1
Изобретение относится к области изготовления резиновых технических изделий и предназначено для вулканизации, например, ириводных ремней.
Известна форма для вулканизации бесконечных резиновых изделий, содержащая составной цилиндрический сердечник, образованный двумя парами противолежащих сегментов, и механизм для сведения и разведения сегментов в виде ползуна с клиньями, взаимодействующими с сегмента.ми 1.
Вследствие такого конструктивного выполнения формы при разборке ее необходимо сначала вывести ползун с клиньями, а затем пару одних сегментов, что значительпо удлиняет время перезарядки формы и снижает ее производительность.
Указанные недостатки частично устранены в другой известной форме для вулканизации бесконечных резиновых изделий, содержащей две пары диаметрально противоположно расположенных больщих и малых сегментов с наклонными плоскостями разъема и механизм для складывания сегментов с расположенным по центру формы приводным валом 2. В известной прессформе вал имеет участки с противоположными нарезками и установленные на них гайки, связанные посредством шарнирных тяг с малыми сегментами, а механизм для
складывания сгементов имеет еще и приводные ходовые винты, связанные с большими сегментами.
При складывании известной формы сначала сводят малые сектора, поворачивая вал, а затем сводят к центру большие сектора, перемешая их приводными ходовыми винтами.
Паличие раздельных узлов для складывания больших и малых сегментов усложняет конструкцию формы и ограничивает ее производительность, так как поэтапное, складывание сегментов удлиняет время перезарядки формы.
Целью изобретения является упрощение конструкции формы и повышение ее производительности.
Для достижения поставленной цели в 20 форме для вулканизации бесконечных резиновых изделий, содержащей две пары диаметрально противоположно распололсенных больших и малых сегментов и механизм для складывания сегментов с расположен25 ны.м по центру формы приводным валом, на валу смонтированы эксцентрики, щарнирно соединенные посредством шатунов с сегментами, причем эксцентрики каждой пары сегментов расположены симметрично 30 относительно продольной оси вала.
Форма снабл ена неподвижными направляющими, расположенными параллельно направлению перемещения сегментов, а в последних выполнены пазы для направляющих.
На плоскостях разъема соседних сегментов выполнены взаимодействующие выступы и впадины.
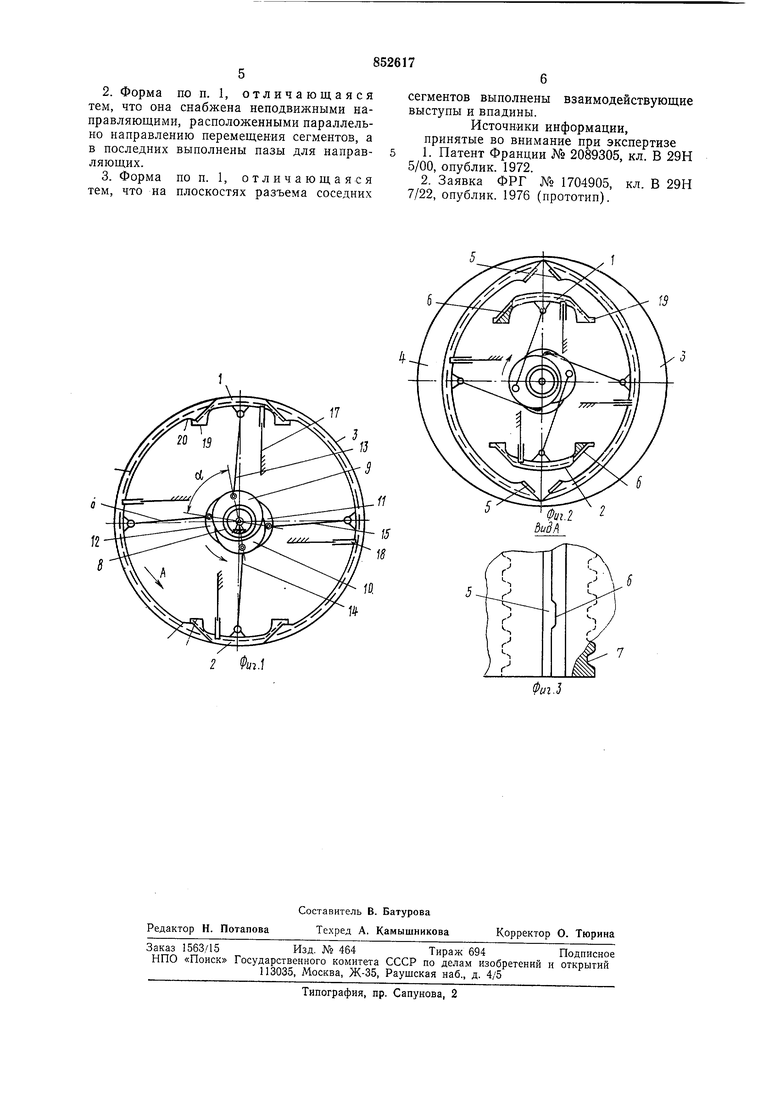
На фиг. 1 изображена предлагаемая форма в рабочем положении, вид в плане; на фиг. 2 - то же, в исходном положении; на фиг. 3 - вид А на фиг. 1.
Форма для вулканизации бесконечных резиновых изделий содержит две пары диаметрально противоположно расположенных малых 1 и 2 и больших 3 и 4 сегментов с наклонными плоскостями разъема, расположенными под углом 45 к направлению неремещения сегментов.
На плоскостях разъема соседних сегментов выполнены взаимодействующие выстуны 5 и впадины 6. На наружных поверхностях сегментов имеются формующие канавки 7.
