 9.
После того как деталь 1 закреплена в патроне 5 и поджата центром 8, включают главное движение - вращение детали 1, а инструмент приводят в рабочее состояние путем подачи в упругую оболочку 2 через штуцер и ниппель (не показан) под давлением Р сжатого воздуха.
Одновременно с главным движением резания, которым является вращение детали 1, инструменту 2 сообщают возвратно-поступательную продольную подачу Sпр.
Инструмент, его упругая абразивная оболочки 2, под давлением Р воздуха охватывает обрабатываемый винт 1 с усилием пропорционально давлению Р сжатого воздуха, обеспечивая радиальную подачу врезания Sp абразива. Внутренняя поверхность оболочки 2 увеличивается и уменьшается в диаметре и принимает форму впадин и выступов винтовой поверхности обрабатываемого винта 1 и других фасонных поверхностей вращения, ведя интенсивную абразивную обработку по всей длине винта, захватываемой инструментом.
Таким образом, упругая оболочка 2 гибкого охватывающего инструмента позволяет в процессе абразивной обработки осуществить радиальное перемещение абразивного слоя 3, способствуя равномерному распределению снимаемого припуска.
Гибкий охватывающий инструмент в виде упругой оболочки 2, являясь демпфером, сглаживает удары и уменьшает вибрации, выполняет функции люнета, ориентирует винт 1 по линии центров станка и позволяет вести охватывающую обработку длинных нежестких винтов 1 без поддержки задним центром 8.
Обрабатывался винт левый Н41.1016.01.001 винтового насоса ЭВН5-25-1500, который имел следующие размеры: общая длина -1282 мм, длина винтовой части - 1208 мм, диаметр поперечного сечения винта - ⊘27-0,05мм, D=30 мм, эксцентриситет e1=1,65 мм, е=3,3 мм, шаг t = 28±0,01мм,, шероховатость Ra=0,4 мкм; винтовая поверхность однозаходная, левого. направления; материал - сталь 18ХГТ ГОСТ 4543-74, твердость НВ 207-228, масса - 5,8 кг. Припуск на сторону - 0,25 мм. Обработка проводилась на токарно-винторезном станке мод. 16К20 с помощью гибкого охватывающего инструмента в виде упругой оболочки с алмазным слоем на внутренней поверхности отверстия ⊘ 30 мм и длиной 200 мм, толщина алмазоносного слой 1,0 мм, содержание алмазов при 100%-ной концентрации - 56 карат. Упругая оболочка инструмента изготовлялась из тканерезинового материала и каучукосодержащей связки (аналог - алмазная бесконечная бесшовная лента АЛШБ, используемая на базовом предприятии). Инструмент закреплялся в головке, состоящей из корпуса и боковых крышек, на суппорте станка. Сжатый воздух подавался через штуцер и нипель под давлением Р=0,4 МПа. Смазочно-охлаждающая жидкость - сульфофрезол.
Окружная скорость заготовки - Vд= 169,56 м/мин (2,82 м/с), nд=2000 об/мин, продольная подача Sпр=2,8 мм/об, требуемая шероховатость и точность винтовой поверхности была достигнута через Тм=5,5 мин (против Тм баз=16,5 мин по базовому варианту при традиционном шлифовании с помощью шлифовальной головки, с последующим полированием алмазной лентой на токарном станке 1К62 на АО "Ливгидромаш"). Контроль проводился скобой индикаторной с индикатором ИЧ10Б кл. 1 ГОСТ 577-68. Накопленная погрешность между любыми не соседними шагами была не более 0,1 мм, просвет при контроле лекальной линейкой образующих по диаметру выступов - не более 0,07 мм, что допустимо по ТУ.
Достоинствами предлагаемого гибкого охватывающего инструмента являются возможность абразивной обработки валов с переменным сечением, в частности винтов винтовых насосов, эксцентричных и других сложнопрофильных валов, легко достижима нужная скорость резания, высокая производительность.
Преимущества предлагаемого гибкого охватывающего инструмента для абразивной обработки: отсутствие стыков; более плавная обработка; большая жесткость технологической системы, нет необходимости поддерживать от прогиба люнетом обрабатываемый нежесткий, имеющий большую длину при малом диаметре винт (как при традиционном круглом шлифовании); повышается качество и точность обработки благодаря охватыванию инструментом обрабатываемой поверхности при снятии больших неравномерных припусков; в 2-3 раза повышается производительность обработки благодаря большой площади контакта инструмента с заготовкой и сокращению количества проходов.
