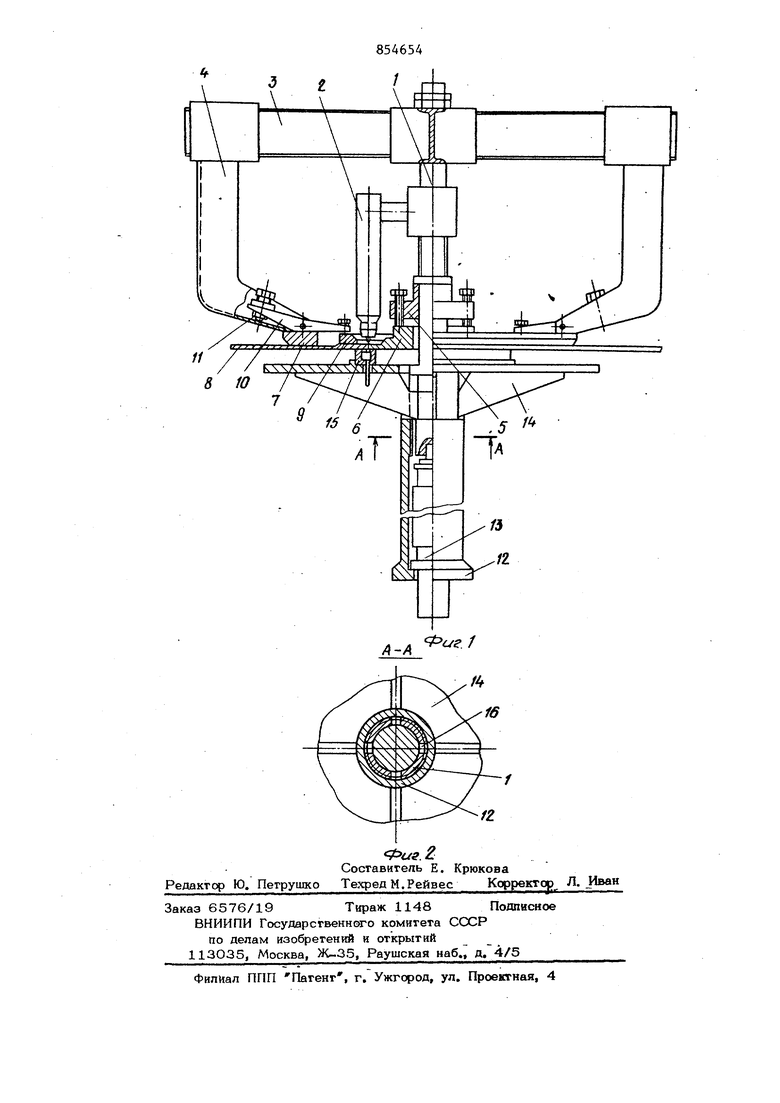
Изобретение относится к устройст вам для сборки под сварку (при необходимости с предварительным прогибом), преимущественно круговых врезных элементов, имеющих централь ное отверстие с обечайками больших Р меров или с другими листовыми кежётрукциями, применяемыми в авиационной, судостроительной, вагоностроительной и других отраслях промьшшенности. Известна установка для сборки и сварки оболочковых конструкций с элементами арматуры, содержащая уст новленную на колонне с возможностью подъема С-образную консоль, на однсй из полок которой установлено подкладное кольцо, а на другой штанга с поворотным кронштейном для сварочной головки и прижимным кОльцом для изделия, а также устройство для устранения сварочных деформаций Однако установка не предупреждает сварочных деформаций, а лищь про ИЗВОДИТ их устранение ударно-импульс; ной проковкой после сварки и искаже ния геометрии свариваемых изделий, что снижает качество. Кроме того, установка не обеспечивает фиксации ввариваемого элемента относительно изделия, что также снижает качество сварки. . Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для сборки и сварки фланцев с изделием, содержащее штангу с поворотным кронштейном дпя сварочной головки и прижимными кольцами для фланца и для изделия, а также установленный соосно щтанге с возможностью продольного перемещения стол с подкладным кольцом f2. Однако данное устройство также не обеспечивает исключения сварочных деформаций в процессе сварки и не предотвращает искажения геометрии свариваеьых изделий, что снижает качество сварки. Цель изобретения - повышение качества сварки путем исключения влияния сварочных деформаций. С этой целью устройство для сборки и сварки, содержащее штангу с поворотным кронштейном дпя сварочной головки и прижимными кольцами для фланца и для изделия, а также установленный соосно штанге с возмозкнбстью продольного перемещения стол с подкладным кольцом, снабжено кольцом для предварительного прогиба изделия, закрепленным на штанге со стороны крепл-ения прижимных колец, и втулкой, смонтированной на противоположном конце этой штанги и оснащенной установленным в нем домкратом, связанным со столом, при этом на штанге со стороны закрепления на ней втулки выполнещ.1 продольные пазы а стол, в свою очередь, выполнен с ребрами, установленными в указанных пазах штанги. На фиг. 1 схематически изображено предлагаемое устройство, обищй ви на фиг.2 - сечение А-Л на фиг.1. Устройство содержит штангу 1, на которой установлен поворотный относи тельно ее оси кронштейн со сварочной головкой 2, а также закреплена крест вина 3 с опорными стойками 4. На шта ге установлено прижимное кольцо 5 для фланца 6, а на стойках 4 смонтир вано кольцо 7 для предварительного прогиба изделия 8 и прижимное кольцо 9 для изделия. Прижимное кольцо 9 установлено на стойках 4 по(;редст вом рычага 10 с пружинным прижимом На штанге 1 закреплена также втулка 12 с установленным в ней домкратом 13, на штоке которого закреплен сто 14 с подкладным кольцом 15. Штанга 1 выполнена с продольными пазами 16 