I
Изобретение относится к станкостроенш), а именно к многооперационным станкам с автоматической сменой приспособлений-спутников.
Наиболее близким к предлагаемому техническим решением является многооперационный станок с автоматической сменой приспособлений-спутников, содержащий колонку со шпиндельной бабкой, координатный стол и механизм смены приспособленийспутников р}.
Недостатком известного станка является значительное время на смену паллет.
Цель изобретения - повышение производительности станка.
Поставленная цель достигается тем, что механизм смены приспособлений-спутников снабжен кареткой и выполнен в виде двух смежных параллельных ветвей цепного транспортера, с одной стороны соединенных посредством каретки, установленной
с возможностью перемещения перпен- дикулярно этим ветвям, и с другой стороны - координатным столом, причем приводные звездочки цепного . транспортера расположены в зоне координатных перемещений стола, а приспособления-спутники снабжены предназначенным для переноса приспособлений-спутников с .цепного транспортера на координатный стол станка
10 рычагом со звездочками, установленньв4и с возможностью зацепления с тяговой цепью транспортера.
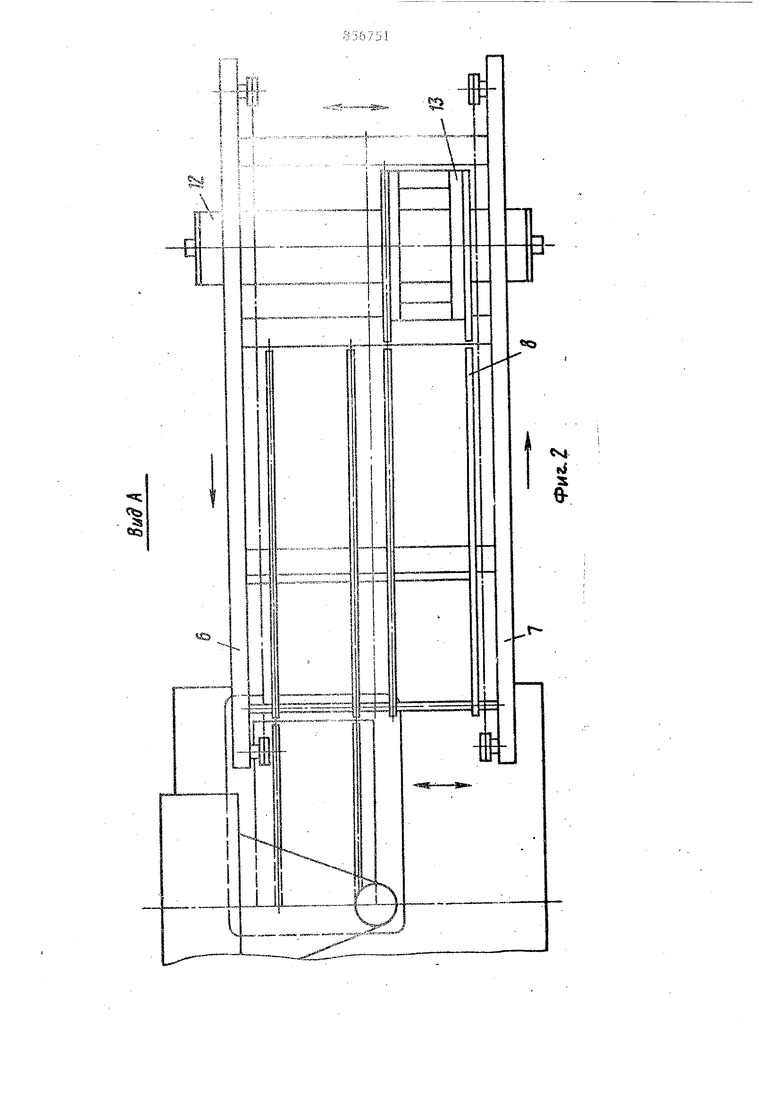
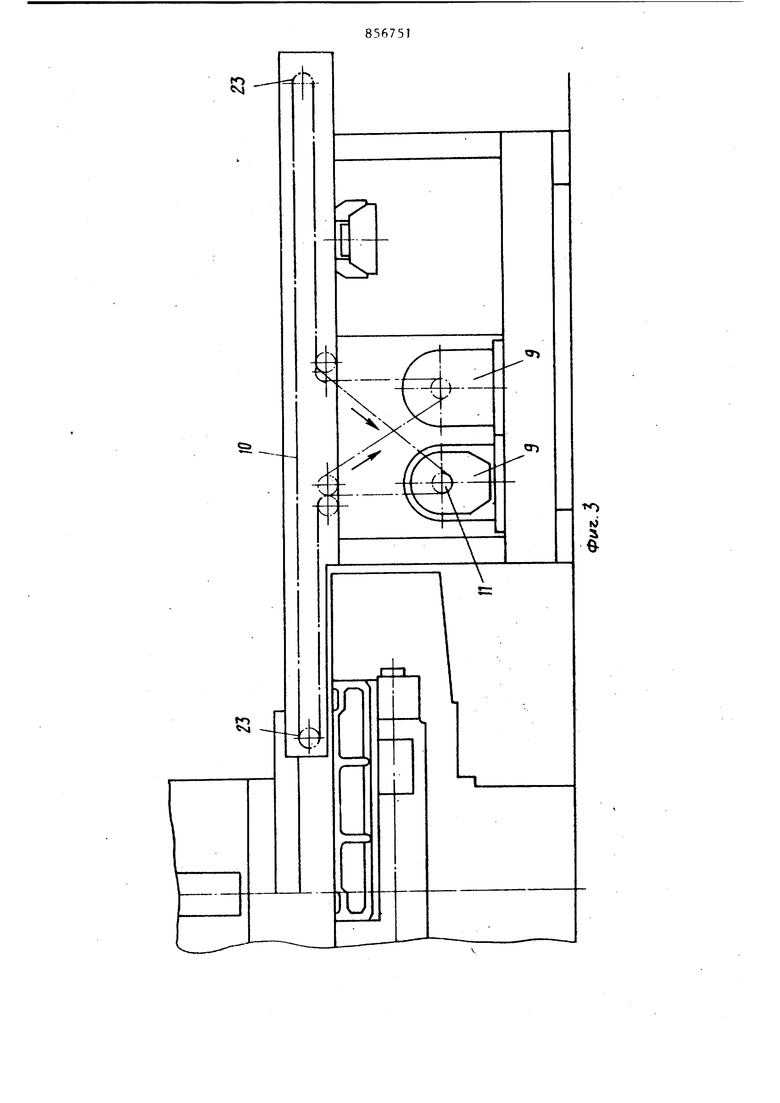
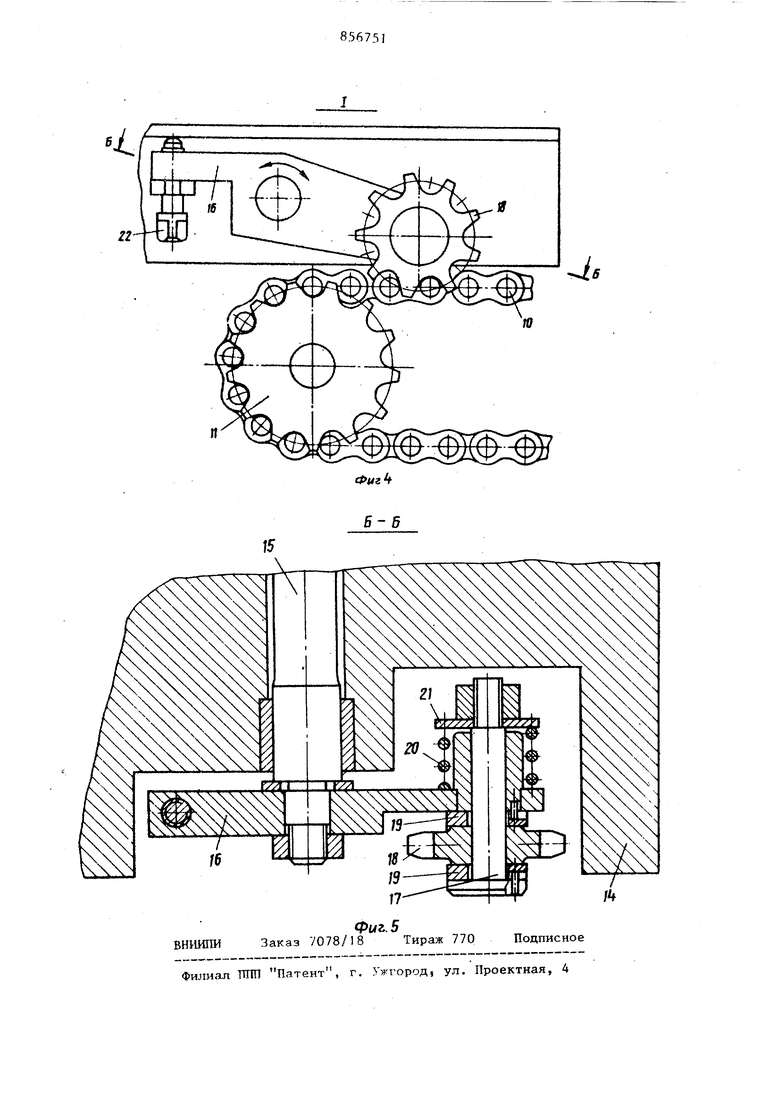
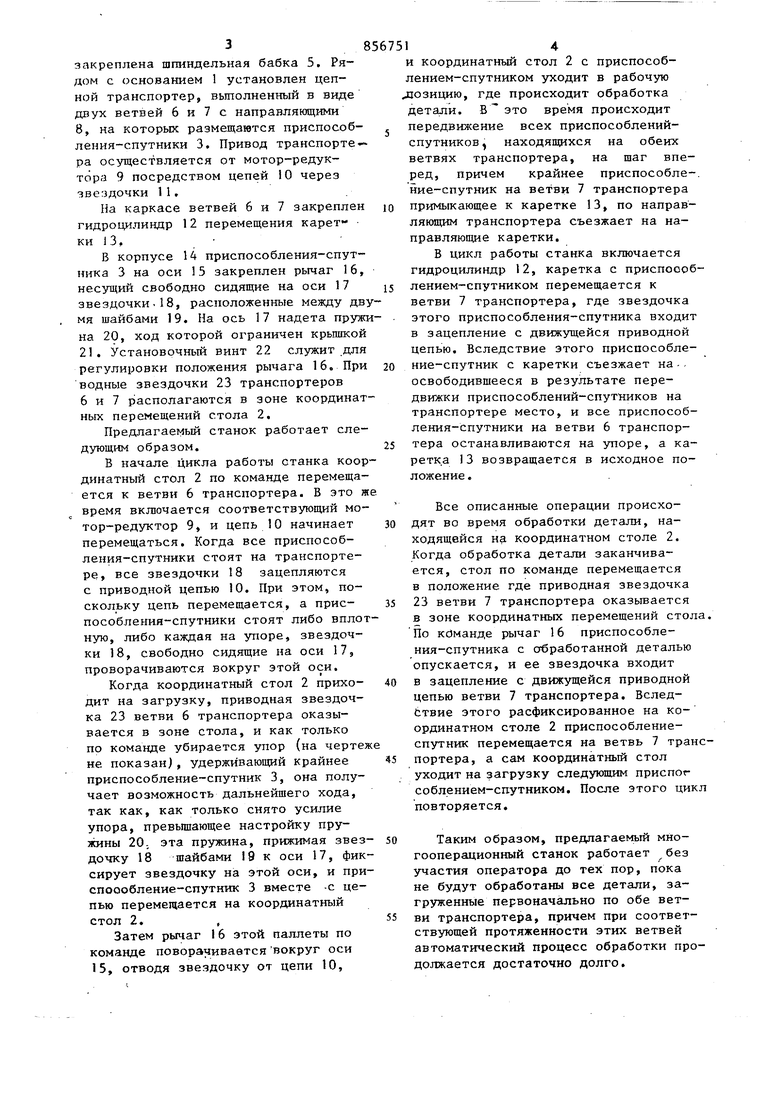
На фиг. 1 схематично представлен предлагаемый станок, общий вид; на
ts фиг. 2 - вид А .на фиг. 1; на фиг. 3схема привода цепного транспортера; на фиг. 4 - узел на фиг. 1} на фиг.5 - разрез Б-Б на фиг. 4.
