Изобретение относится к машиностроению, в частности к финишной обработке деталей с цилиндрическими отверстиями, а именно для антифрикционно-деформацион- ного хонингования гильз цилиндров двигателей внутреннего сгорания.
Целью изобретения является повышение качества обработки и упрощение конструкции.
На фиг. 1 показана хонголовка, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Хонголовка имеет корпус 1 с пазами 2, шток 3 и разжимные конусы 4 с рабочими гранями 5-7 для радиальной подачи через лыски 8 толкателей 9 и рабочих поверхностей 10 толкателей 11, установленных на колодках 12 и 13 через пружины 14 брусков-притиров 15 и антифрикционных брусков 16, жестко связанных через толкатели 11 с разжимными конусами 4. Разжимные конуса 4 выполнены в виде многогранной пирамиды, где грань 5 имеет угол наклона 15- 25°, а грани 6 и 7 - соответственно О-5° и 25-35°.
Хонголовка для антифрикционно-дефор- мационного хонингования работает следующим образом.
Хонголовка входит в обрабатываемое отверстие. Гидроцилиндр станка через шток 3 перемещает разжимные конуса 4, сообщающие радиальную подачу толкателям 9 и 11, установленным в пазах 2 корпуса 1. Толкатели 9, взаимодействуя с рабочими поверхностями 7 разжимных конусов 4, вводят пружины 14, а затем лыски 8 вступают в контакт с рабочими гранями 6, при этом колодки 12, несущие бруски-притиры 15 с заданным усилием, созданным пружинами 14, поджимаются к . обрабатываемой поверхности.
Толкатели 11 через рабочие поверхности 10, взаимосвязанные с рабочими поверхностями 5 разжимных конусов 4, сообщают радиальное перемещение колодкам 13 с антифрикционными брусками 16 до соприкосновения с обрабатываемой поверхностью.
Головка, совершая возвратно-поступательное движение, равномерно заполняет
образующимся антифрикционным покрытием неровности микрорельефа.
По истечении определенного заданного промежутка времени с помощью известных устройств подается команда на уменьще- ние давления в гидроцилиндре станка, при этом антифрикционные бруски значительно снижают усилие прижима к обрабатываемой поверхности, а бруски-притиры продолжают свою работу с тем же давлением, так как пружины остаются сжатыми на ту же величину, уплотняя антифрикционный слой покрытия и сглаживания верщины микрорельефа.
По окончании обработки все бруски г возвращаются в первоначальное положение и головка выводится из обрабатываемого отверстия. К этому моменту продукты износа антифрикционных брусков уплотнены и закатаны на всю глубину неровностей микрорельефа.
0
Формула изобретения
