1
Изобретение относится к автоматизации прокатного производства и может быть применено при холодной прокатке мягких (легко деформируелалх) металлов или сплавов, например свинца, для управления рабочими рольгангами реверсивной клети.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство, содержащее блоки формирования соотношения скоростей рольгангов перед клетью и за ней и переключатели направления прокатки Ii.
Известное устройство обладает тем недостатком, что при согласовании скоррстей рольгангов в нем не учитываются явления опережения и отставания 1леталла при прокатке,- зависящее от личины. обжатия. Поэтому из-за неточного согласования скоростей возможны повреждения поверхности металла в чистовых пропусках.
Цель изобретения - исключение проскальзывания металла по роликам рабочих рольганов и повышение тем самым качества поверхности проката пу тем учета изменяющихся в функции обжатия опережения и отставания металла в каждом пропуске.
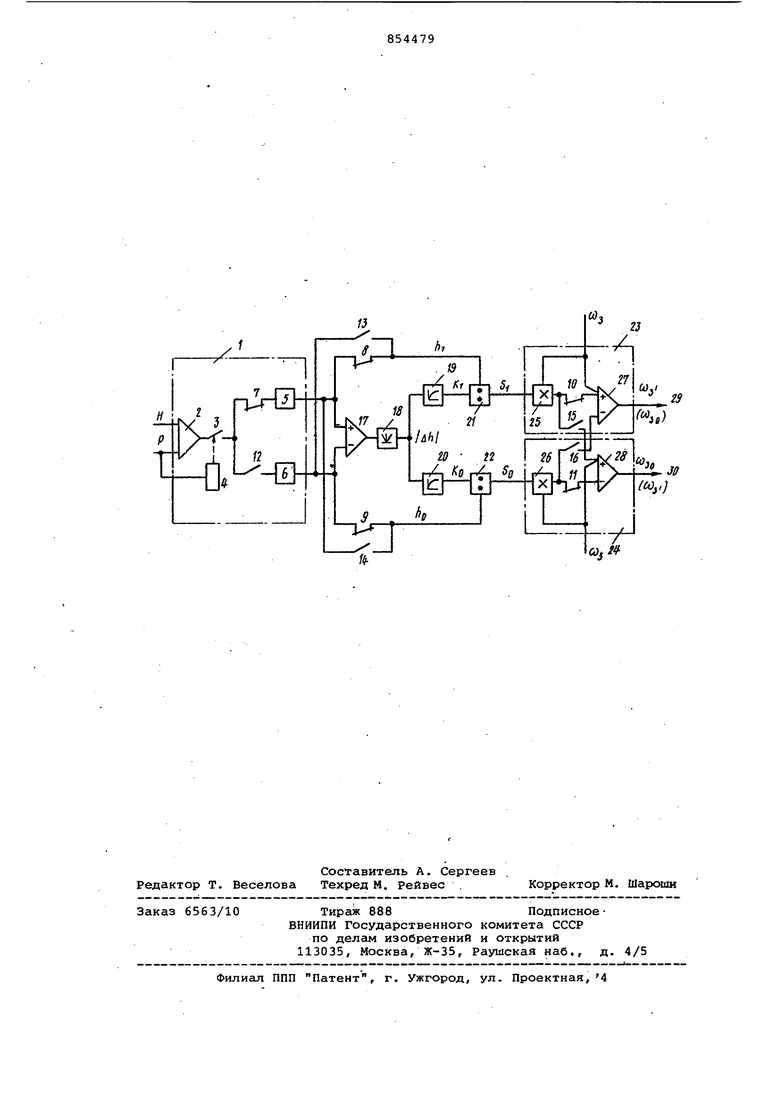
Указанная цель достигается тем, что устройство снабжено измерительно-запоминающим блоком толщины проката до и после пропуска, сумматором с инвертирующим и неинвертирующим входами, блоком вычисления модуля, двумя блоками нелинейности и двумя блоками деления, датчиками раствора ненагруженных валков и усилия прокатки причем на входы измерительнозапоминающего блока подключены выходы датчиков раствора ненагреженных валков и усилия прокатки, а выходы - на входы сумматора, выход последнего соединен с блоком вычисления модуля, выход которого через блоки нелинейности подключен ко входам Делимое двух блоков деления, входы Делитель которых через контакты переключателя направления прокатки соединены с выходами измерительнозапоминающего блока, а выходы блоков деления - со входами блоков формирования соотношения скоростей рольгангов, выходы которых соединены со входами систем регулирования скоростей, рольгангов перед клетью и за Ней.
