2.Устройство по П.1, отличающееся тем, что ложемент выполнен с профилированным кольцевым У -образным пазом, а профилирую щие иг прижимные ролики выполнены с профильными выступами, соответствующими профилю канавки. 3.Устройство по П.1, отличающееся тем , что оправка вьшолнена с кольцевым V -образным выступом на торцовой поверхности, а профилирующие и прижимные ролики выполнены с соответствующими этому выступу V -образными канавками. А. Устройство по П.1, о т л и чающее с я тем, что нажимной механизм выполнен в виде диска, установленного соосно с оправкой, привода его осевого перемещения и подпружиненного коромысла, установленного в -плоскости, касательной к наружной поверхности оправки. 3 5.Устройство по П.1, о т л и чающееся тем, что оно снабжено подготовительным механизмом, установленным в корпусе с возможностью перемещения в направлении, перпендикулярном оси оправки, а также связанными с подготовительным механизмом фрикционными муфтами с установленными в них упругими элементами и винтовыми зажимами. 6.Устройство по П.-1, отличающееся тем, что подготовительньй механизм выполнен в виде основания, установленных на основании приспособлений для обезжиривания металлической ленты и нанесения клея на леиту наполнителя. 7. Устройство по П.1, отличающееся тем, что прижимные ролики смонтированы на подпружинен.ном коромысле.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления прокладок | 1980 |
|
SU1053360A2 |
| Способ изготовления прокладки | 1976 |
|
SU711730A1 |
| Способ изготовления прокладки | 1979 |
|
SU932035A1 |
| Устройство для изготовления прокладок | 1980 |
|
SU1071342A1 |
| Устройство для изготовления прокладок | 1984 |
|
SU1226730A1 |
| Способ изготовления уплотнительной прокладки | 1979 |
|
SU832830A1 |
| Установка для изготовления асбестометаллических прокладок | 1980 |
|
SU963871A1 |
| Уплотнительный узел | 1976 |
|
SU719349A1 |
| Устройство для изготовления прокладок | 1984 |
|
SU1247138A1 |
| Уплотнение неподвижного соединения | 1978 |
|
SU862649A1 |
1. УСТРОЙСТВО ДЛЯ ИЗГОТО ЛЕНИЯ ПРОКЛАДОК, состоящее из чер дующихся, например V -образно про лированных лент металла и наполни теля, содержащее корпус, установленную в нем оправку с ложементом, привод вращения оправки, нажимной механизм, прижимнме и профилирующие ролики с рабочими поверхностями, и кассеты для лент, отличающееся тем, что, с целью расщирения технологических возможностей, оно снабжено калибрующими элементами, установленными предпочтительно на нажимном механизме, ложемент вьтолнен на торцовой поверхности оправки, нажимной механизм установлен с возможностью перемещения в осевом относительно оправки направлении, а ролики обращены рабочими поверхностями к торцу оправки и расположены на нажимном устройстве на одинаковых расстояниях от оси оправки. г
1
Устройство для изготовления прокладок относится к области обработки металлов давлением, в частности к технологическому оборудованию для изготовления прокладок, состоящих из чередуюш:ихся V - или W -образно профилированных лент металла и нат полнителя, например, паронита. Прокладки такого рода широко применяются в различных отраслях промышленно1 ти для уплотнения разъемных соединений, работаюпц1х в условиях высоких давлений и температур. Изобретение может быть использовано на
заводах асбестотехнических изделий. I
Известно устройство для изготовления металлоасбестовых прокладок, содержащее вращающуюся оправку, гофрированные и прижимные валки 1 .
Недостаток этого устройства заключается в низкой производительности вследствие того, что в качестве заготовки используется не лента, а целый лист металла, которьй сваривают в цилиндр, а затем разрезают на отдельные кольцам
Известно также устройство для изготовления асбометаллических
прокладок, состоящих из чередующихся Y -образно профилированных лент металла и наполнителя, содержащее корпус, установленную в нем оправку с ложементом, привод вращения оправки, нажимной механизм, профилирующие и прижимные ролики и кассеты для лент 2J .
Описанная установка предназначена для изготовления прокладок, уплотняющих плоские поверхности, и не может быть применена для изготовления прокладок, уплотняющих цилиндрические поверхности.
Целью изобретения является расширение технологических возможностей путем обеспечения возможности изготовления прокладок, уплотняющих цилиндрические, поверхности.