Хонинговальная головка в корпусе которой установлен с возможностью возвратно- поступательного перемещения шток с разжимными конусами, взаимодействующими рабочими поверхностями с рабочими поверхностями толкателей колодок с брусками для предварительной и окончательной обработки, отличающаяся тем, что, с целью повыще„ НИИ качества обработки и упрощения конструкции, разжимные конусы выполнены в виде многогранной пирамиды с числом рабочих граней, равным количеству брусков для окончательной обработки, и углом наклона О-5°, а углы наклона рабочих поверх ностей разжимных конусов и толкателей брусков для предварительной обработки выбираются равными 15-25°, углы наклона рабочих поверхностей разжимных конусов и толкателей с брусками для окончательной обработки 25-35, причем бруски для
0 окончательной обработки подпружинены относительно своих толкателей, между рабочими поверхностями которых выполнены лыски, предназначенные для взаимодействия с рабочими гранями пирамиды.
-А
5
Фиг. г
Составитель Е. Щеславская
Редактор Н. ГорватТехред И. ВересКорректор А. Обручар
Заказ 5464/17Тираж 715Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4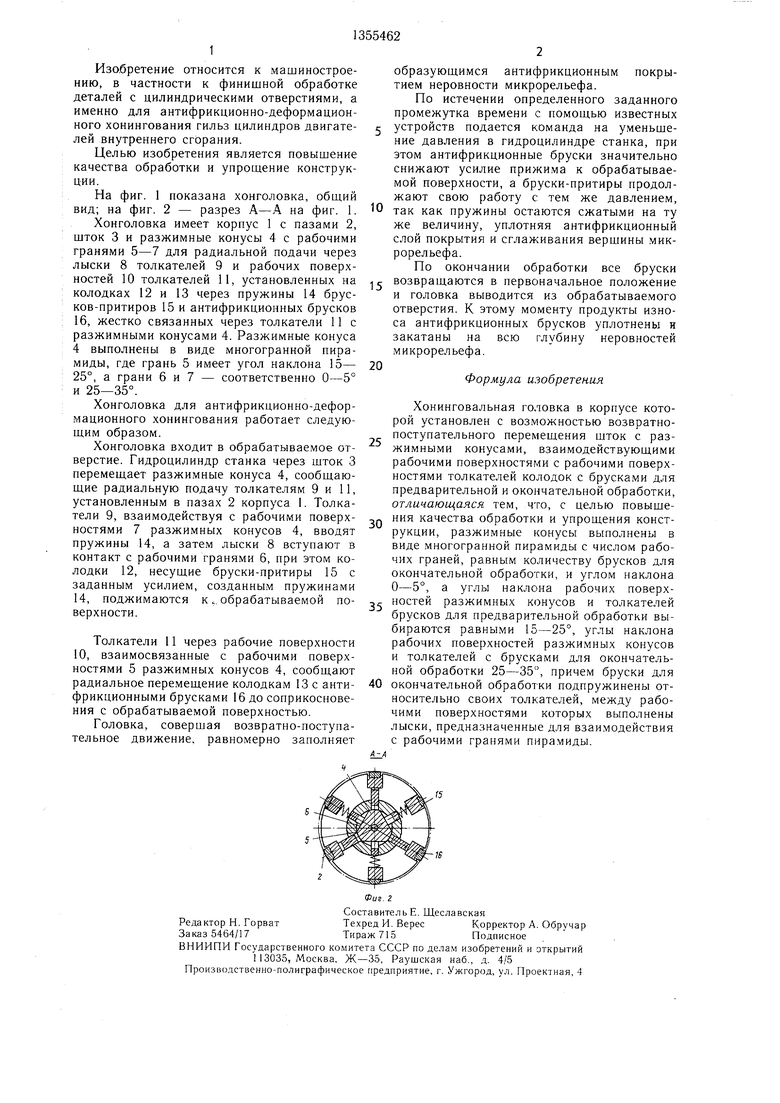
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1987 |
|
SU1495087A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1978 |
|
SU854693A1 |
| Хонинговальная головка для предварительной и окончательной обработки | 1986 |
|
SU1404298A1 |
| Хонинговальная головка | 1987 |
|
SU1502278A1 |
| Хонинговальная головка для обработки цилиндрических отверстий | 1978 |
|
SU779043A1 |
| Хонинговальная головка | 1990 |
|
SU1743821A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2108902C1 |
| Хонинговальная головка | 1986 |
|
SU1404299A1 |
| Устройство для хонингования | 1988 |
|
SU1618602A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ АЛМАЗНЫМИ БРУСКАМИ ГЛУХИХ ОТВЕРСТИЙ С ОКНАМИ И ХРОМОВЫМ ПОКРЫТИЕМ | 2001 |
|
RU2206441C2 |
Изобретение относится к машиностроению, в частности к финишной обработке деталей с цилиндрическими отверстиями, а именно для антифрикционно-деформациок- ного хонингования гильз цилиндров двигателей внутреннего сгорания. Целью изобретения является повышение качества обработки и упрошение конструкции. Хонголовка имеет корпус 1 с пазами, шток 3 и разжимные конусы 4 с рабочими гранями 5-7 для радиальной подачи через лыски 8 толкателей 9 и рабочих поверхностей 10 толкателей II, установленных на колодках 12,13, через пружины 14 брусков-притиров 15 и антифрикционных брусков 16, жестко связанных через толкатели 11 с разжимными конусами 4. Разжимные конуса 4 выполнены в виде многогранной пирамиды, где грань 5 имеет угол наклона 15-25°, а грани 6,7 соответственно 0-5° и 25-35°. 2 ил. $ со СП СП 4 О5 tsD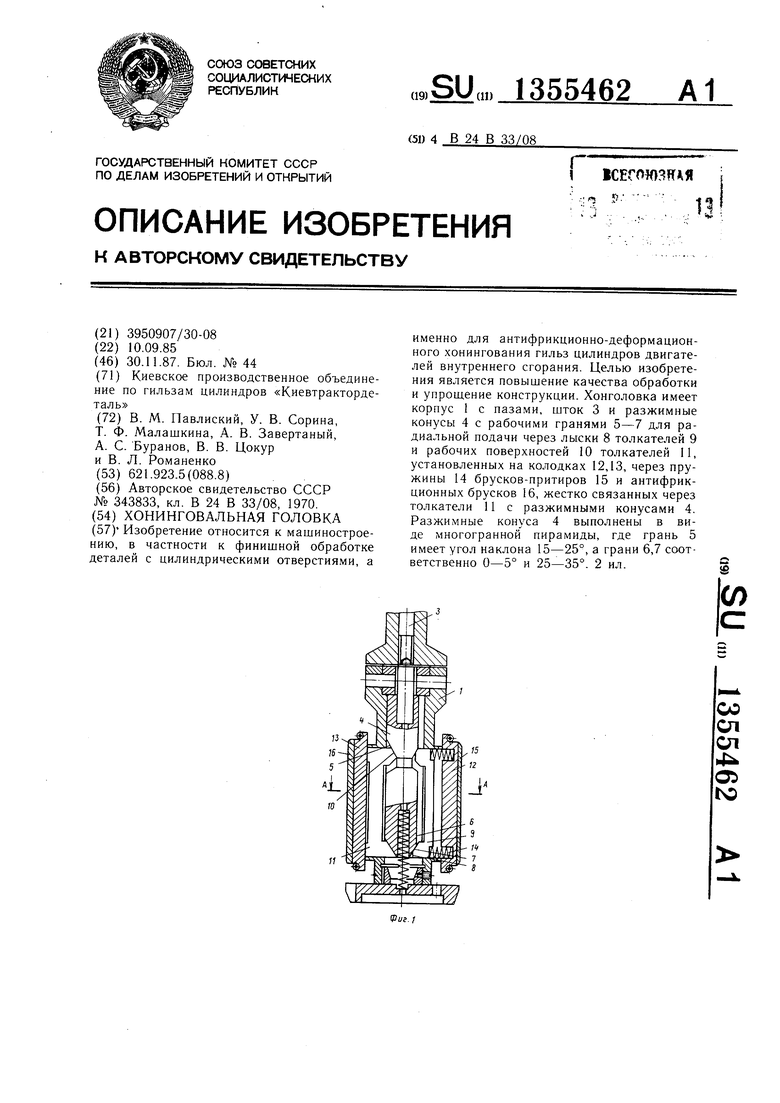
| НИНГОВАЛЬНАЯ ГОЛОВКА | 0 |
|
SU343833A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
