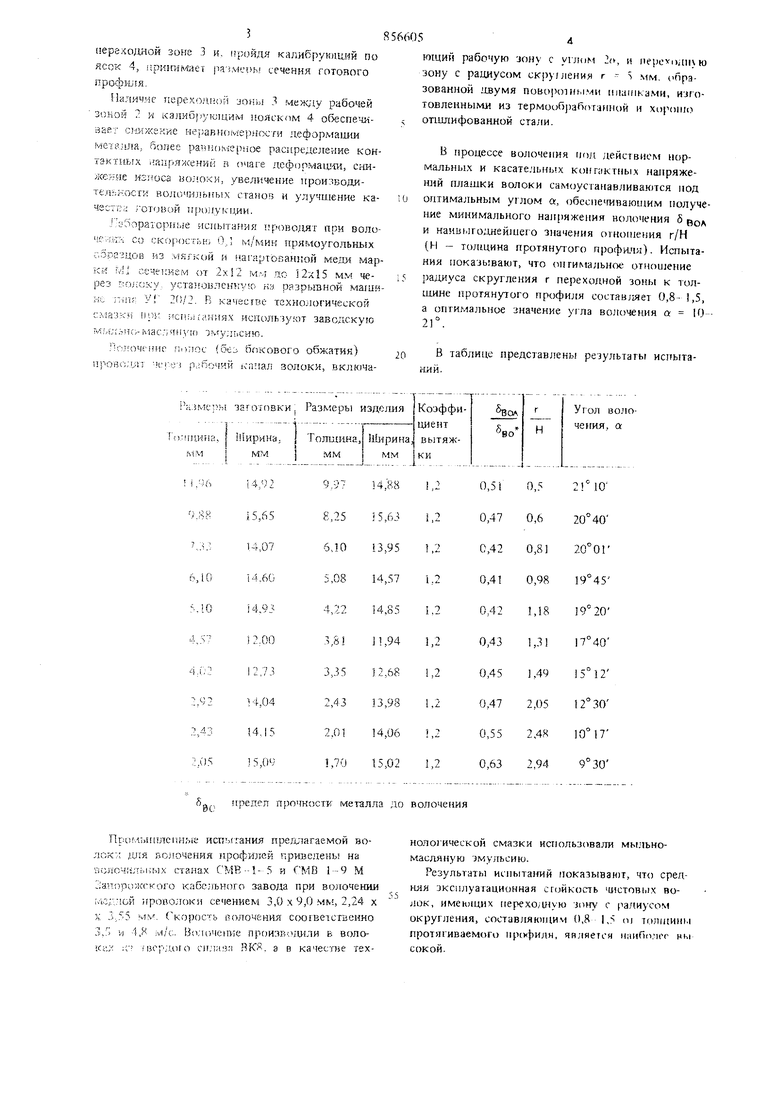
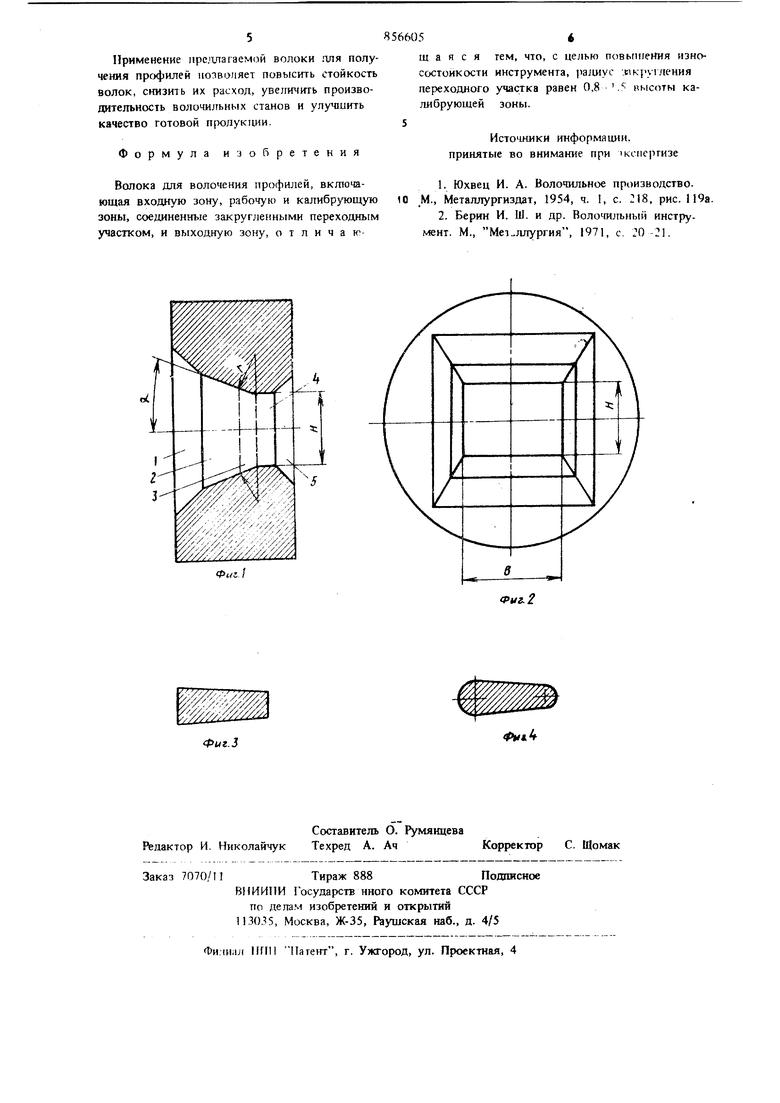
Изобретение относится к обработке металлов давлением, в частности к инсгрументу пля волочения. Известна волока, включающая входную распушку, рабочую зону, калибрующий поясок с формой сечения готовою нрямоугольього профиля и выходную распушку (1 . Недостатком известной волоки является то, что рабочие поверхности рабочей зоны и калиб рующего пояска сопрягаются под углом без специального окрутленяя, что вызьгоает резкий перегиб волокон протягиваемого металла, увеличение неравномерности деформации, интенсив ный износ волоки на этом участке, снижение качества поверхности готовой продукции и сто кости волочильного инструмента. Наиболее близким к предлагаемому техничес ким решением является волока для волочения профилей, включаютцая входную зону, рабочую и калибрующую зоны, соединенные закругленным переходным участком, и выходную 3otry Оптимальные условия при волочении могут был. получены при определенных значениях ряднуса закругления, что способствует повышению износостойкости инструмента. Цель изобретення - повышение износостойкости инструмента. Указанная цель достигается тем, что радиус закругления переходного участка равен 0,8-1,5 еысоты калибрующей зоны. На фиг. 1 показана предлагаемая волока, продольно-вертикальный разрез; на фиг. 2 - то же, вид со стороны задачи заготовки; на фиг. 3 и 4 - поперечные сечения трапециевидных профилей. Волока включает входк ю распушку 1, рабочую зону 2, имеющую угол волочения а по меньшей стороне и угол