(54) СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки материалов давлением | 1980 |
|
SU940987A2 |
| Способ гидропрессования с противодавлением | 1978 |
|
SU782902A1 |
| СПОСОБ НЕМОНОТОННОГО ДЕФОРМИРОВАНИЯ АНИЗОТРОПНЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2021 |
|
RU2781869C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2006 |
|
RU2352417C2 |
| Способ прессования металлических слитков и пресс для его осуществления | 2019 |
|
RU2713764C1 |
| Штамп для прямого выдавливания | 1978 |
|
SU871980A1 |
| Штамп для выдавливания стержневых деталей | 1985 |
|
SU1303245A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА КЛАПАНОВ | 2015 |
|
RU2604548C1 |
| Способ а.в.весницкого получения изделий с полостью | 1977 |
|
SU722646A1 |
| Штамп для объемной закрытой штамповки | 1986 |
|
SU1342575A1 |
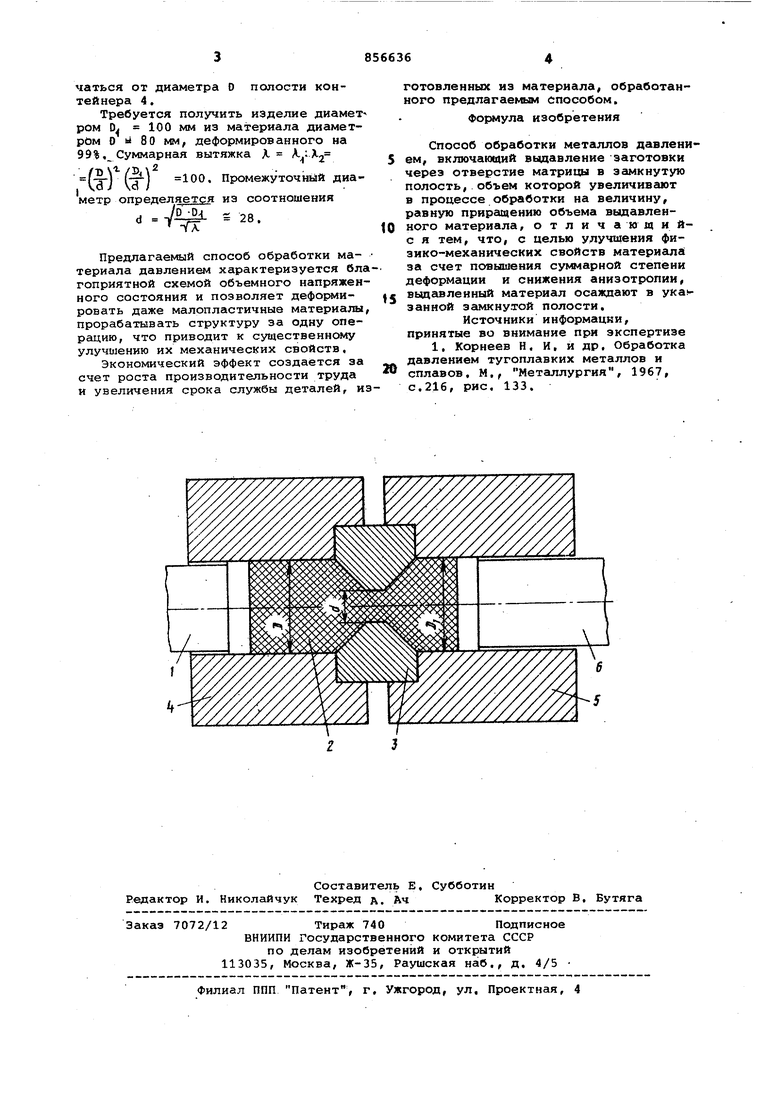
Изобретение относится к обработке металлов давлением. Изобретение наиболее эффективно может быть использовано при изготовлении изделий с улучшенными механическими свойствами, достит-аемыми за счет проработки материала с высокими степенями деформации. Известен способ обработки металлов давлением, включающий выдавливание заготовки через отверстие матрицы в замкнутую полость, объем которой увеличивают в процессе обработки на величину, равную приращению объем выдавленного материала l. Недостаток известного способа определяется невысокими физико-механическими свойствами обработанного материала. Целью изобретения является улучшение физико-механических свойств материала за счет-.повышения суммарной степени деформации и снижения анизотропии. Поставленная цель достигается тем что согласно способу обработки материала давлением, включающему выдавли вание заготовки через отверстие матрицы в замкнутую полость, объем кото рой увеличивают в процессе обработки на величину, равную приращению объема выдавленного материала, вьщавленный материал осаживают в указанной замкнутой полости. Такой способ обработки материалов давлением позволяет получать за одну операцию материал с улучшенными механическими свойствами при сохранении или незначительном изменении форкы исходной заготовки. На чертеже изображена схема предлагаемого способа обработки металлов давлением. Обработка осуществляется путем выдавливания пуансоном 1 заготовки 2 через матрицу 3 с отверстием диаинетром d из контейнера 4 в полость контейнера 5, в котором пуансоном б создается давление, обеспечивающее осадку выдавливаемой через матрицу заготовки до величины диаметра D полостиконтейнера 5, По мере выдавливания заготовки 2 в полость контейнера 5 пуансон 6 отводится. При этом объем полости контейнера 5 уве-. личивается на величину, равную приргодению объема выдавленного материала. Диаметр D полости контейнера 5 может быть или равньии, или отличаться от диаметра О полости контейнера 4.
Требуется получить изделие диамет ром D 100 мм из материала диаметрйм О и 80 мм, деформированного на 99%. Суммарная вытяжка Л. ,
CD S
Нр) 100, Промежуточный диаметр определяемся из соотношения
. 2в.
Предлагаемый способ обработки ма- териала давлением характеризуется благоприятной схемой объемного напряженного состояния и позволяет деформировать даже малопластичные материалы, прорабатывать структуру за одну операцию, что приводит к существенному улучшению их механических свойств.
Экономический эффект создается за счет роста производительности труда и увеличения срока службы деталей, изготовленных из материала, обработанного предлагаемым способом.
Формула изобретения
Способ обработки металлов давленн 5 ем, включающий вьщавление заготовки через отверстие матрицы в замкнутую полость,.объем которой увеличивают в процессе обработки на величину, равную приращению объема выдавленного материала, отличающийс я тем, что, с целью улучшения физико-механических свойств материгша за счет повышения суммарной степени деформации и снижения анизотропии, вьздавленный материал осаждают в yKaiзанной замкнутой полости.
Источники информации, принятые во внимание при зкспертизе 1, Корнеев Н. И, и др. Обработка давлением тугоплавких металлов и сплавов. М., Металлургия, 1967, с.216, рис. 133.
