1
Изобретение относится к устройствам для сварки плавящимся электродом и может быть использовано для автоматической сварки под флюсом и
в среде защитных газов.
Цель изобретения - улучшение качества сварного шва за счет повьше- ния точности регулирования межэлектродного расстояния.
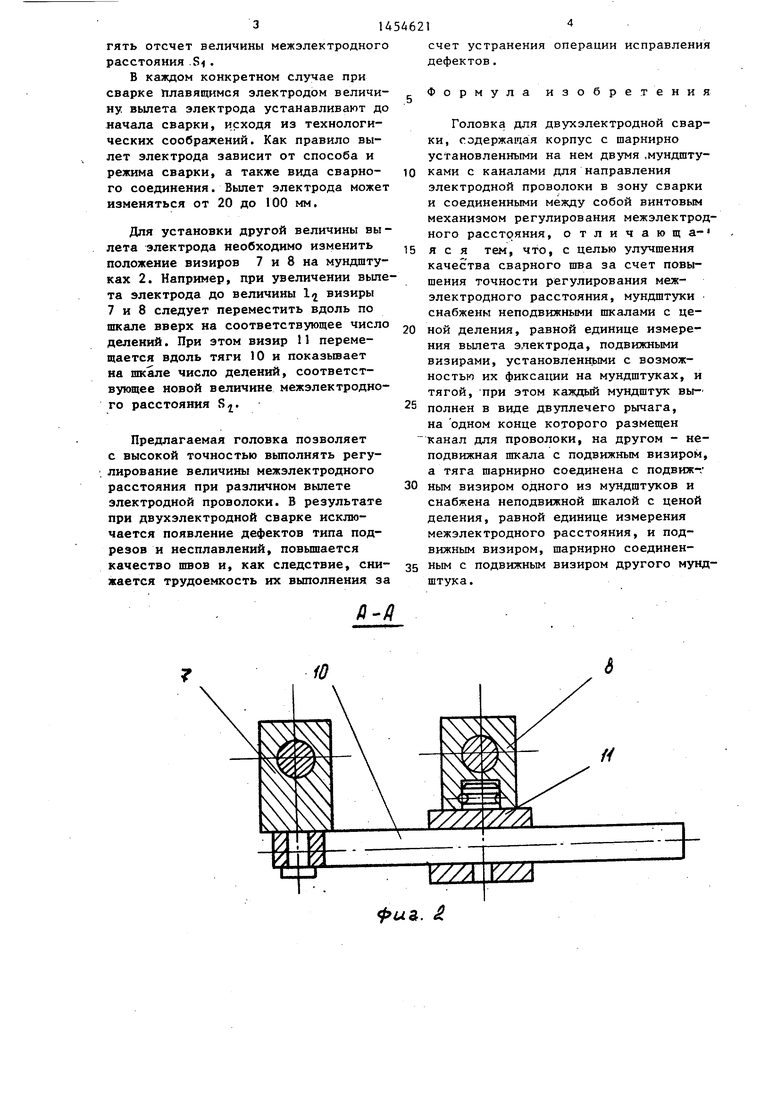
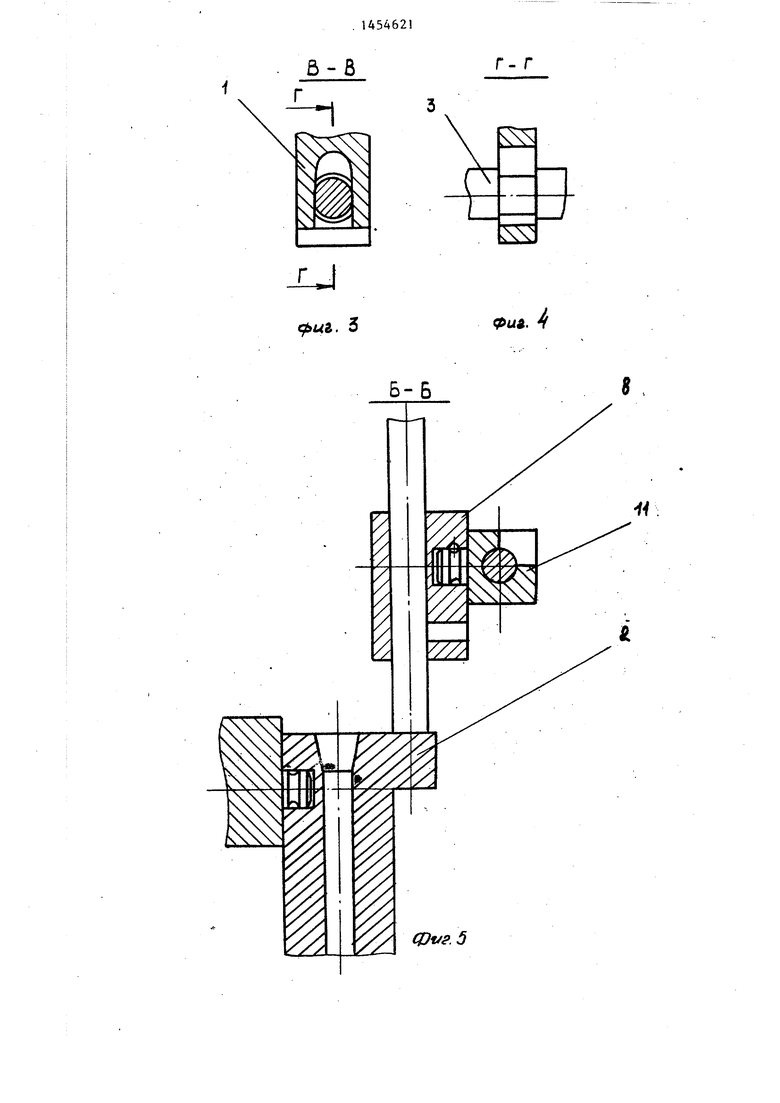