Благодаря применению предлагаемого охватывающего инструмента для абразивной обработки сложных и винтовых поверхностей винтов улучшается качество и повышается производительность за счет увеличенной площадь контакта инструмента и заготовки, позволяющей интенсифицировать обработку сложных и винтовых поверхностей и равномерно распределить снимаемый припуск.
Гибкий охватывающий инструмент в виде упругой оболочки, являясь демпфером, сглаживает удары и позволяет вести безвибрационную обработку, выполняет функции люнета, автоматически ориентирует деталь - винт по линии центров станка и позволяет вести охватывающую обработку длинных нежестких винтов без поддержки задним центром.
Способ, реализованный с помощью предлагаемого инструмента, легко поддается автоматизации.
Источники информации
1. Абразивная и алмазная обработка материалов. Справочник. / Под ред. А. Н.Резникова. - М.: Машиностроение, 1977. С. 246-252 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2001 |
|
RU2200077C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2001 |
|
RU2203798C2 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2261793C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ | 2009 |
|
RU2433898C2 |
| УСТРОЙСТВО ДЛЯ ФИНИШНОЙ ОБРАБОТКИ | 2009 |
|
RU2433899C2 |
| СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ВИНТОВ ПРОВОЛОЧНО-АБРАЗИВНЫМ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2002 |
|
RU2230648C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ КОЛЬЦЕОБРАЗНЫМ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 1999 |
|
RU2170650C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ ВИНТОВ | 2002 |
|
RU2228240C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2167748C1 |

Изобретение относится к машиностроению, в частности к области станкостроения и инструментальному производству, и может быть использовано при финишной абразивной обработке эксцентричных валов и винтовых поверхностей точных винтов, например винтов винтовых насосов, из трудношлифуемых материалов методом охватывающего шлифования. Инструмент состоит из абразивного слоя, нанесенного на гибкую основу, которая выполнена в виде охватывающей деталь торообразной упругой оболочки, а абразивный слой нанесен на внутреннюю поверхность отверстия тора. Кроме того, гибкий охватывающий абразивный инструмент приводится в рабочее состояние путем подачи сжатого воздуха в упругую оболочку и предназначен для обработки винтов винтовых насосов. Применение предлагаемого охватывающего инструмента для абразивной обработки сложных и винтовых поверхностей винтов позволяет улучшить качество и производительность обработки за счет увеличенной площади контакта инструмента и заготовки, позволяющей интенсифицировать обработку сложных и винтовых поверхностей и равномерно распределить снимаемый припуск. 1 з.п. ф-лы, 3 ил.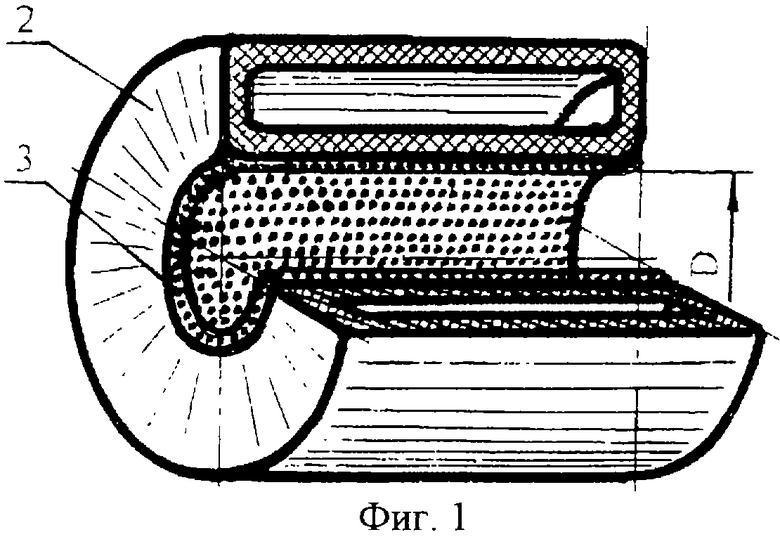
| Наиболее близкий аналог не обнаружен | |||
| Способ обработки заготовок эластичным инструментом | 1986 |
|
SU1340993A1 |
| Способ обработки криволинейных поверхностей | 1984 |
|
SU1230801A1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2167748C1 |
| DE 3516619 А1, 21.11.1985. | |||

