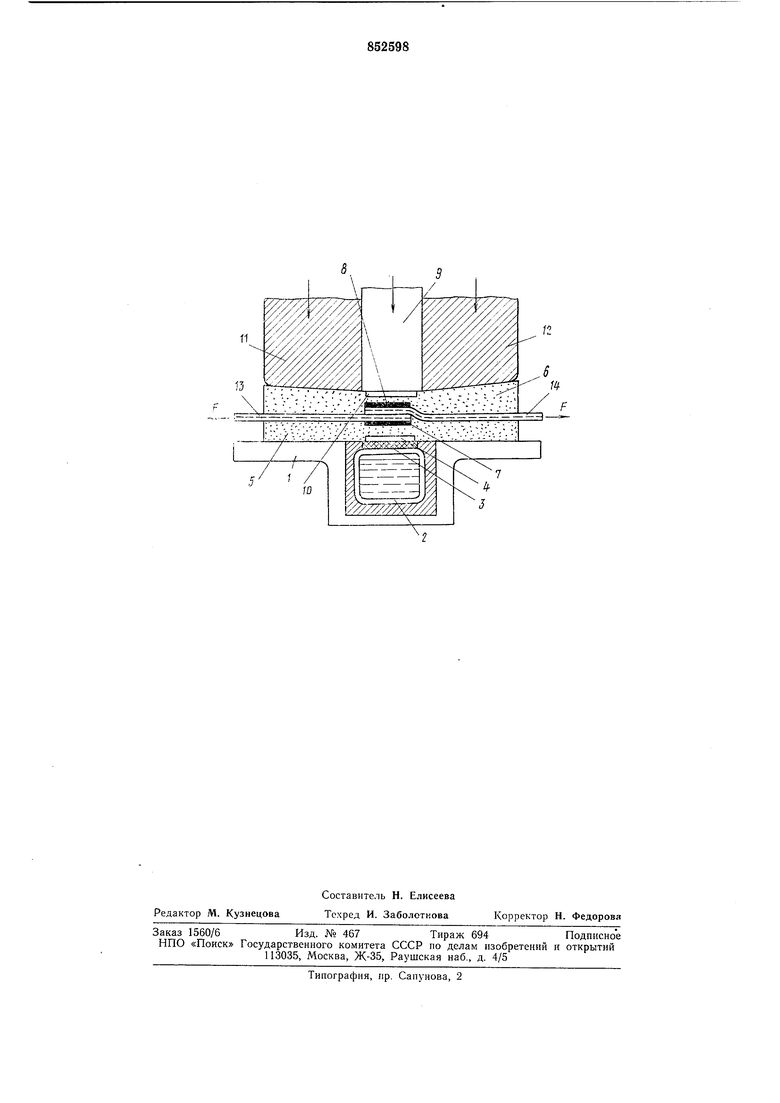
На чертеже изображено устройство для осуществления способа, продольный разрез.
Устройство для сварки внахлест термопластичных пленок содержит основание 1, в котором расположена гидравлическая подушка 2. Эта подушка сверху имеет термозаш,итную прокладку 3, на которой закреплен ленточный нагреватель 4, являюш,ийся источником тепла. На основании 1 уложена упругая прокладка 5, на которую помеш,ены собранные внахлест свариваемые детали. На них размеш ена упругая прокладка 6. Прокладки 5 и 6 могут быть выполнены из пористой резины. Нахлесточное соединение снизу и сверху заш,иш,ается адгезионными прокладками 7 и 8.
Центральная подвижная траверса 9 на торце имеет ленточный нагреватель 10, а по ее боковым поверхностям установлены дополнительные подвижные траверсы 11 и 12, рабочие торцовые поверхности которых выполнены со скосом в направлении от боковых поверхностей, контактируюших с центральной подвижной траверсой, к их внешним поверхностям.
Сварка пленок на устройстве осуществляется следующим образом.
На упругую прокладку 5 укладывают адгезионную прокладку 7, а на нее собранные внахлест пленки 13 и 14, подлежащие сварке. Сверху накладывают адгезионную прокладку 8, а затем упругую прокладку 6 и, опустив на нее центральную траверсу 9, создают рабочее давление в гидравлической подушке 2, задавая необходимое сварочное давление.
