(54) СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ограничения вибраций технологической системы | 1986 |
|
SU1500995A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2010 |
|
RU2429949C1 |
| СПОСОБ АНОДНО-ДИНАМИЧЕСКОГО УПРОЧНЕНИЯ ДЕТАЛИ ИЗ ТОКОПРОВОДЯЩЕГО МАТЕРИАЛА | 2009 |
|
RU2411111C2 |
| Устройство выравнивания припусков при двусторонней размерной электрохимической обработке | 1982 |
|
SU1047660A1 |
| СПОСОБ ОПЕРАТИВНОЙ ДИАГНОСТИКИ МОДУЛЕЙ МЕТАЛЛООБРАБАТЫВАЮЩИХ СТАНКОВ | 2018 |
|
RU2727470C2 |
| Способ обработки деталей на стенках с ЧПУ | 1989 |
|
SU1704928A1 |
| Способ врезного шлифования профильной детали фасонным шлифовальным кругом | 1985 |
|
SU1271718A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО НОЖА РОТОРНОЙ БРЕЮЩЕЙ ГОЛОВКИ ЭЛЕКТРОБРИТВЫ | 1993 |
|
RU2090319C1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
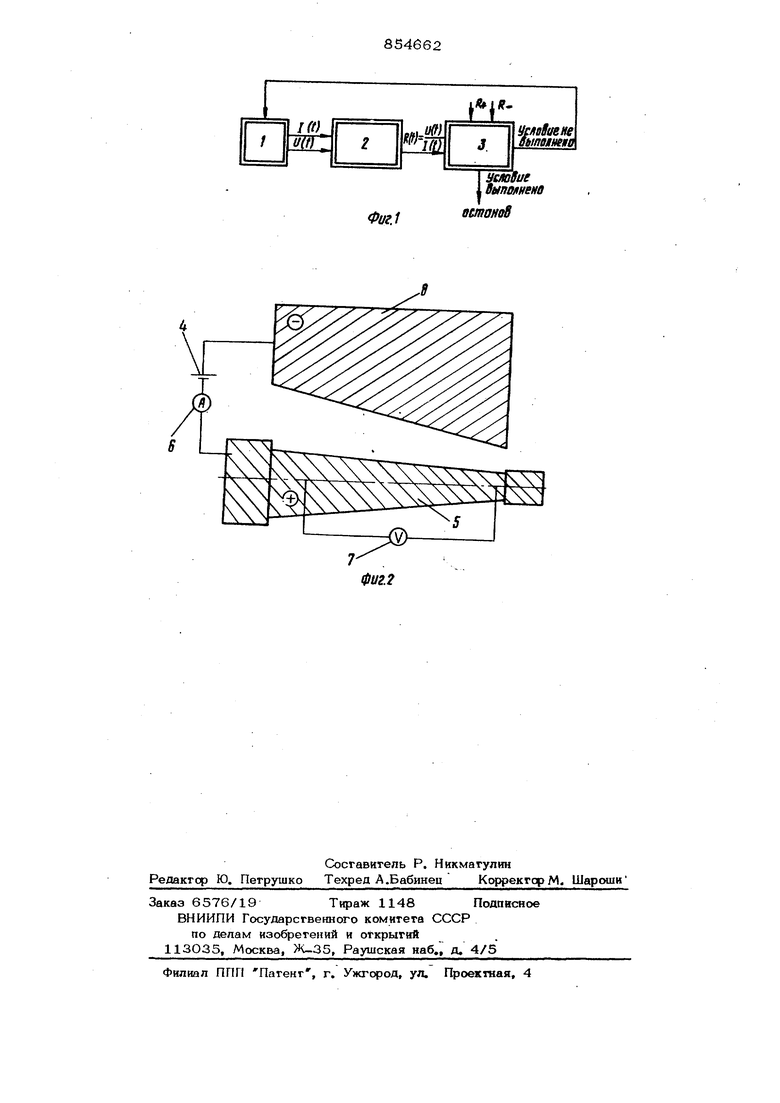
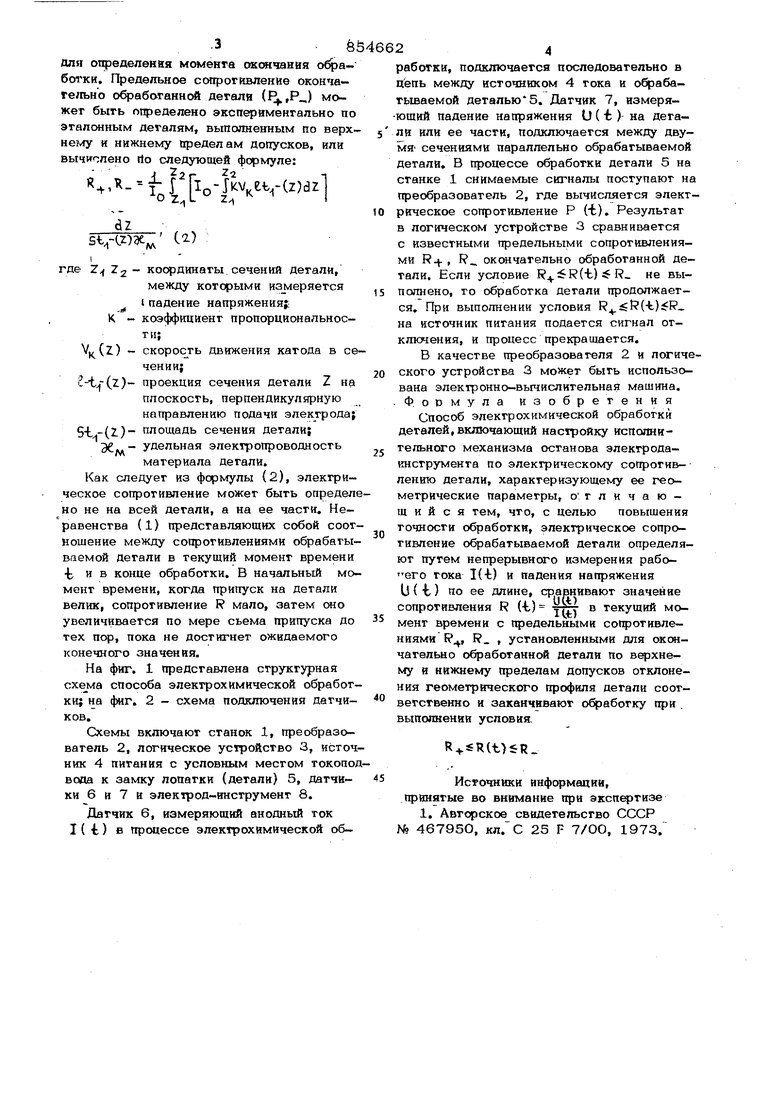
Изофетение относигся к элекгрофизическим и элекгрохимическйм методам обработки, в частности касается способа определения момента окончания электрохими ческой обработки, например перакрупногабаритных турбинных лопаток. Известен способ определения момента окончания электрохимической обработки деталей, когда останов электродов и прекращение процесса обработки осуществляют с помощью конечных выключателей и подобных им исполнительных механизмов, при этом конечные выключатели настраивают но электрическому сотфотивлению детали, характеризующему ее геометрические параметры l. Однако нестабильность электрохимических параметров в процессе обработки приводит к отклонению величин межэлектродных зазоров, что обуславливает появле ние дополнительной погрешности размеров детали, и при этом точный останов элект роде, осуществляемый указанным способом, не обеспечивает требуемой точности обработки. Цель изобретения - повышение точности электрохимической обработки. Поставленная цель достигается тем, что электрическое согфотивление обрабатьшаемой детали определяют путем непрерывного измерения рабочего тока I(-fc) и падений напряжения U( i.) по ее длине, сравнивают значение сопротивления R(,t) - )в текущий момент времени с предельным сопротивлением R, R , определенными для окончательно обработанной детали по верхнему и нижнему пределам допусков отклонения геометрического профиля детали соответственно и заканчивают обработку при выполнении условия (-b)R . И) Электрическое сопротивление детали характеризует ее геометрические размеры я поэтому может быть использовано 36 Для отфеделения момента оксмчанвя офаботкн. Предельное сопротивление окончательно обрабоганнсЛ детали (f.,P) может быть определено экспериментально по эталонным деталям, выполненным по верх и нижнему пределам допусков, или вычислено rto следующей формуле: tlfo-Rvv() «.,яВ,(г-) С) где Z 22 - координаты сечений детали, между