волочения 0 по большей стороне ее попе ечного сечения, переходную зону 3 с радиусом округления г, калибрующий 1 поясок 4, имеющий форму сечения протянутого профиля, и выходную распушку 5. Волока работает следующим образом. Заготовка с заданным профилем поперечного сечения через входную распушку 1 задается :в рабочую зону 2, где производится основное обжатие металла. Затем металл обжимается в 3 иераходной зоне 3 к. пройдя капибрукицйй по ясок 4, фи гамает jiaiMjuf.) сечения сотового профш Я. Ниличие иерехХ1 ;)й зоны 3 меж/iy рабочей ЗЖой 2 к калибрующим иодскч1М 4 о(еспешBasT с -шжгкие неравн(1керностн деформации металла, fionee pa-iHOK-iepHoe распределение кон тактных иаиряженкй Ei (тчаге деформащда, csfflжекае нэписа но.чоки, увеличение нроизводкте.11г;ности BOjiOnijibiibix станов и улучшение ка- ;о
ЧеСсГМ roTfJBOH 0 1уКЦИИ.
а оратсрные испытания пр()во.1ят при волоченйл Со скоростьк, 0,1 прямоугодьньгх С.ОРЙЗЦОВ ИЗ мягкой и иаг:- ргЬван1 ой марки iVi сечекием от 2x12 мл: до 12x15 мм через pojiOKy уста)овлек ;ую к.ч ррзрьганой машине У 2П/2. R качестве технологической салазки мри fcribi нитях исполь-jyKiT заводскую v;,(.:r.(i-iviac;; H3i(i тмулг1сию.
поппс (без бгжового обжатия) nposo;ur; ( рабочий золоки, включаняе минимального напряжения волочения 5 род и наивыгоднейшего значения отнс)1 1ения г/Н (Н - толщина протянутого лрофачя). Испытания показьшашт, что оптимальное oTHoujCHHe радиуса скругления г переходной зоны к толшине протянутого профиля составляет 0,8-1,5, а оптимальное значение угла волочения а 1021°.