Нагрев осуществляют с помощью ленточных нагревателей 4 и 10 до температуры вязкотекучего состояния термопласта и поддерживают ее в соответствии с заданным термическим циклом.
За счет теплового потока, поступающего сквозь резиновые прокладки, пленки 13 и 14 плавятся, а вследствие приложенного давления расплав течет вправо и влево от оси нахлеста.
Растяжение осуществляют с помощью подвижных дополнительных траверс 11 и 12, которые опускают на упругую прокладку 6, сжимая ее у центральной траверсы пресса, и создают в упругих прокладках поперечные растягивающие силы F под воздействием скоса рабочих поверхностей траверс 11 и 12. Под действием растягивающих сил происходит натяжение, а затем взаимное смещение пленок 13 и 14 в области нахлеста. В результате натяжения происходит
выправление гофр и складок, возникших в околошовной зоне при течении расплава. При смещении пленок в нахлесте происходит разрушение поверхностных контактирующих слоев свариваемой пленки, обеспечивается взаимодействие макромолекул и интенсифицируются реологические процессы в зоне контакта соединяемых деталей, тем самым обеспечивается равномерный процесс сварки по всей площади нахлеста.
Величину смещения выбирают в каждом конкретном случае в зависимости от величины нахлеста от 0,5 до 4 мм.
Предлагаемые способ и устройство обеспечивают получение прочного сварного
шва с заплавленными кромками.
Формула изобретения
1.Способ сварки внахлест термопластичных пленок, включающий нагрев свариваемых поверхностей с приложением к ним давления и последующее растяжение пленок в направлении, перпендикулярном к оси шва в плоскости нахлеста пленок, отличающийся тем, что, с целью повышения прочности сварного соединения при сварке армированных пленок, растяжение пленок осуществляют не снимая давления со свариваемых поверхностей.
2.Устройство для осуществления способа по п. 1, содержащее основание, центральную подвижную траверсу и ленточные нагреватели, отличающееся тем, что устройство снабжено установленными с возможностью продольного перемещения
с обеих сторон центральной подвижной траверсы дополнительными траверсами, рабочие торцовые поверхности которых скошены в направлении от боковых поверхностей, контактирующих с центральной
подвижной траверсой, к их внешним поверхностям, и упругими прокладками, расположенными между рабочими поверхностями траверс и основанием.
Источники информации,
принятые во внимание при экспертизе
1.Патент Японии 48-11589, кл. 25/5/L 21, Ю73 (прототип).
2.Зайцев К. И. и др. Сварка пластмасс.-М.: Машиностроение, 1978, с. 68-
70 (прототип).
/ /
-
/ i.-..J//
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывной сварки полимерных пленок | 1980 |
|
SU903158A1 |
| Устройство для сварки полимерных материалов | 1988 |
|
SU1622152A1 |
| Способ соединения пластмассовых рукавов и устройство для его осуществления | 1990 |
|
SU1782769A1 |
| Устройство для сварки полимерных материалов | 1989 |
|
SU1650465A1 |
| СПОСОБ ФОРМИРОВАНИЯ НЕПРЕРЫВНОЙ ЛЕНТЫ ДЛЯ ЛЕНТОЧНОГО СЕПАРАТОРА | 2002 |
|
RU2309847C2 |
| Способ сварки внахлест Т-образными швами термопластичных пленок | 1986 |
|
SU1368190A1 |
| Устройство для высокочастотной электросварки пластиката | 1959 |
|
SU124106A1 |
| Устройство для контактной тепловой сварки термопластичных материалов | 1981 |
|
SU1014735A1 |
| Устройство для двусторонней контактной тепловой сварки полимерных материалов | 1990 |
|
SU1722861A1 |
| ОБРАЗЕЦ ДЛЯ ИСПЫТАНИЯ ДИФФУЗИОННОГО СОЕДИНЕНИЯ ЛИСТОВЫХ ЗАГОТОВОК НА СДВИГ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ИСПЫТАНИЯ | 2011 |
|
RU2490613C2 |