1
Изобретение относится к обработке металлов давлением, в частности к методс1м объемного деформирования по схеме радиального обжатия поворотным инструментом и может быть использов.ано при изготовлении удлиненных осесимметричных деталей типа стержней с оребрением, шлицами, заострениями и утолщениями, а также с глубокими осевыми отверстиями и полостями.
Известно несколько конструкций ин,струмента для радиальной штамповки, отличающихся одна от другой лишь исполнением привода бойков. Это широко используемые в промышленности радиально-коврчные и ротационно-обжимные машины и установки, обладающие, наряду с такими достоинствами, как высо-кая точность, надежность, возможность достижения больших степеней деформации, широкий диапазон регулировки параметров деформирования, основным недостатком - малой производительностью что обусловлено малыми степенями деформации (обжатия) на каждом цикле рабочего хода радиального инструмента (бойков), а знйчит и длительностью всего цикла обработки до заданной степени деформации. .
Известны устройства для радиальной штамповки деталей типа шестерен, шлицевых валов и звездочек, содержащие формообразующий инструмент - бойки, размещенный в обойме с возможностью радиального возвратно-поступательного перемещения, и механизм привода бойков .
Эти устройства имеют кинематичес-.
10 кую сложность конструкции и высокую энергоемкость процесса штамповки,связанную q одновременностью воздействия всех-бойков всей своей рабочей поверхностью на обрабатываемую заготов15ку, что приводит к необходимости применения прессов большой мощности и усложнения конструкций инструмента бандажированием обоймы.
Известны также устройства для ра20диальной штамповки с так называемым поворотным инструментом, содержащие одну или несколько пар поворотных кулачков, сопрягающихся между собой формообразующей полост}зю, установлен25ных на цилиндрических осях, расположенных в обойме. Кулачки установлены с возможностью поворота вокруг осей на заданный угол 2.
Основными недостатками данных уст30ройств являются узкие технологические
возможности, обусловленные жесткостью размерных цепей инструмента и практической невозможностью их регулировки и настройки, а также отсутствием механизма выталкивания заготовки, кинематически жестко связанного с поворотными кулачкг1ми.
Цель изобретения - расширение но|менклатуры штампуемых деталей.
Поставленная дель достигается аа счет того,что устройство для радиальной штамповки деталей,содержащее обойму с радиальными пазами, в которых на осях установлены поворотные формообразующие кулачки, снабжено траверсой, концы которой шарнирно соединены через промежуточные тяги регулируемой длины с каждым из кулачков, а оси кулачков выполнены эксцентриковыми с эксцентриситетом
&(о,1-0,5)с1, где d - диаметр оси на длине опоры
кулачка.
Шарниры тяг соединены с Кулачками с возможностью перемещения и фиксации относительно оси поворота кулачков.
В каждоЯ оси с одной стороны выполнено многогранное отверстие под ключ и каждая ось снабжена механизмом фиксации от проворота,размещенным с другой стороны.
Обойма может быть выполнена разъемной.с плоскостью разъема,проходящей через оси кулачков.
Механизм фиксации может быть выполнен , как в виде трапецеидальной (невыпадающей) поперечной торцовой шпонки и ряда радиальных пазов на торце оси и боковой стенке обоймы, так и в виде, например фрикционной или зубчатой муфты. Эксцентриситет осей установлен равным 0,1-0,3 диаметра оси,что является достаточнвлм для эффективной регулировки межосевого расстояния кулачков.
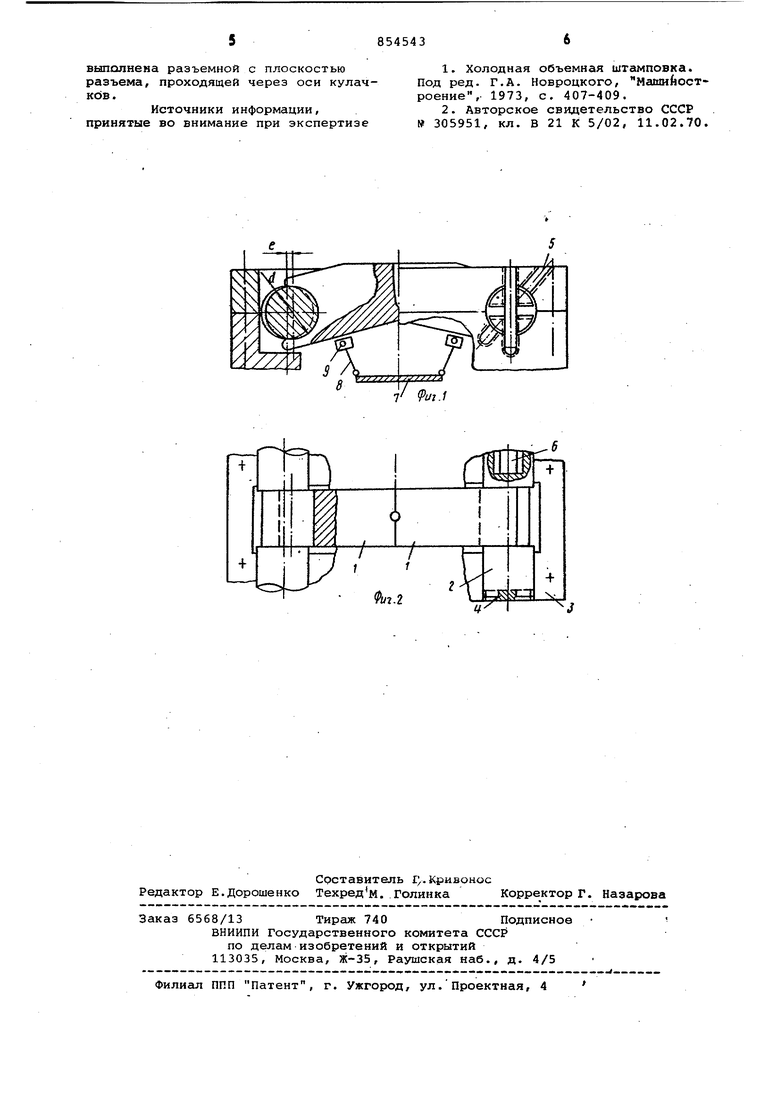
На фиг. 1 и 2 схематично изображено предлагаемое устройство.
