1
Изобретение относится к области обработки металлов давлением, а именно к способам изготовления заготовок для изделий типа диска.
Известен способ изготовления заготовок 5 тина дисков, включающий операции осадки исходной заготовки, полученной из слитка, нрошивки и протяжки на оправке 1.
Недостатком указанного снособа является низкое качество получаемых изделий за 10 счет возникновения на завершающей операции осадки в кольцах трещин на поверхности осаживаемой заготовки, что в первую очередь присуще процессу при использовании труднодеформируемых материалов. 15
Целью изобретения является повыщение качества изделий при их производстве из труднодеформируемых материалов, за счет устранения трещинообразования.
Указанная цель достигается тем, что в 20 способе изготовления заготовок типа дисков, включающем операции осадки исходной заготовки, полученной из слитка, ее прошивки, протяжки на оправке, протяжку осуществляют до получения кольца со 25 стенкой толщиной, равной толщине готовой заготовки диска, после чего указанное кольцо разрезают по образующей, осуществляют его развертку, правку и вырезку заготовок.
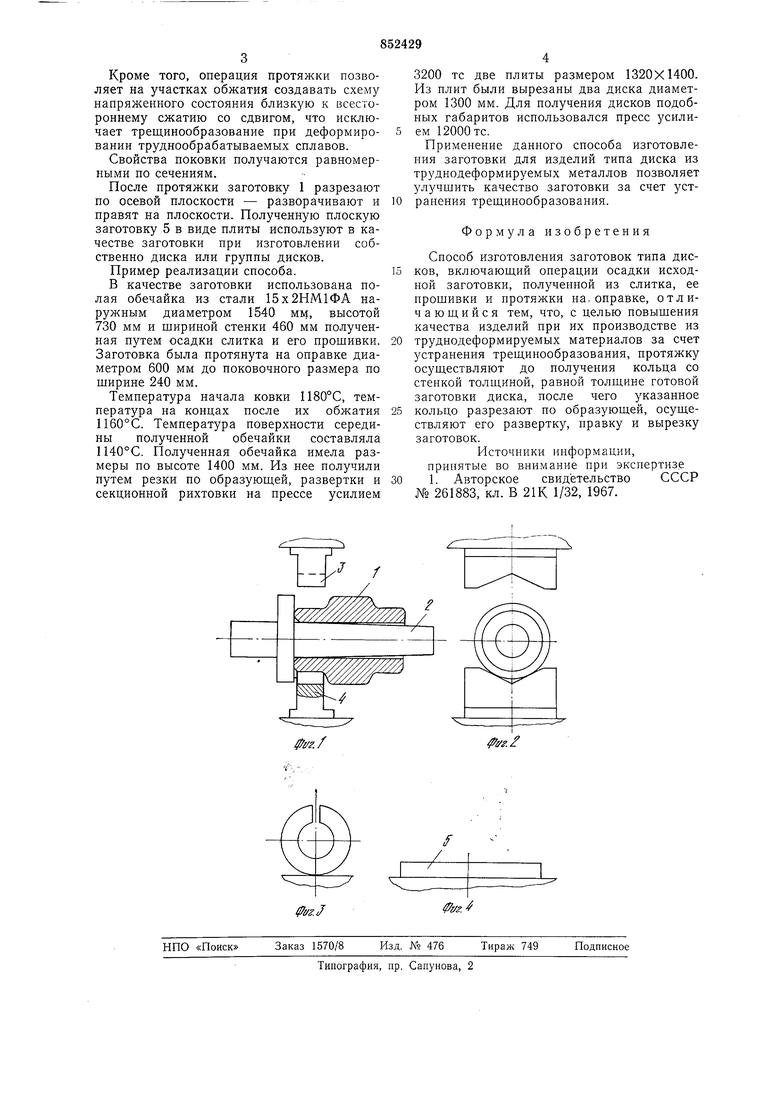
На фиг. 1 показана протяжка на оправке полой заготовки, полученной из слитка осадкой и прошивкой, вид сбоку; на фиг. 2 - то же, вид с торца; на фиг. 3 показана разрезка по образующей протянутой заготовки; на фиг. 4 - правка развернутой заготовки.
Процесс осуществляется следующим образом.
Нагретую до ковочной температуры полую заготовку 1 надевают на оправку 2, подают в зону ковки и протягивают бойками 3 и 4. При протяжке полой заготовки вначале обжимают ее края таким образом, чтобы конечные размеры стенки заготовки по краям стали равны размеру заготовки диска по высоте, а затем осуществляют протяжку центральной части. Протяжка с первоначальными обжатиями заготовок по краям позволяет уложиться в узкий интервал ковки, так как вначале протягивают места наиболее подверженные остыванию, а затем переходят к центральной части, которая сохраняет ковочную температуру значительно дольще, чем крайние области.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПОКОВОК КОВКОЙ | 2007 |
|
RU2369459C2 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДНИЩА (КРЫШКИ) РЕАКТОРА ИЗ СЛИТКА | 2009 |
|
RU2412777C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| Способ изготовления поковок из слитка | 1989 |
|
SU1747227A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ РЕАКТОРА | 2010 |
|
RU2449852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2024 |
|
RU2839977C1 |
| Способ ковки полых поковок | 1986 |
|
SU1391791A1 |
| Способ изготовления плоских плит | 1990 |
|
SU1770016A1 |
| Способ изготовления полых цилиндрических изделий | 1988 |
|
SU1540918A1 |