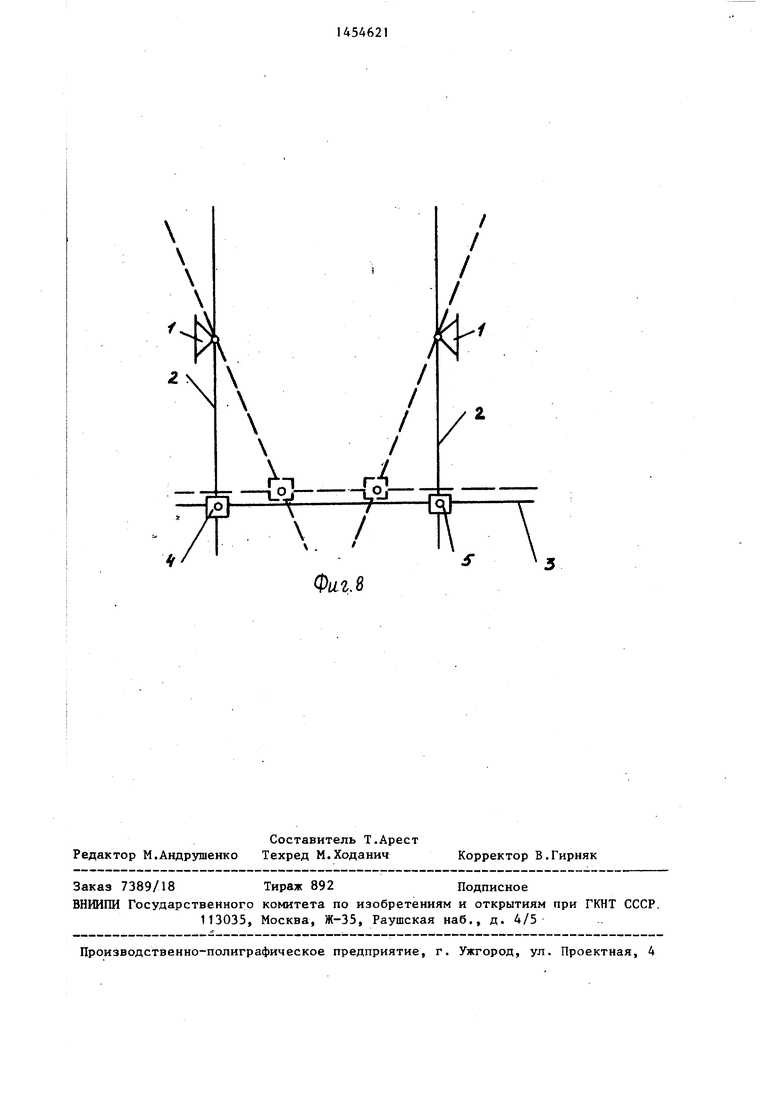
На фиг.1 представлена предлагаемая головка, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг. 3 - разрез В-В на фиг.1; на фиг.4 - разрез Г-Г на фиг.З; на фиг.5 - разрез Б-Б на фиг.1; на фиг.6 - схема регулирования межэлектродного расстония при малых вылетах электрода; на фиг.7 - то же, при больших вылетах электрода;на фиг.З - кинематическая схема -головки.
