Известны иностранные гибочные машины для горячей гибки рельсов. Эти машины имеют следующие недостатки: несимметричная выдача рельса относительно рольганга, затрудняющая дальнейшую транспортировку рельса по рольгангу, большая величина стрелы прогиба, независимо от температуры рельса и невозможность производить правку двенадцатиметровых рельсов.
Описываемая гибочная машина лишена указанных недостатков и отличается от известных тем, что для улучшения качества гибки и последующей правки, она имеет устройство для автоматического регулирования стрелы прогиба, основанное на изменении сопротивления рельсов изгибу в зависимости от степени их нагрева.
Кроме того, применено поворотное устройство рабочей клети машины для правильного направления рельса любой длины после гибки по оси рольганга. Конструкция тянущих валков машины позволяет устанавливать ее с края рольганга, с целью обеспечения пропуска рельсов, не требующих гибки.
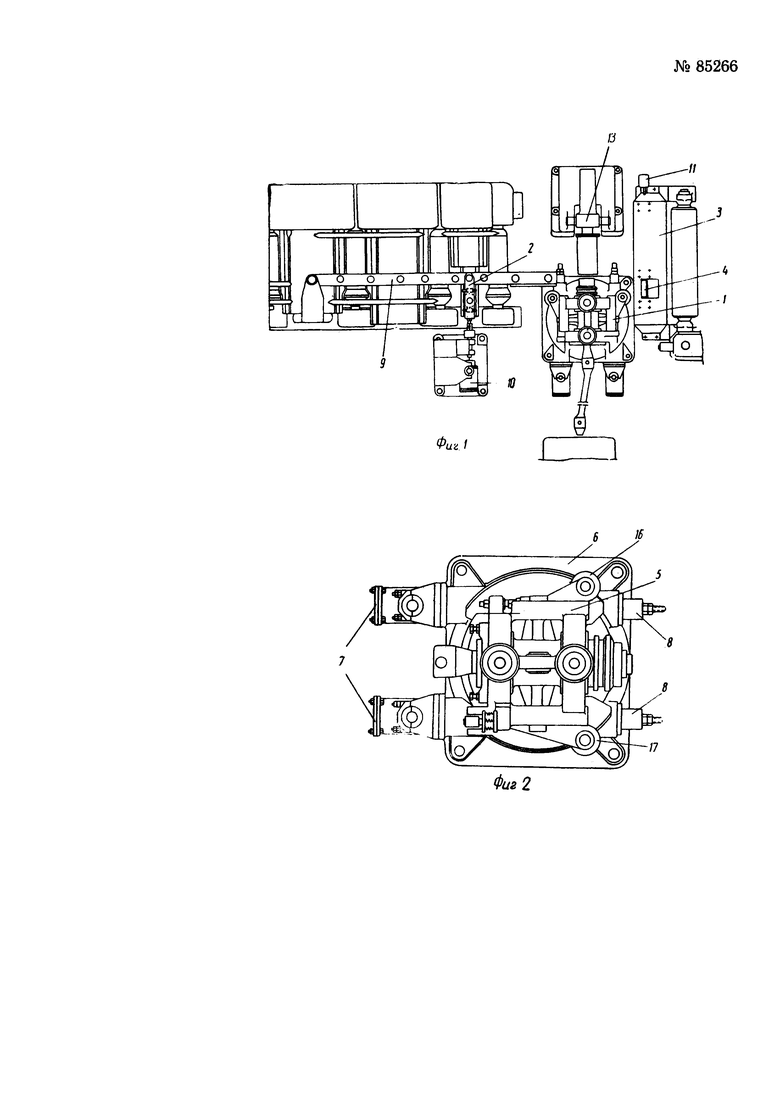
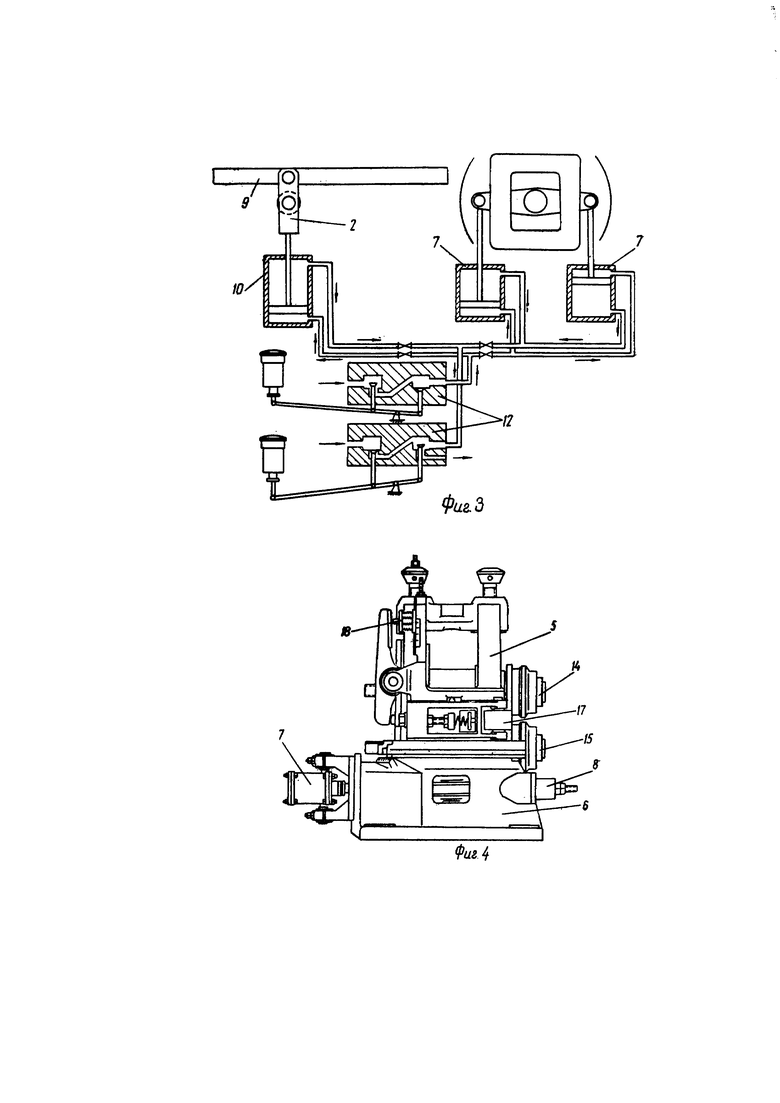
На фиг. 1 изображены: гибочная машина, вид сверху; на фиг. 2 - рабочая клеть; на фиг. 3 - пневматическая схема машины; на фиг. 4 - машина, вид спереди.