На чертеже представлена схема 30 устройства. Измерительно-запоминающий блок 1 толщины проката до и после пропуска состоит из сумматора 2, ко входам которого подключены выходы датчиков Н раствора ненагрулгенных валков и усилия Р прокатки (датчики на чартеже не показаны), а выход через контакты 3 реле 4 ИМПУЛЬСНОГО включения при набросе нагрузки подключен ко входам двух элементов 5 и 6 памяти, цепи управления которых в режиме запись подключены через контакты переключателя направления (на чертеже не показан) прокатки, имеющего размыкающие контакты 7-11 и замыкающие контакты 12-16.V Выходы блока 1 подключены к сумматору 17 с инвертирующим и неинвертирующим вх дами, выход последнего соединен с блоком 18 вычисления модуля, подключенным своим выходом через блоки 19 и 2-0 нелинейности, ко входам Делимое блоков 21 и 22 деления причем входы Делитель последних через контак ты 8, 9, 13 и 14 переключателя направления прокатки соединены с выходами блока 1. Выходы блоков 21 и 22 деления соединены с блоками 23 и 24 формирования соотношения скоростей рольгангов, состоящими из множительных элементов 25 и 26, подключенных через контакты 10, 11, 15 и 16 переключателя направления прокатки ко входам суммирующих усилителей 27 и 28, выходы 29 и 30 которых подаются в системы регулирования скорости рольгангов перед и за клетью. Устройство рабо.тает следующим об разом. Переключение контактов переключа теля направления прокатки производи оператор. На выходе сумматора 2 по сигнала Н датчика раствора ненагруженных ва ков и усилия Р прокатки формируется сигнал по соотношению Головина-Симс h ,Н +где М - модуль упругости клети, Один из элементов 5 или 6 памяти фиксирует величину толщины hg прока та на входе в клеть, а другой - тол щину h проката после прокатки в те кущем пропуске. На выходе блока 18 вычисления модуля формируется сигна пропорциональный величине обжатия Д Величины, пропорциональные опере жений S и отставанию S металла в очаге деформации, формируются на вы ходах блоков 21 и 22 деления по соотношениямс; - К (uh) (Ah ь J ho где известные нелинейные зависимости К(дН) и (uh) реализуются настройкой блоков 19 и 20 нелинейности. Блоки 23 и 24 формируют задания скорости по соотношениям Ш(1-1-5,) - для принимающего прокат рольганга и UJo(1-So) - для подающего прокат в клеть рольганга (в зависимости от направления прокатки) . Формула изобретения Устройство управления рабочими рольгангами реверсивной клети, содержащее блоки формирования соотношения скоростей рольгангов перед и за клетью и переключатели направления прокатки, отличающееся тем, что,- с целью исключения проскальзывания металла по роликам рабочих 1зольгангов путем учета изменяющихся в функции обжатия опережения и отставания металла в каждом пропуске и повышения тем самым качества поверхности проката, оно дополни тельно содержит измерительно-запоминающий блок толщины проката до и после пропуска, сумматор с инвертирующим и неинвертирующим входами, .блок вычисления модуля, два блока нелинейности, два блока деления, датчики раствора ненагруженных валков и усилия прокатки, причем на входы измерительно-запоминающего бЛока подключены выходы датчиков раствора ненагруженных валков и усилия прокатки, а его выходы соединены с инвертирующим и неинвертирующим входами сумматора, выход последнего соединен с блоком вычисления модуля, выход которого через блоки нелинейности подключен ко входам Делимое . двух блоков деления, входы Делитель которых через контакты переключателя направления прокатки соединены с выходами измерительно-запоминающего блока, а выходы блоков деления соединены со входами блоков формирования соотношения скоростей рольгангов, выходы которых соединены со входами систем регулирования скоростей рольгангов перед клетью и за ней. Источники информации, принятые во внимание при экспертизе 1. Сб. статей. Автоматизация технологических процессов в прокатном производстве. М., Металлургия, 1979, с. 27-30. ;
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения скоростиВХОдА МЕТАллА B КлЕТь пРи пРО-KATKE | 1979 |
|
SU831252A1 |
| Электропривод рабочего рольганга | 1983 |
|
SU1129709A1 |
| Устройство для регулирования межклетевых натяжений | 1979 |
|
SU880532A2 |
| Устройство управления скоростным режимом группы клетей непрерывного прокатного стана | 1986 |
|
SU1397111A1 |
| Устройство определения текущих координат металла на реверсивном прокатном стане горячей прокатки | 1977 |
|
SU686793A1 |
| Устройство для определения скорости входа металла в клеть при прокатке | 1981 |
|
SU939149A1 |
| Устройство для регулирования натяжения полосы на непрерывном прокатном стане | 1982 |
|
SU1065051A1 |
| Способ управления процессом холодной прокатки полосы на реверсивном стане | 1988 |
|
SU1576216A1 |
| Устройство для определения скорости выхода металла из клети при прокатке | 1980 |
|
SU925458A1 |
| Устройство для измерения межклетевых натяжений | 1982 |
|
SU1045972A2 |