Головка содержит корпус 1, на котором шарнирно установлены два мундштука 2, соединенные винтовым механизмом регулирования межэлектродного расстояния. Последний состоит из ходового .винта 3 и двух перемещающихся по нему гаек 4 и 5 с правой и левой резьбой, которые шарнирно связаны с мундштуками 2. Ходовой бинт 3 установлен в продольных пазах, вьшолненных в корпусе сварочно головки, и снабжен рукояткой 6.
Мундштуки 2 вьтолнены в виде двуплечих рычагов, на одном плече которых имеются каналы для направления электродной проволоки, а на другом нанесены неподвижные щкаль с ценой деления, равной единице.измерения вылета электродной проволоки, и установлены подвижные визиры 7 и 8 с возможностью перемещения и фиксации на мундштуках 2 посредством винтов 9.
Визир 7 шарнирно связан с тягой 10, на которой нанесена неподвижная
шкала с ценой деления, равной единице измерения величины межэлектродного расстояния.
Визир 8 шарнирно связан с подвижным визиром 11, установленным с возможностью перемещения на тяге 10.
Головка работает следующим образом.
Мундштуки 2 устанавливаются параллельно друг другу, а подвижные визиры 7 и 8 устанавливаются на нулевые риски соответствующих неподвижных шкал. При таком положении элементов подвижный визир 11 показывает на неподвижной шкале, размещенной на тяге 10, количество делений, соответствующее наибольшей величине межэлектродного расстояния ffio(x -В каналы мундштуков 2 заправляется электродная проволока и устанавливается требуемая величина вылета ,электро- да 1, Визиры 7 и 8 перемещаются вдоль шкал мундштуков 2 на число делений, соответствующее установлен- ному вылету электрода, и фиксируются винтами 9.
Регулирование величины межэлект-. родного расстояния перед началом работы и в процессе сварки выполняется
посредством вращения ходового винта 3. При этом мундп1туки 2 поворачиваются, я ходовой винт перемещается в вертикальной плоскости в продольных пазах корпуса 1. Одновременно с поворотом мундштуков визир 11 скользит вдоль шкалы, нанесенной на тяге 10, что позволяет выпол
гять отсчет величины межэлектродного расстояния .Si.
В каждом конкретном случае при сварке плавящимся электродом величи- ну вылета электрода устанавливают до яачала сварки, исходя из технологических соображений. Как правило вылет электрода зависит от способа и режима сварки, а также вида сварно- го соединения. Вылет электрода может изменяться от 20 до 100 мм.
Для установки другой величины вылета электрода необходимо изменить положение визиров 7 и 8 на мундштуках 2. Например, при увеличении вылета электрода до величины 1. визиры 7 и 8 следует переместить вдоль по шкале вверх на соответствующее число делений. При этом визир 11 перемещается вдоль тяги 10 и показьшает на шкале число делений, соответствующее новой величине межэлектродного расстояния Sj.
Предлагаемая головка позволяет с высокой точностью вьшолнять регулирование величины межэлектродного расстояния при различном вьшете электродной проволоки. В результате при двухэлектродной сварке исключается появление дефектов типа подрезов и несплавлений, повьш1ается качество швов и, как следствие, сии- жается трудоемкость их выполнения за
счет устранения дефектов.