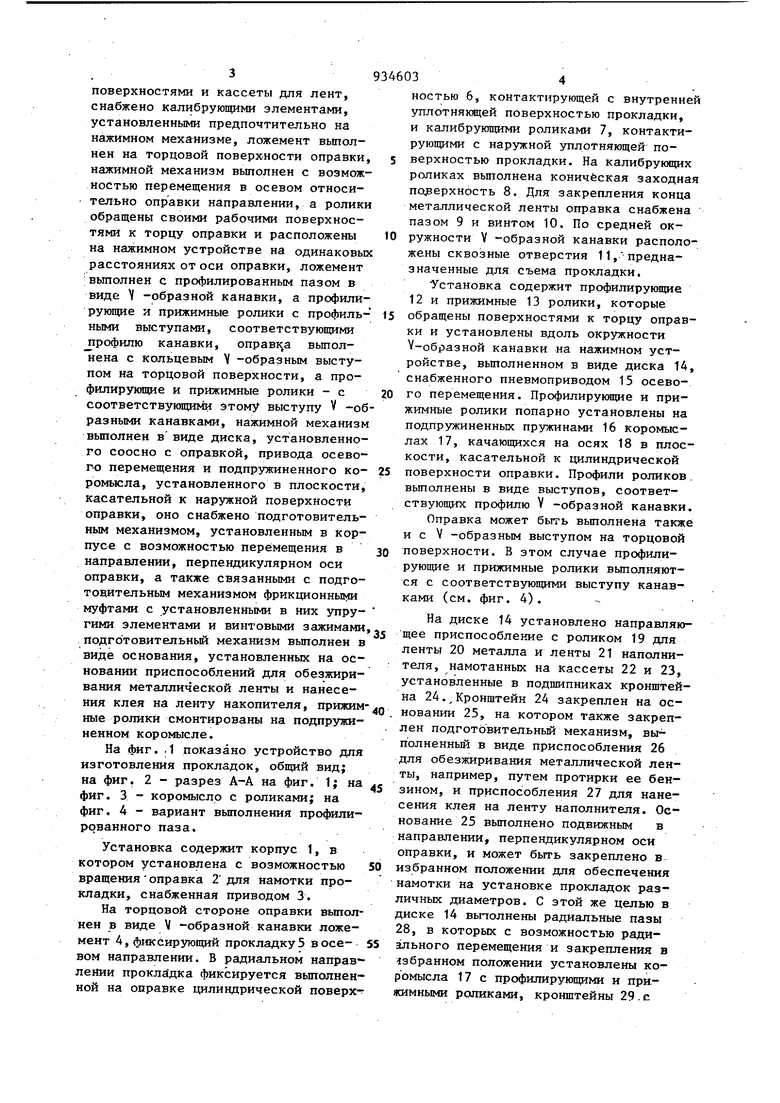
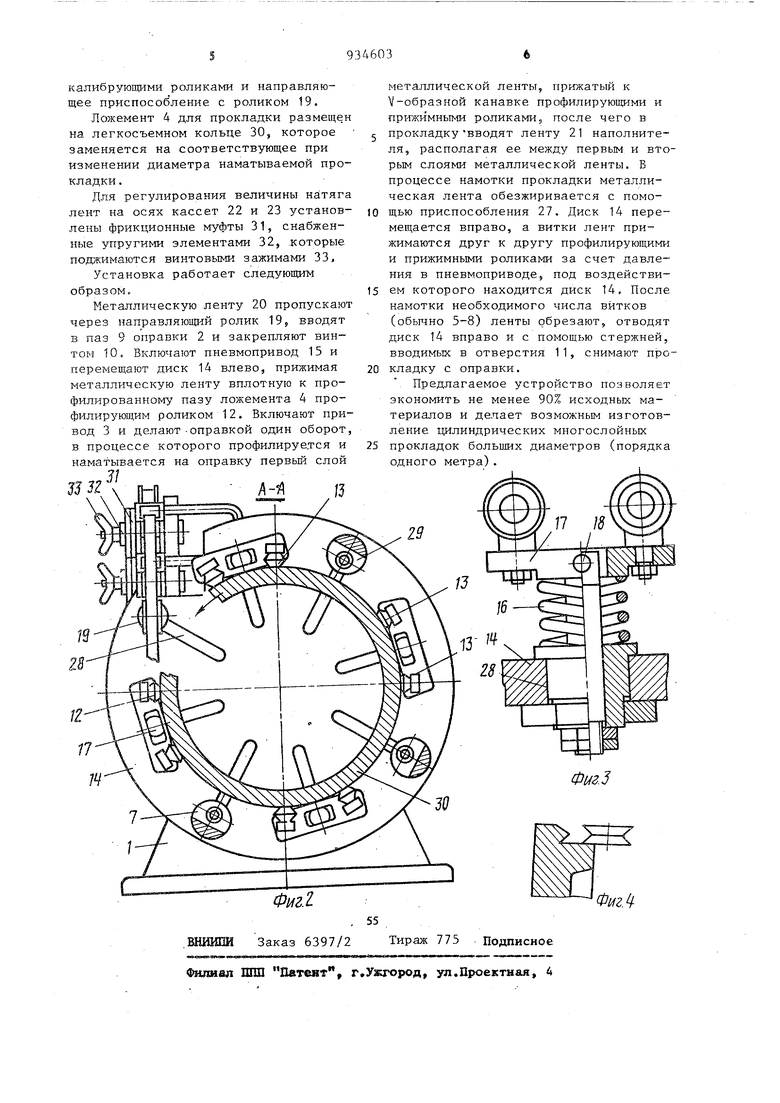
Эта цель достигается тем, что устройство для изготовления прокладок, состоящих из чередующихся, например, V -образно профилированных лент металла и наполнителя, содержащее корпус, установленную в нем опраку с ложементом, привод вращения оправки, нажимной механизм, прижимные и профилирующие ролики с рабочими поверхностями и кассеты для лент, снабжено калибрующими элементами, установленными предпочтительно на нажимном механизме, ложемент выполнен на торцовой поверхности оправки, нажимной механизм выполнен с возможностью перемещения в осевом относительно оправки направлении, а ролики обращены своими рабочими поверхностями к торцу оправки и расположены на нажимном устройстве на одинаковых расстояниях от оси оправки, ложемент вьтолнен с профилированным пазом в виде V -образной канавки, а профилирующие и прижимные ролики с профильными выступами, соответствующими профилю канавки, оправр а вьшолнена с кольцевым V -образным выступом на торцовой поверхности, а профилирующие и прижимные ролики - с соответствующими этому выступу V -об разными канавками, нажимной механизм выполнен в виде диска, установленного соосно с оправкой, привода осевоГО перемещения и подпружиненного коромьюла, установленного в плоскости, касательной к наружной поверхности оправки, оно снабжено подготовительным механизмом, установленным в корпусе с возможностью перемещения в направлении, перпендикулярном оси оправки, а также связанными с подготовительным механизмом фрикционньпда муфтами с установленными в них упругими элементами и винтовыми зажимами прдготовительньй механизм выполнен в виде основания, установленных на основании приспособлений для обезжиривания металлической ленты и нанесения клея на ленту накопителя, прижим ные ролики смонтированы на подпружиненном коромысле. На фиг. .1 показано устройство для изготовления прокладок, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - коромысло с роликами; на фиг. 4 - вариант выполнения профилированного паза. Установка содержит корпус 1, в котором установлена с возможностью вращенияоправка 2 для намотки прокладки, снабженная приводом 3. На торцовой стороне оправки выпол нен в виде V -образной канавки