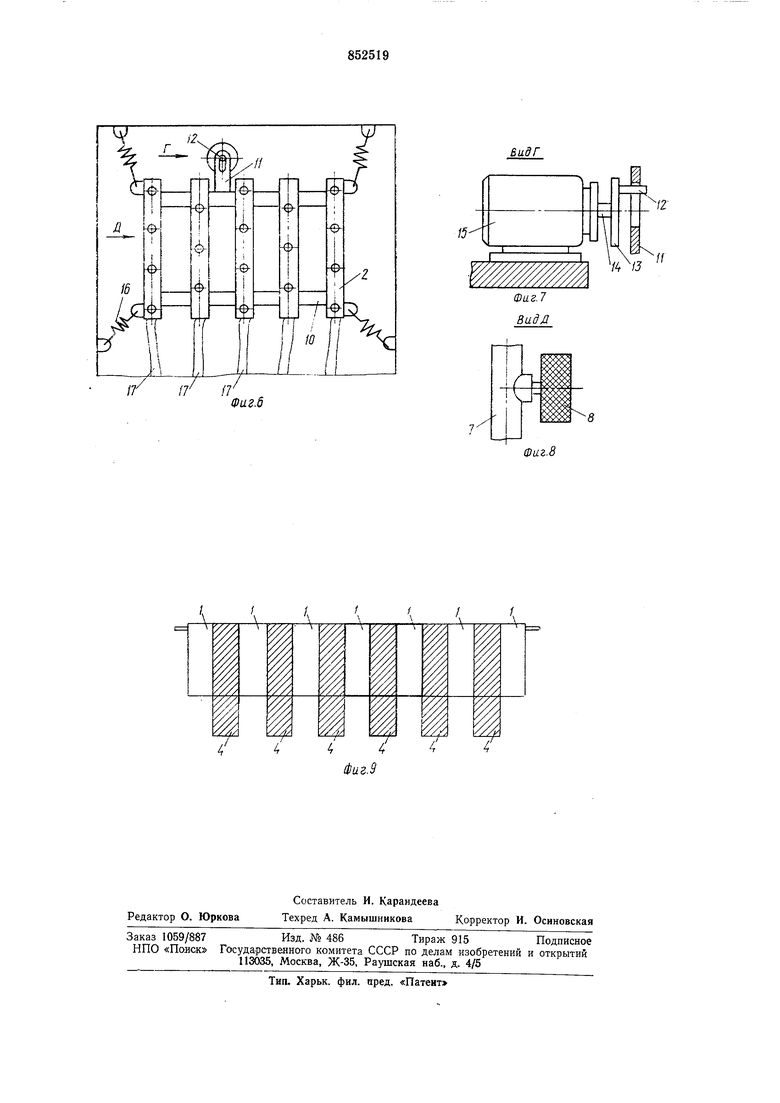
Коллекторы 2 установлены на раме 10, на которой крепится водило 11 с пазом, в которые входит- палец 12, установленый на эксцентрике 13, связанном с валом 14 электродвигателя 15. Детали 11, 12, 13, 14 и 15 составляют механизм качанная. Рама. 10 установлена в камере на пружинной подвеске 16. К, коллекторам 2 подведены трубо проводы 17 для подвода рабочей среды. Колекторы 5 установлены в направляющих 18 и соединены с трубопроводами 19 для подвода сжатого воздуха. В верхней части рабочих камер 1 установлен туннель 20, в котором размещен подвесной конвейер 21 для транспортировки обрабатываемых деталей 22. В нижней части рабочей камеры 1 расположена ванна 23 для слива рабочей среды. В верхней части располол ены отсасывающие трубопроводы 24, токоподводы 25 и изоляторы 26.
Работает установка для абразивоструйной обработки деталей следующим образом.
На подвесном конвейере 21 обрабатываемые детали 22 перемещаются впутри рабочих камер /. Рабочая среда через сопла 3 коллектора 2 подается на обрабаты ;аемую деталь 22, которая подвергаетс.ч струйной обработке. Во время указанной обработки коллектор 2 с помощью механизма качания (детали 11-15} соверщает возвратно-поступательное движение вдоль поверхности деталей 22, обеспечивая этим равномерное распределение рабо.16
2а
чей среды, распыляемой
по поверхности детали.
Для предотвращения выброса рабочей среды из камер 1 через зазоры между
обрабатываемой деталью 22 и трубками 7 через сопла 6 подается сжатый воздух, а рамки 22 обеспечивают заранее заданный
зазор между деталью и соплом.
Формула изобретения
Установка для абразивоструйной обработки деталей, содержащая подвесной конвейер непрерывного действия для переноса обрабатываемых деталей из одной рабочей камеры в другую, каждая из которых имеет коллектор с соплами для подачи рабочей среды на обрабатываемую поверхность детали, отличающаяся тем, что, с целью обеспечения возможности сохранения постоянного зазора между соплом и обрабатываемой деталью при обработке деталей различной конфигурации, она снабжена коллектором с соплами для подачи сжатого воздуха, выполненного из полых параллельно расположенных с возможностью перемещения друг относительно друга трубок, снабженных пластинами, на которых размещены направляющие ролики.
Источник информации принятый во внимание при экспертизе:
1. Авторское свидетельство СССР № 1ЭОЭ66, В 24 С 3/06, 1960. ,
6 2 26
25f8 ., / 2/
-25 /2б
-25 -20
IS IS
f9
U

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для химической и электро-ХиМичЕСКОй ОбРАбОТКи издЕлий | 1979 |
|
SU819219A1 |
| Дробеметная установка для упрочнения деталей | 1988 |
|
SU1801729A1 |
| УСТАНОВКА ДЛЯ ДРОБЕСТРУЙНОЙ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2022 |
|
RU2794311C1 |
| Абразивоструйное устройство | 1984 |
|
SU1268391A1 |
| Абразивоструйное устройство | 1987 |
|
SU1437203A1 |
| Аппарат для абразивоструйной обработки деталей | 1985 |
|
SU1341004A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВОСТРУЙНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2001 |
|
RU2207242C2 |
| Пневмодробеструйное устройство для обработки деталей | 1978 |
|
SU1689052A1 |
| Способ абразивоструйной обработки внутренних поверхностей деталей | 1985 |
|
SU1301673A1 |
| Устройство для абразивоструйной обработки деталей | 1980 |
|
SU865642A1 |

6 22
(Da 3-2
Фиг-3
5-5
П
225-3
Фиг.5
БидГ
/2
15а
и 74 /J
Фа г. 7 ВадД
т
44
liiuz.d
