1
Изобретение относится к области обработки металлов давлением, а именно к способам получения деталей с наружной резьбой.
Известен способ изготовления деталей с наружной резьбой путем деформирования заготовки с формовкой резьбы 1.
Недостатком известного способа является высокая себестоимость изготовления деталей, к которым не предъявляются высокие требования к точности изготовления.
Целью изобретения является снижение себестоимости.
Указанная цель достигается тем, что в способе изготовления деталей с наружной резьбой путем деформирования заготовки с формовкой резьбы при деформировании заготовку на участке под резьбу расплющивают до толщины, меньшей внутреннего диаметра готовой резьбы, а формовку резьбы производят на боковых поверхностях полученного полуфабриката с меньшей шириной, одновременно деформируя указанный участок с приложением усилия в направлении, перпендикулярном к направлению приложения усилия при расплющивании.
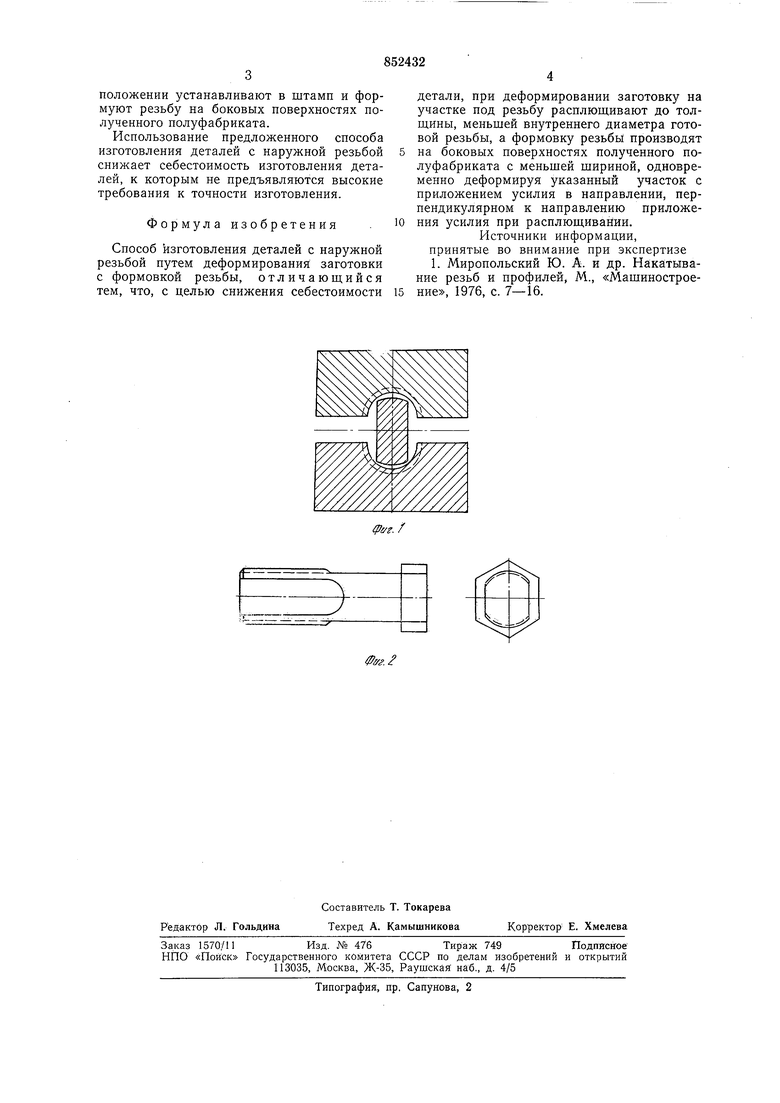
На фиг. 1 показано положение полуфабриката, полученного после расплющивания
в штампе перед началом выдавливания резьбы; на фиг. 2 - готовая деталь.
Предлол енный способ изготовления наружной резьбы состоит в следующем.
5 Заготовку на участке будущей резьбы расплющивают до толщины, меньшей внутреннего диаметра готовой резьбы, затем ее поворачивают на 90° вокруг оси, устанавливают в штамп, в котором выполнена
10 резьба на рабочей поверхности полуматриц и деформируют до смыкания полуматриц штампа. При этом стержень после формирования резьбы деформируется до размера, соответствующего диаметру резьбы, а металл, благодаря пластической деформации, заполняет пустоты в штампе с боков.
Для обеспечения свободы пластической деформации металла и предотвращения образования облоя резьбовые витки с боков
20 штампа не должны полностью заполняться металлом.
Поэтому на этих участках высота профиля резьбы получается заниженной.