ложемент 4, фиксирующий прокладку 5 в осевом направлении. В радиальном направлении прокладка фиксируется выполненной на оправке цилиндрической поверх34ностью 6, контактирующей с внутренней уплотняющей поверхностью прокладки, и калибруюпщми роликами 7, контактирующими с наружной уплотняющей поверхностью прокладки. На калибрующих роликах выполнена коническая заходная поверхность 8. Для закрепления конца металлической ленты оправка снабжена пазом 9 и винтом 10. По средней окружности Y -образной канавки расположены сквозные отверстия 11,предназначенные для съема прокладки. Установка содержит профилирующие 12 и прижимные 13 ролики, которые обращены поверхностями к торцу оправки и установлены вдоль окружности V-образной канавки на нажимном устройстве, вьтолненном в виде диска 14, снабженного пневмоприводом 15 осевого перемещения. Профилирукмцие и прижимные ролики попарно установлены на подпружиненных пружинами 16 коромыслах 17, качающихся на осях 18 в плоскости, касательной к цилиндрической поверхности оправки. Профили роликов. вьтолнены в виде выступов, соответствующих профилю V -образной канавки. Оправка может быть выполнена также и с V -образным выступом на торцовой поверхности. В этом случае профилирующие и прижимные ролики выполняются с соответствующими выступу канавками (см. фиг. 4). На диске 14 установлено направляющее приспособление с роликом 19 для ленты 20 металла и ленты 21 наполнителя, намотанных на кассеты 22 и 23, установленные в подшипниках кронштейна 24. Кронштейн 24 закреплен на основании 25, на котором также закреплен подготовительный механизм, выполненный в виде приспособления 26 для обезжиривания металлической ленты, например, путем протирки ее бензином, и приспособления 27 для нанесения клея на ленту наполнителя. Основание 25 выполнено подвижным в направлении, перпендикулярном оси оправки, и может быть закреплено в избранном положении для обеспечения намотки на установке прокладок различных диаметров. С этой же целью в диске 14 вьгтолнены радиальные пазы 28, в KOTopbtx с возможностью радиального перемещения и закрепления в избранном положении установлены коромысла 17с профилирующими и приимными роликами, кронштейны 29 . с
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