а стол 14 вьтолнен с ребрами, установленными в пазах штанги. i Устройство работает следующим об разом. В отзерстие ввариваемого элемент (фланца) снизу вставляется штанга J со столом и подкладным кольцом 15, потом сверху на штангу надевают при жимное кольцо 5, кронштейн со сварной головкой 2, жесткую крестовину 3 со стойками 4, пpижимaк« и a кольц 7 для предварительного прогиба изде лия 8 и прижимное кольцо 9 к издели 44 Затем включают домкрат 13, который, прижимая стол с подкладным кольцом 15 к изделию, перемещает штангу 1 с прижимными кольцами 5 и 9 и кольцом 7 для предварительного прогиба изделия к изделию. Таким образом, производится предварительный прогиб изделия в околошовной зоне и фиксация изделия и фланца. Затем производится сварка кольцевого шва при повороте сварочной головки относительно штанги. Съем устройства производится в обратной последовательности. Оснащение устройства кольцом для предварительного прогиба изделия в околошовной зоне позволяет исключить сварочные деформации и повысить качество сварки. Кроме того, компактное конструктивное выполнение устройства позволяет установить его на изделие любой конфигурации, в любой плоскости, на любом удалении отверстия, в которое ввариваются фланцы и элементы арматуры, от кромки издеЛИЯ. Формула изобретения Устройство для сборки и сварки фланцев с изделием, содержащее штангу с поворотным кронштейном для сварочной головки и прижимными кольцами для фланца и для изделия, а также установленный соосно штанге с во; установленный соосно штанге с возможностью продольного перемещния стол с подкладн1,1м кольцом, отличающееся тем, что, с целью повышения качества сварки путем исключения сварочных деформаций, устройство снабжено кольцом для предварительного прогиба изделия, закрепле нным н а штанге со стороны крепления прижимных колец, и втулкой, смонтированной на противоположном конце штанги и оснащенной установленным в ней домкратом. связанным со столом, при этом на штанге со стороны закрепления на ней втулки выполнены продольные пазы, а стол, в свою очередь, вьтолнен с ребрами, установленными в указанных пазах штанги. Источники информации, принятые во внимание пр« экспертизе 1.Авторское свидетельство СССР № 407681, кл. В 23 К 37/04, 27.09.74. 2.Авторское свидетельство СССР № 721303J. кл. В 23 К 37/04, 10.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки под сварку круговых соединений в оболочковых конструкциях и устройство для его осуществления | 1980 |
|
SU998060A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ | 2020 |
|
RU2754328C1 |
| Установка для сварки сильфонов | 1980 |
|
SU1009680A1 |
| Устройство для электродуговой сварки кольцевых швов | 1981 |
|
SU979056A1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| Устройство для формирования кольцевых сварных швов | 1989 |
|
SU1779521A1 |
| Центратор для сборки под сварку кольцевых швов | 1990 |
|
SU1770109A1 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| Кантователь для сборки и сварки | 1979 |
|
SU829383A1 |
| Устройство для сборки под сварку кольцевых швов | 1987 |
|
SU1472202A1 |