Машина состоит из механизма рабочей клети 1, направляющего устройства 2 и плиты 3 с флажком 4, предназначенным для управления поворотом машины.
Верхняя часть рабочей клети поворачивается относительно рамы 6 при помощи двух пневматических цилиндров 7.
Ограничителями поворота верхней части клети 5 служат буферы 8. Пневматические цилиндры 7 сблокированы с цилиндром 10, передвигающим линейку 9 направляющего устройства 2 (фиг. 3 и фиг. 1).
Переключение подачи воздуха в цилиндры производится автоматически, при помощи путевого переключателя, который смонтирован за гибочной машиной на первой плите 3 рольганга (фиг. 1) и состоит из флажка 4, укрепленного на оси, соединенной с осью командоаппарата 11. Флажок стоит на пути рельса и, поворачиваясь под его тяжестью заставляет срабатывать командоаппарат, управляющий работой электромагнитных дистрибуторов 12 (фиг. 3), переключающих подачу воздуха в пневматические цилиндры.
Для обеспечения транспортировки рельсов мимо гибочной машины без правки установлен в разрыве между рольгангами холостой ролик 13 (фиг. 1).
Гибка (правка) рельсов осуществляется при помощи приводных валков гибочной машины - верхнего 14 и нижнего 15 (фиг. 4), которые создают необходимое тяговое усилие и являются средней точкой опоры при правке и холостых вертикальных валков - переднего 16 и заднего 17, являющихся крайними опорами для рельса (фиг. 2).
Автоматическое регулирование стрелы прогиба, в зависимости от температуры подвергающегося гибке рельса, основано на изменении сопротивляемости рельса изгибу с изменением его температуры и осуществляется при помощи буфера заднего валка 17.
Задний валок 17 при поступлении рельса с более низкой температурой осаживается назад до тех пор, пока сопротивление гибу рельса с данной температурой не уравновесится сопротивлением пружин 18.
Передний конец рельса, отходя от заднего валка, опрокидывает на своем пути флажок 4 установки путевого переключателя, в результате чего подается воздух в цилиндры 7, поворачивающие рабочую клеть, и в цилиндр 10, передвигающий линейку 9 направляющего устройства 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Правильный пресс | 1978 |
|
SU770602A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 1998 |
|
RU2152836C2 |
| СПОСОБ ПРАВКИ СЛИТКА | 1973 |
|
SU379075A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СТАН ДЛЯ КОСОВАЛКОВОЙ ПРАВКИ | 1994 |
|
RU2070456C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| УСТРОЙСТВО ДЛЯ ГИБКИ И ПРАВКИ СЛИТКА | 1970 |
|
SU420155A3 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| СПОСОБ БЕСКОНЕЧНОЙ ПРОКАТКИ ВЫПОЛНЕННОЙ В СЕЧЕНИИ КАК ТОНКИЙ СЛЯБ, ПОЛУЧЕННОЙ СО СКОРОСТЬЮ РАЗЛИВКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ, В ЧАСТНОСТИ СТАЛЬНОЙ ЗАГОТОВКИ, И МАШИНА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2003 |
|
RU2310529C2 |
1. Гибочная машина для горячей гибки рельсов и другого несимметричного по сечению профиля проката, состоящая из механизма рабочей клети, направляющего устройства и плиты с флажком, предназначенным для управления поворотом машины, отличающаяся тем, что, с целью улучшения качества гибки и последующей правки, машина снабжена устройством для автоматического регулирования стрелы прогиба, основанного на изменении сопротивления рельсов изгибу, в зависимости от степени их нагрева.
2. Форма выполнения гибочной машины по п. 1, отличающаяся тем, что, с целью правильного направления рельса любой длины после гибки по оси рольганга, применено поворотное устройство рабочей клети машины.
3. Форма выполнения гибочной машины по п. 1, отличающаяся тем, что, с целью обеспечения пропуска рельсов, не требующих гибки, конструкция тянущих валков машины позволяет устанавливать ее с края рольганга.