Форма имеет механизм для складывания сегментов, выполненный в виде расположенного по центру формы приводного вала 8 (нривод вала на фигурах не показан) и смонтированных на нем эксцентриков 9, 10, И и l2 посредствОхМ шатунов 13, 14, 15 и 16, шарнирно связанных соответственно с сегментами 1, 2, 3 и 4. Эксцентрики каждой пары сегментов расположены симметрично относительно вала 8. Для обеспечения прямолинейного перемещения сегментов форма снабжена неподвижными направляющими 17, расположеннььми параллельно перемещению сегментов, а в последних выполнены пазы 18 для направляющих.
Малые сегменты 1 и 2 выполнены с выступами 19 на обращенных к центру формы основаниях, а больщие сегменты 3 и 4 - с площадками 20, взаимодействующими с выступами 19.
Для ооеспечения надежной фиксации сегментов в рабочем положении пара эксцентриков 9 и 10 установлена на приводном валу 8 к паре эксцентриков И и 12 под углом а 90, при котором обеспечивается расположение шатунов 13 и 14 до мертвой точки, а шатунов 15 и 16 - за мертвой точкой по ходу вращения приводного вала 8.
Форма работает следующим образом.
В исходном положении формы (фиг. 2) сегменты 1 и 2 сведены к центру, и ее периметр имеет минимальное значение, позволяющее загрузить сырые заготовки изделий, например ремней (на чертеже не показаны). Вращением приводного вала 8 по часовой стрелке пары сегментов посредством эксцентриков и шатунов одновременно прямолинейно перемещаются во взаимно перпендикулярных направлениях от центра формы до упора выступов 19 в
площадки 20 и центрируются в рабочем 1оложении (фиг. 1). 11ри этом пара шатунов 13 и 14 не доходит до мертвой точки, а пара шатунов 15 и Ю переходит мертвую точку, что обеспечивает надельную фиксацию сегментов относительно друг друга, так как в случае дальнейшего вращения вала 8 в том направлении малые сегменты должны были бы переместиться далее от центра формы, а большие сегменты - к центру, а этому препятствует взаимодействие выступов 19 сегментов 1 и 2 с площадками 20 сегментов 3 и 4. Внешние силы также не могут переместить сегменты формы к центру ее, так как шатуны 15 и 1ь перешли через мертвую точку и заклинили механизм.
Стабилизация плавного одновременного перемещения секторов обеспечивается наклоном плоскостей разъема сегментов под углом 45 к направлению их перемещения и взаимодействием пазов 18 сегментов с пеподвижными направляющими 17.
В рабочем положении формы взаимодействием выступов 5 и впадин 6 обеспечивается надельная фиксация всех сегментов в осевом направлении.
Для снятия с вулканизованных ремней с формы приводной вал 8 вращается в противоположном направлении, сегменты начинают одновременно перемещаться к центру формы, причем в первоначальный момент пара сегментов 3 и 4 при переходе шатунов 15 и 16 через мертвую точку пере.мещается от центра формы, освобождая сегменты 1 и 2 и несколько увеличивая периметр формы, тем самым подрывая вулканизованные изделия и облегчая в дальнейшем их съем с формы.
В следующий момент плоскости разъема всех сегментов, скользя друг по другу, выходят из соприкосновения и форма занимает исходное полол ение (фиг. 2) для съема завулкапизованных изделий и загрузки заготовок. Цикл повторяется.
Описываемая форма надежна в работе, имеет высокую производительность и удобпа в обслуживании.
Формула изобретения
1. Форма для вулканизации бесконечных резиновых изделий, содержащая две пары диаметрально противоположно располол енных больших и малых сегментов с наклонными плоскостями разъема и механизм для складывания сегментов с расположенным по центру формы приводным валом, отличающаяся тем, что, с целью упрощения конструкции формы и повышения ее производительности, на приводном валу смонтированы эксцентрики шарнирно соединенные посредством шатунов с сегментами, причем эксцентрики каждой пары сегментов расположены симметрично относительно продольной оси вала.
2.Форма по п. 1, отличающаяся тем, что она снабжена неподвижными направляющими, расположенными параллельно направлению перемещения сегментов, а в последних выполнены пазы для направляющих.
3.Форма по п. 1, отличающаяся тем, что на плоскостях разъема соседних
сегментов выполнены взаимодействующие выступы и впадины.
Источники информации, принятые во внимание при экспертизе
1.Патент Франции № 2089305, кл. В 29Н 5/00, опублик. 1972.
2.Заявка ФРГ № 1704905, кл. В 29Н 7/22, опублик. 1976 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма Жердева В.В.для вулканизации бесконечных резиновых изделий | 1983 |
|
SU1149862A3 |
| Устройство для формования и вулка-НизАции КОльцЕВыХ РЕзиНОВыХ издЕлий | 1979 |
|
SU844363A1 |
| Вулканизационное устройство | 1977 |
|
SU738893A1 |
| Установка для изготовления бесконечных резинокордных лент | 1989 |
|
SU1666349A1 |
| Устройство для вулканизации кольцевых резиновых изделий | 1981 |
|
SU979156A1 |
| Горизонтально-ковочная машина | 1983 |
|
SU1505657A1 |
| ВЕЛОМОБИЛЬ | 2009 |
|
RU2434777C2 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ ПОРШНЕВОГО ТИПА С ПЕРЕМЕННОЙ СТЕПЕНЬЮ СЖАТИЯ | 1996 |
|
RU2159858C2 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 2010 |
|
RU2449876C1 |
| Вулканизационное устройство | 1977 |
|
SU738894A1 |