В таблице представлены результаты испытаний. ющий рабочую зону с углом 2(, и пере папхю зону с радиусом ск|)у)ления г - S мм. (празованной двумя noBojwiiUiiMH ипатками, изготовленными из TepMooOjiafioraHHOH и xopoiiKi опшшфованной стали. В процессе волочения под дейсгвнсм нормальных и касательных ко11г;1ктны. напряжений плашки волоки самоусганавдиваются мод оптимальным углом а, обеспечивающим получе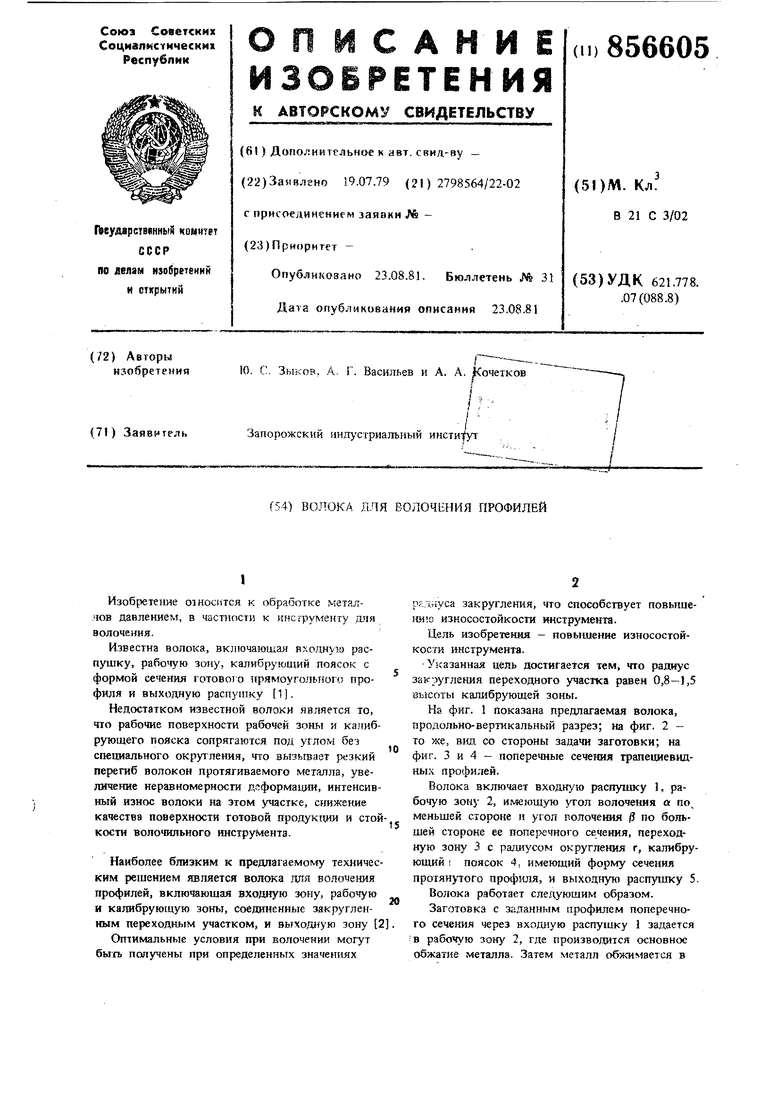
| название | год | авторы | номер документа |
|---|---|---|---|
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ ИЗ НИХРОМА | 2008 |
|
RU2371267C1 |
| Волока | 1987 |
|
SU1454533A1 |
| ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ МНОГОГРАННЫХ ФАСОННЫХ ПРОФИЛЕЙ И СПОСОБ ОБРАБОТКИ КАНАЛА ВОЛОКИ | 2002 |
|
RU2236921C2 |
| Волока для волочения изделий | 1987 |
|
SU1438873A1 |
| Волочильный инструмент | 1979 |
|
SU854488A1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ПОЛОС ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2371268C1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2400320C1 |
| Волока | 1987 |
|
SU1445833A1 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2008 |
|
RU2383404C1 |
| ПРИВОД ВОЛОЧИЛЬНОГО СТАНА | 2007 |
|
RU2337772C1 |
предел прочности металла до волочения
Прииьинлепные испьггания пред; агаемои волокл ,гигя волочения профилей приведены на волочильных станах СМВ-- - 5 и СМВ 1-9 М 1;ап.пр;г,| гкого кабельного завода при волочении г.чоглой :.(роволоки сечением 3,0 х 9,0 мм, 2,24 х к .155 MV, Скорость волочения соогветственно З.;- и 4,Н м/с. Вя.ючепие производили в волоla:/. ;; твердого спл;1 М1 ВКЯ. а в качестве технологической смазки использовали мыльномасляную эмульсию.
Результаты иснытаиий показывани, что средняя зксплуатационная сг ;йкосль шстовых волок, имекяцих переходную зону с радиусом округления, составляющим 0,8 1,5 т толщины протя иваемого мр(х})илн, является наиГш.чег мы сокой. 5 Применение преллагаемой волоки .тля получения профилей позволяет повысить стойкость волок, снизить их расход, увеличить производительность волочильных станов и улучшить качество готовой продукции. Формула изойретения Волока для волочения профилей, вкяючающая входную зону, рабочую и калибрующуюю зоны, соединенные закругленными переходным участком, и выходную зону, отличаю56605щ а я с я тем, что, с целью повьги;еНия износостойкости инструмента, ))адиус .eiкрушения переходного участка равен 0,8 , высоты калибрующей зоны. Истошнки информаш{и. принятые во внимание при 1кс11ергизе i. Юхвец И. А. Волочильное производство. М., Металлургиздат, 1954, ч. 1, с. 218, рис. 119а. 2. Берии И. Ш. и др. Волочютьный инстру. мент. М., Металлургия, 1971, с, :0-21.
Фй-г, /