Пример использования предложенного
25 способа берут при изготовлении резьбы, например, М8, заготовку диаметром 6,6 мм и расплющивают ее до размера 3,8 мм. После чего полученный полуфабрикат поворачивают на 90° вокруг оси и в таком положении устанавливают в штамп и формуют резьбу на боковых поверхностях полученного полуфабриката. Использование предложенного способа изготовления деталей с наружной резьбой снижает себестоимость изготовления деталей, к которым не предъявляются высокие требования к точности изготовления. Формула изобретения Способ изготовления деталей с наружной резьбой путем деформирования заготовки с формовкой резьбы, отличающийся тем, что, с целью снижения себестоимости детали, при деформировании заготовку на участке под резьбу расплющивают до толщины, меньшей внутреннего диаметра готовой резьбы, а формовку резьбы производят на боковых поверхностях полученного полуфабриката с меньшей шириной, одновременно деформируя указанный участок с приложением усилия в направлении, перпендикулярном к направлению приложения усилия при расплющивании. Источники информации, принятые во внимание при экспертизе 1. Миропольский Ю. А. и др. Накатывание резьб и профилей М., «Машиностроение, 1976, с. 7-16.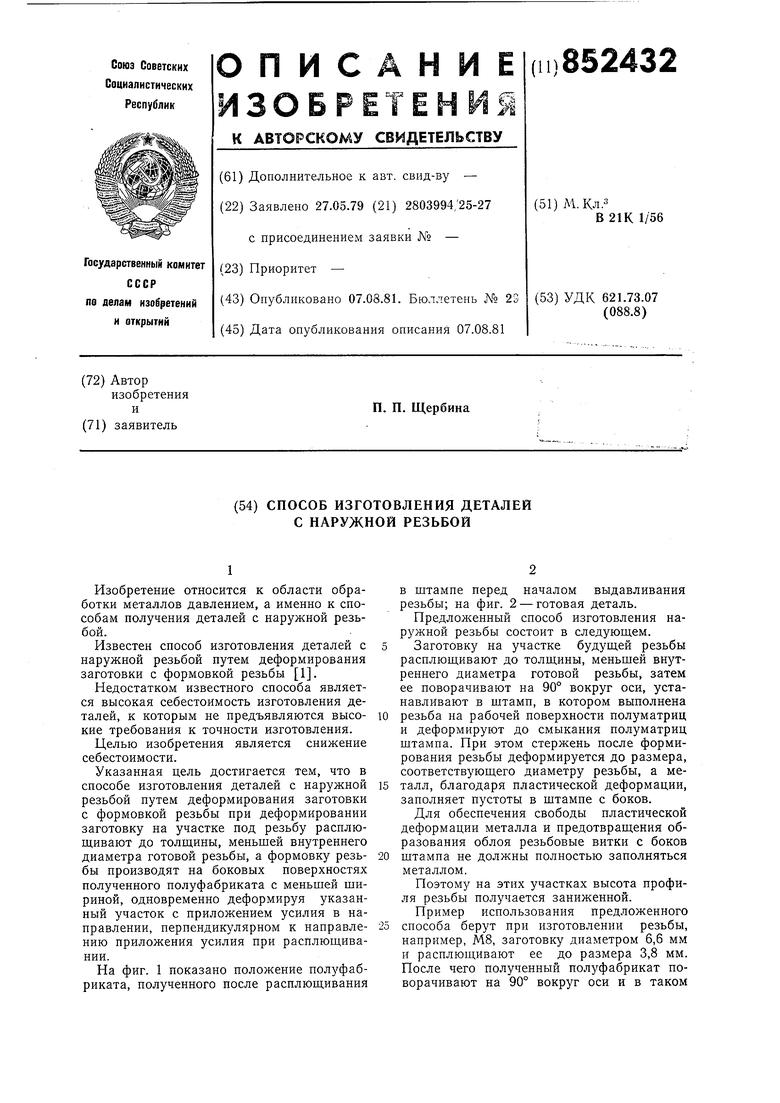
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СФЕРИЧЕСКИХ ИЗДЕЛИЙ С ОДНИМ ИЛИ ДВУМЯ ОСЕСИММЕТРИЧНЫМИ ОТВОДАМИ | 2009 |
|
RU2410188C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ | 2008 |
|
RU2368445C1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| Способ и устройство для штамповки блисков | 2021 |
|
RU2766625C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ПОКОВОК С ФЛАНЦЕМ | 2013 |
|
RU2540026C1 |
| Способ изготовления сферических днищ с вафельным оребрением из листовых заготовок | 1980 |
|
SU931263A1 |
| Способ изготовления деталей типа стакана с фланцем | 1978 |
|
SU772668A1 |
| Способ ротационной вытяжки полых деталей | 1984 |
|
SU1186323A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ОТВОДАМИ | 1998 |
|
RU2149722C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