которыми измеряется I падение напряжения;; К - коэффициент пропорциональности;V,(Z) - скорость движения катода в се чении; i4.r(z)- проекция сечения детали Z на плоскость, перпендикулярную направлению подачи электрода; 5-t-(I)- площадь сечения детали; - удельная электропроводность материала детали. Как следует из формулы (2), электрическое сопротивление может быть определ но не на всей детали, а на ее части. Неравенства (1) представляющих собой соот ношение между сопротивлениями обрабаты ваемой детали в текущий момент времени t и в конце обработки. В начальньй мо мент времени, когда припуск на детали велик, сопротивление R мало, затем оно увеличивается по мере сьема припуска до тех пор, пока не достигнет ожидаемого конечного значения. На фиг. 1 представлена структурная схема способа электрохимической обработ ки; на фиг. 2 - схема подключения датчиков. Схемы включают станок 1, преобразователь 2, логическое устройство 3, источ ник 4 питания с условным местом токопо вода к замку лопатки (детали) 5, датчики 6 и 7 и электрод-инструмент 8. Датчик 6, иэмеряк)ший анодньй ток I ( t) в процессе электрохимической об2работки, подключается последовательно в цепь между источником 4 тока и обрабатываемой деталью 5. Датчик 7, измеряющий падение напряжения U (fc ) на детали или ее части, подключается между двумя сечениями параллельно обрабатываемой детали. В процессе обработки детали 5 на станке 1 снимаемые сигналы поступают на преобразователь 2, где вычисляется электрическое сопротивление Р (t). Результат в логическом устройстве 3 сравнивается с известными предельными сопротивлениями R-|. , R окончательно обработанной детали. Если условие R.R(-t)R не выполнено, то обработка детали продолжается. При выполнении условия )R на источник питания подается сигнал отклкэтения, и процесс прекращается. В качестве преобразователя 2 и логического устройства 3 может быть использована электронно-вычислительная машина. Ф, оомула изобретения Способ электрохимической обработки деталей, включающий настройку исполнительного механизма останова электродаинструмента по электрическому сопротив- лению детали, характеризующему ее геометрические параметры, о т л и ч а ю щ и и с я тем, что, с целью повышения точности обработки, электрическое сопротивление обрабатываемой детали определяют путем непрерывного измерения рабо его тока I(-fc) и падения напряжения U ( t) по ее длине, сравнивают значение R (t) ТгГл в текущий мос опр от ивлен и я мент времени с предельными сопротивлениями R, R , установленными для окончательно обработанной детали по верхнему и нижнему пределам допусков отклонения геометрического профиля детали соответственно и заканчивают обработку при выполнении условия, R.R( Источники информации, принятые во внимание щзи экспертизе 1. Авторское свидетельство СССР № 46795О, кл.С 25 F 7/ОО, 1973.
ие
уаю
1 оапоинено
OVROHOS
