(54) СПОСОБ иШИФОВАНИЯ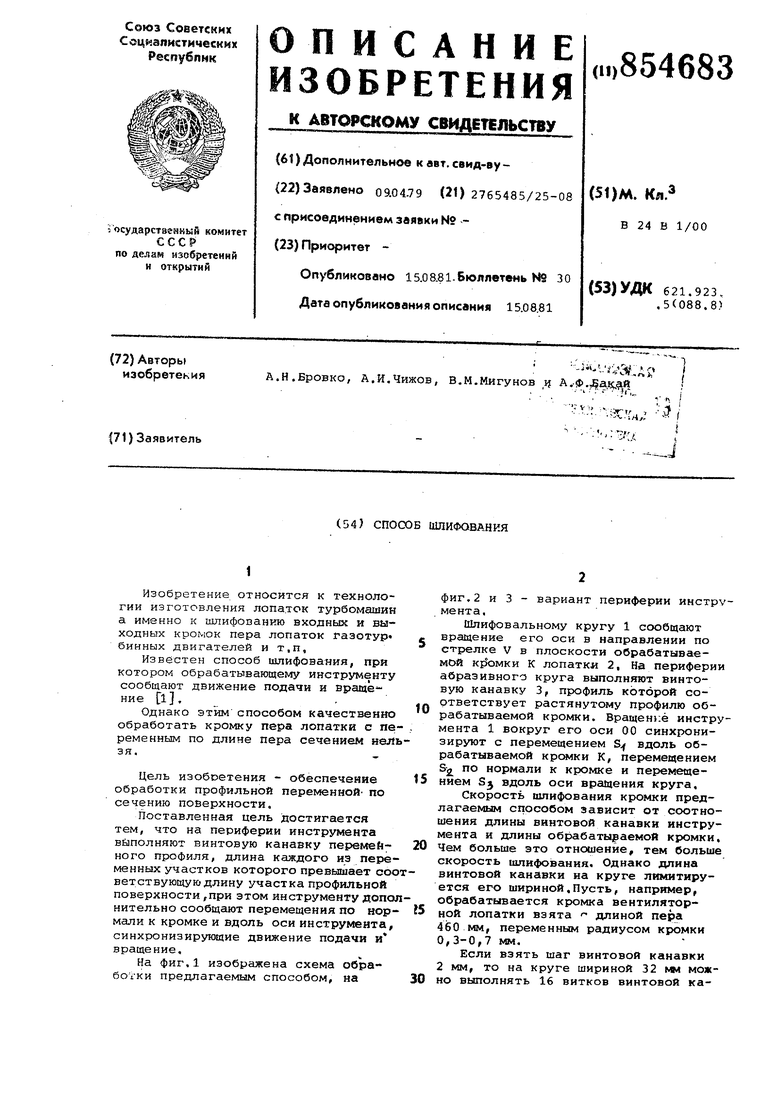
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формообразования кромок деталей | 1980 |
|
SU927375A1 |
| Ленточно-шлифовальный станок для обработки кромок пера лопаток | 1980 |
|
SU891366A1 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1981 |
|
SU948631A1 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1980 |
|
SU944883A1 |
| Способ ленточного шлифования | 1979 |
|
SU929410A2 |
| Способ шлифования пера лопаток | 1981 |
|
SU986740A1 |
| Способ шлифования торцов деталей | 1978 |
|
SU872219A1 |
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ЕЛОЧНОГО ПРОФИЛЯ ЗАМКА ЛОПАТКИ | 1989 |
|
RU2047467C1 |
| Способ шлифования пера лопаток и копировальный станок | 1981 |
|
SU1013225A1 |
| Способ совместного шлифования пересекающихся поверхностей | 1976 |
|
SU654397A1 |
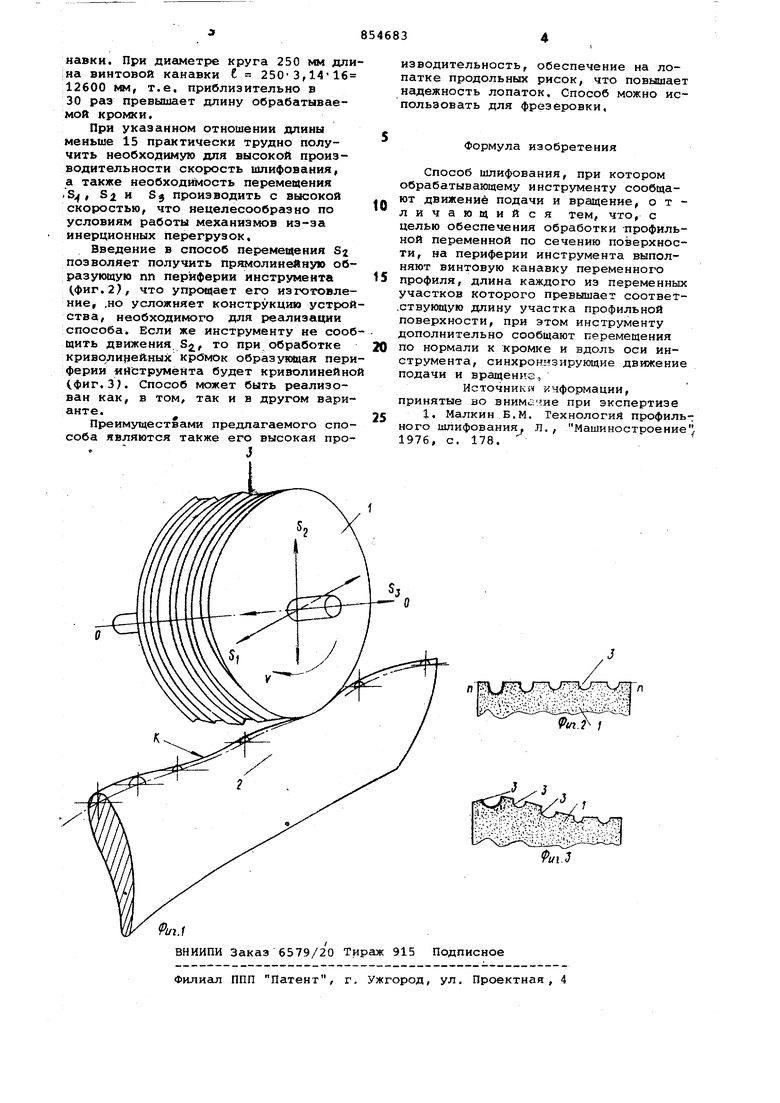
Изобретение относится к технологии изготовления лопа.ток турбомашин а именно к шлифованию входных и выходных кроыок пера лопаток гаэотур бинных двигателей и т.п. Известен способ шлифования, при котором обрабатывающему инструменту сообщают движение подачи и враще ние 1. Однако этим способом качественно обработать кромку пера лопатки с пе ременным по длине пера сечением нел зя. Цель изобретения - обеспечение обработки профильной переменной- по сечению поверхности. Поставленная