I
Изобретение относится к машиностроению и преимущественно может быть использовано при шлифовании торцов деталей, например, перьев рабочих лопаток турбомашин, свободно закрепленных в-пазах ротора.
Известен способ шлифования торцов деталей, при котором последние свободно устанавливают по периферии ротора, а шлифовальному кругу и ротору сообщают вращение 1.
Недостаток известного способа является необходимость дополнительного закрепления деталей в процессе обработки специальными зажимами, что снижает точность, и производительность обработки.
Цель изобретения - повышение точности и производительности при обработке торцов перьев лопаток турбомашин.
Поставленная цель достигается тем, что согласно способу шлифования торцов деталей, при котором последние свободно устанавливают по периферии ротора, а шлифовальному кругу и ротору сообщают вращение по периферии ротора выполняют пазы под хвостовики лопаток, а ротор вращают с частотой, при которой центробежные силы превыщают силу резания.
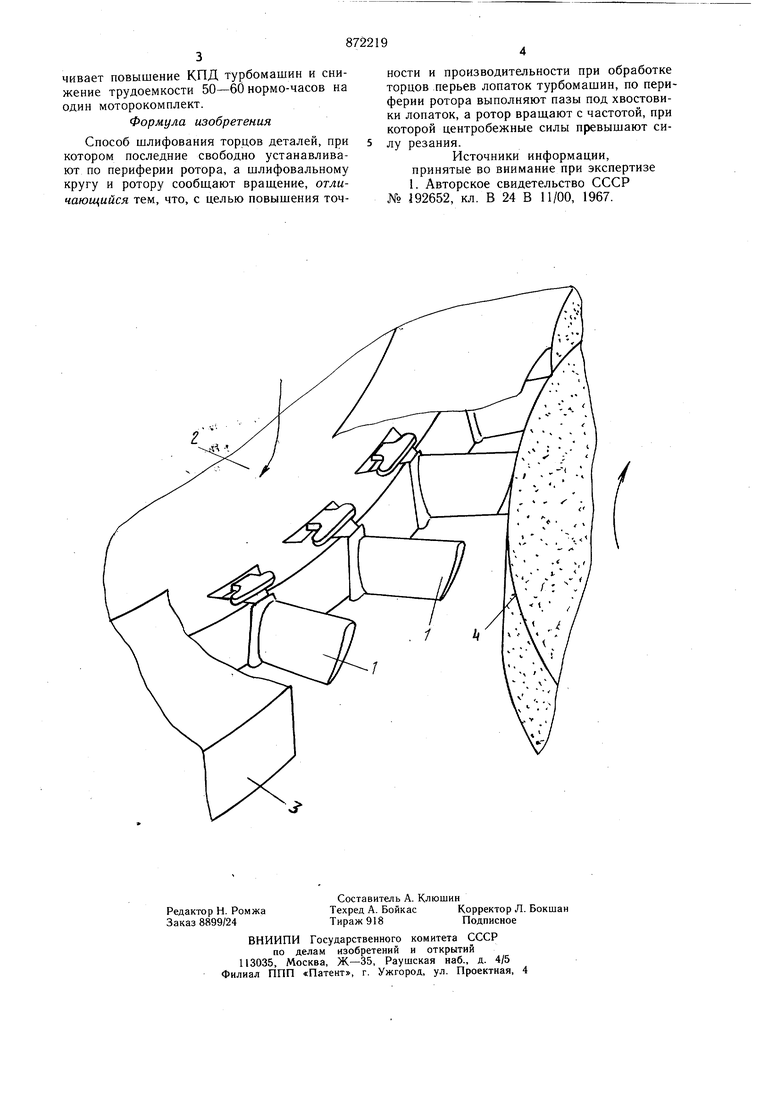
На чертеже показана схема реализации способа.
Лопатки 1 нежестко устанавливают в пазах ротора 2, который помещен в кожухе 3, и .раскручивают до частоты вращения, обеспечивающей вытягивание лопаток в 5 рабочее положение центробежными силами, после чего шлифуют торцы лопаток кругом 4. При этом центробежные силы, действующие на лопатку, превышают по своей величине силы резания.
Пример. Ротор с лопатками, помешенными в кожух, раскручивают до частоты врашения 1750-1500 об/мин. Абразивный круг ПП 175X25X32, марки 63С25СМ1 вращают с частотой 2000 об/мин и подают на ротор при продольной подаче S 40 мм/мин 15 и глубине щлифования t 0,5мм. При обработке лопатки не вибрируют, что свидетельствует о достаточном запасе кинетической энергии и центробежных сил.
В результате обработки по предложенному способу обеспечивается повышение точности и производительности обработки, уменьшается радиальное биение торцов лопа ток и повышается качество изготовления турбомашин. Предложенный способ обеспечивает повышение КПД турбомашин и снижение трудоемкости 50-60 нормо-часов на один моторокомплект.
Формула изобретения
Способ шлифования торцов деталей, при котором последние свободно устанавливают по периферии ротора, а шлифовальному кругу и ротору сообщают вращение, отличающийся тем, что, с целью повышения точности и производительности при обработке торцов перьев лопаток турбомашин, по периферии ротора выполняют пазы под хвостовики лопаток, а ротор вращают с частотой, при которой центробежные силы превышают силу резания.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 192652, кл. В 24 В 11/00, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ЕЛОЧНОГО ПРОФИЛЯ ЗАМКА ЛОПАТКИ | 1989 |
|
RU2047467C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ | 1991 |
|
RU2047464C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| Устройство для измерения размеров вращающихся объектов | 1976 |
|
SU596823A1 |
| Способ шлифования | 1979 |
|
SU854683A1 |
| СПОСОБ ВРЕЗНОГО ШЛИФОВАНИЯ ЗАМКА ЛОПАТОК | 1989 |
|
SU1781943A1 |
| СПОСОБ ШЛИФОВАНИЯ ЛОПАТОК | 1989 |
|
SU1725506A1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1990 |
|
SU1760719A1 |
| СИСТЕМА ЛОПАТОК И СООТВЕТСТВУЮЩАЯ ГАЗОВАЯ ТУРБИНА | 2011 |
|
RU2580447C2 |