операции исправления
Формула изобретения
Головка для двухэлектродной сварки, содержащая корпус с шарнирно установленными на нем двумя .мундштуками с каналами для направления электродной проволоки в зону сварки и соединенными между собой винтовым механизмом регулирования межэлектродного расстояния, отличающая с я тем, что, с целью улучшения качества сварного шва за счет повышения точности регулирования межэлектродного расстояния, мундштуки снабжены неподвижными шкалами с ценой деления, равной единице измерения вылета электрода, подвижными визирами, установленньми с возможностью их фиксации на мундштуках, и тягой, при этом каждый мундштук выполнен в виде двуплечего рычага, на одном конце которого размещен канал для проволоки, на другом - неподвижная шкала с подвижным визиром, а тяга шарнирно соединена с подвиж-; ным визиром одного из мундштуков и снабжена неподвижной шкалой с ценой деления, равной единице измерения межэлектродного расстояния, и подвижным визиром, шарнирно соединенным с подвижньм визиром другого мундштука .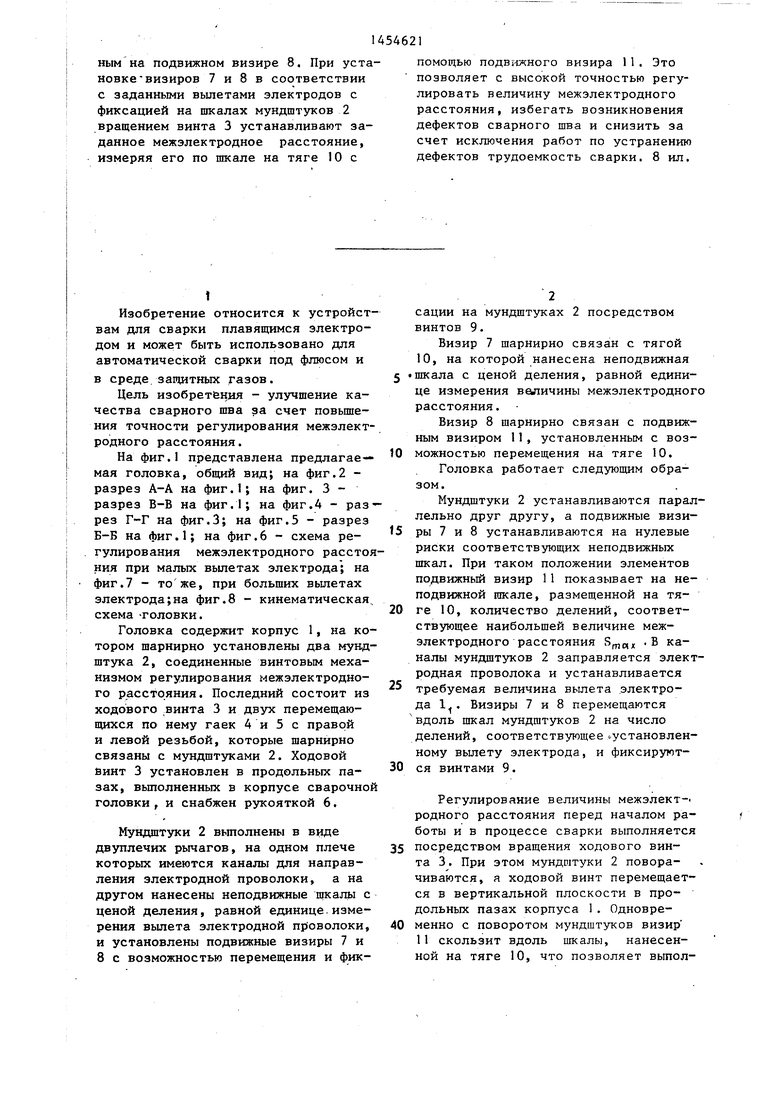
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоэлектродная сварочная головка | 1979 |
|
SU853907A1 |
| Устройство для дуговой сварки в защитных газах плавящимся электродом | 1981 |
|
SU967716A1 |
| Способ управления процессом электрошлаковой сварки | 1980 |
|
SU927455A1 |
| Способ сварки плавящимся электродом | 1991 |
|
SU1807922A3 |
| Токоподводящий мундштук | 1978 |
|
SU841851A1 |
| Способ сварки | 1978 |
|
SU747660A1 |
| Токоподводящий мундштук к устройствамдля СВАРКи плАВящиМСя элЕКТРОдОМ | 1979 |
|
SU816716A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
| Горелка для дуговой сварки плавящимся электродом | 1987 |
|
SU1416284A1 |

Изобретение относится к устройствам для сварки плавящимся электродом и может быть использовано для автоматической сварки под флюсом и в среде защитных газов. Цель изобретения - улучшение качества сварного пгоа за счет повьппения точности регулирования межэлектродного расстояния. Головка содержит корпус 1 с двумя мундштуками 2, выполненными в виде двуплечих рычагов, шарнирно закрепленных на корпусе. Мундштуки снабжены неподвижными шкалами с делениями, равными единице измерения вылета электрода, и подвижными визирами 7 и 8, фиксируемыми винтами 9. Мундштуки связаны винтом 3 с шарнирно закрепленными гайками 4 и 5 и тягой 10, шарнирио закрепленной на визире 7, с неподвижной шкалой с ценой деления, равной единице межэлектродного расстояния, и подвижным визиром 11, шарнирно закрепленс С/)
.
б-В
JU
. 5
г- г
КУч
ЕЭ
Фиа.
.4
Б-Б
фг/.5
94t. 8
-
, /
Фиг.В
| Многоэлектродная сварочная головка | 1976 |
|
SU619315A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для двухдуговой автоматической сварки | 1982 |
|
SU1074678A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