цель достигается тем, что на периферии инструмента выполняют винтовую канавку перемейнего профиля, длина каждого из пере менных участков которого превышает со ветствующую длину участка профильной поверхности,при этом инструменту допо нительно сообщают перемещения по нор Мали к кромке и вдоль оси инструнюнта, синхронизирующие движение подачи и вращение. На фиг.1 изображена схема обрабогки предлагаемым способом, на фиг,2 и 3 - вариант периферии инструмента. Шлифовальному кругу 1 сообщают вращение его оси в направлении по стрелке V в плоскости обрабатываемой К лопатки 2, На периферии абразивного круга выполняют винтовую канавку 3, профиль которой соответствует растянутому профилю обрабатываемой кромки. Вращение инструмента 1 вокруг его оси 00 синхронизируют с перемещением S вдоль обрабатываемой крепки К, перемещением & по нормали к кромке и перемещением Sj вдоль оси вращения круга. Скорость пшифования кромки предлагаемым способом зависит от соотношения длины винтовой канавки инструмента и длины обрабатываемой кромки, Чем больше это отношение, тем больше скорость шлифования. Однако длина винтовой канавки на круге лимитируется его шириной,Пусть, например, обрабатывается кромка вентиляторной лопатки взята длиной пера 4бО мм, переменным радиусом кромки 0,3-0,7 мм. Если взять шаг винтовой канавки 2 мм, то на круге шириной 32 можно выполнять 16 витков винтовой ка