Устройство содержит поворотные кулачки 1, опирающиеся на эксцентриковые оси 2, фиксируемые относительно обоймы 3, например, с помощью шпонки 4, устанавливаемой в одном из радиальных пазов 5. Противоположный конец оси имеет отверстие 6 многогранного сечения под ключ. Устройств снабжено траверсой 7, соединенной тягами 8 регулируемой длины, например, с помощью винтовых муфт с кулачками 1 посредством шарнирных узлов 9.Шарнирные узлы 9 установлены с возможностью перемещения и фиксации относительно оси поворота кулачка и могу быть выполнены в виде ползунов,скользящих в Т-образных пазах кулачков.
Устройство работает следующим образом.
Перед работой устройство настраивают на смыкание рабочих плоскостей
и формообразующей полости кулачков 1 путем разворота эксцентриковых осей 2, например, с помощью торцового ключа, вставляемого в отверстие 6 на торце оси. Затем положение осей 2 фиксируют, например, шпонкой 4 в пазах 5 обоймы 3. На траверсу 7 устанавливают толкатель заданной длины и разводят кулачки на заданный угол. После подачи заготовки в формообразующую полость и смыкания кулачков до формообразования на заданную степень деформации последние вновь разводят до исходного положения. При этом траверса 7 тягами 8 поднимается вместе с установленным на ней толкателем, который удаляет деталь из зоны формообразования. В дальнейшем цикл штамповки повторяется.
Устройство, отличаясь простотой, расширяет область применения и технологические возможности известных устройств для радиальной штамповки,позволяя в одном и том же комплекте инструмента производить штамповку деталей ряда типоразмеров, исключая переточки и смену формообразующего инструмента, что в конечном итоге снижает себестоимость и трудоемкость изготовления продукции.
Формула изобретения
1. Устройство для радиальной штамповки деталей, содержащее обойму с радиальными пазами,в которых на осях установлены поворотные формообразующие кулачки, о тл и ч ающеес я тем, что, с целью расширения номенклатуры штампуемых деталей,оно снабжено траверсой, концы которой шарнирно соединены через промежуточные тяги регулируемой длины с каждым из кулачков, а оси кулачков выполнены эксцентриковыми с эксцентриситетом
&-(0,1-0,3.)d,
где d - диаметр оси на длине опоры кулачка.
2. Устройство по п. 1, отличающееся тем, что шарниры тяг соединены с кулачками с возможностью перемещения и фиксации относительно оси поворота кулачков.
3.Устройство по пп. 1 и 2,о тличающееся тем, что в каждой оси с одной стороны выполнено многогранное отверстие под ключ и каждая ось снабжена механизмом фиксации ее от проворота, размещенным
с другой стороны.
4.Устройство по пп. 1-3, отличающееся тем, что обойма
вьшолнена разъемной с плоскостью разъема, проходящей через оси кулачков.
Источники информации, принятые во внимание при экспертизе
1.Холодная объемная штамповка. Под ред. Г.А. Новроцкого, Машийостроение, 1973, с. 407-409.
2.Авторское свидетельство СССР
305951, кл. В 21 К 5/02, 11,02.70.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ-КОСТЫЛЕЙ | 1998 |
|
RU2127166C1 |
| Стопорное устройство транспортного средства | 1988 |
|
SU1556981A1 |
| Способ формирования многогранных головок болтов | 1989 |
|
SU1764757A1 |
| Устройство для радиальной штамповки | 1983 |
|
SU1140879A1 |
| Штамп для листовой штамповки | 1984 |
|
SU1247124A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для радиальной штамповки | 1980 |
|
SU904861A1 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2428271C2 |
| МЕХАНИЧЕСКИЙ ТРУБНЫЙ КЛЮЧ | 1995 |
|
RU2086384C1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1992 |
|
RU2057613C1 |