На основании 1 по направляющ
20 перемещается координатный стол 2, на,который устанавливается приспособ/ление-спутиик 3 с обрабатьшаемой деталью. Над столом на колонне 4 закреплена шпиндельная бабка 5. Рядом с основанием 1 установлен цепной транспортер, выполненный в виде двух ветвей 6 и 7 с направлянлцими 8, на которых размещаются приспособления-спутники 3. Привод транспорте ра осуществляется от мотор-редуктора 9 посредством цепей 10 через звездочки 11, На каркасе ветвей 6 и 7 закреплен гидроцилиндр 12 перемещения карет ки 1 3, В корпусе 14 приспособления-спут ника 3 на оси 15 закреплен рычаг 16 несущий свободно сидящие на оси 17 звездочки.18, расположенные между дв мя шайбами 19. На ось 17 надета пруж на 20, ход которой ограничен крьппко 2. Установочный винт 22 служит дл регулировки положения рычага 16. Пр водные звездочки 23 транспортеров 6 и 7 располагаются в зоне координа ных перемещений стола 2, Предлагаемый станок работает сле дующим образом, В начале цикла работы станка коо динатный стол 2 по команде перемеща ется к ветви 6 транспортера. В это время включается соответствующий мо тор-редуктор 9, и цепь 10 начинает перемещаться. Когда все приспособления-спутники стоят на транспортере, все звездочки 18 зацепляются с приводной цепью 10, При этом, поскольку цепь перемещается, а приспособления-спутники стоят либо впло ную, либо каждая на упоре, звездочки 18, свободно сидящие на оси 17, проворачиваются вокруг этой оси. Когда координатный стол 2 приходит на загрузку, приводная звездочка 23 ветви 6 транспортера оказывается в зоне стола, и как только по команде убирается упор (на черте не показан), удерживающий крайнее приспособление-спутник 3, она получает возможность дальнейшего хода, так как, как только снято усилие упора, превьшающее настройку прулснны 20-, эта пружина, прижимая звез дочку 18 шайбами 19 к оси 17, фик сирует звездочку на этой оси, и при способление-спутник 3 вместе -с цепью перемещается на координатный стол 2, , Затем рычаг 16 этой паллеты по команде поворачивается вокруг оси 15, отводя звездочку от цепи 10, 14 и координатный стол 2 с приспособлением-спутником уходит в рабочую озицию, где происходит обработка детали. это время происходит передвижение всех приспособленийспутников , находящихся на обеих ветвях транспортера, на шаг вперед, причем крайнее приспособле-. ние-спутник на ветви 7 транспортера примыкающее к каретке 13, по направляющим транспортера съезжает на направляющие каретки. В цикл работы станка включается гидроцилиндр 12, каретка с приспоооблением-спутником перемещается к ветви 7 транспортера, где звездочка этого приспособления-спутника входит в зацепление с движущейся приводной цепью. Вследствие этого приспособление-спутник с каретки съезжает наосвободившееся в результате передвижки приспособлений-спутников на транспортере место, и все приспособления-спутники на ветви 6 транспортера останавливаются на упоре, а каретка 13 возвращается в исходное положение , Все описанные операции происходят во время обработки детали, находящейся на координатном столе 2. Когда обработка детали заканчивается, стол по команде перемещается в положение где приводная звездочка 23 ветви 7 транспортера оказывается в зоне координатных перемещений стола. По кдманде рычаг 16 приспособления-спутника с обработанной деталью опускается, и ее звездочка входит в зацепление с движущейся приводной цепью ветви 7 транспортера. Вследствие этого расфиксированное на координатном столе 2 приспособлениеспутник перемещается на ветвь 7 транспортера, а сам координатный стол уходит на загрузку следующим приспог соблением-спутником. После этого цикл повторяется. Таким образом, предлагаемый многооперационный станок работает без участия оператора до тех пор, пока не будут обработаны все детали, загруженные первоначально по обе ветви транспортера, причем при соответствующей протяженности этих ветвей автоматический процесс обработки продолжается достаточно долго.
Формула изобретения
Многооперационный станок с автоматической сменой приспособленийспутников, содержащий колонну со шпиндельной бабкой, координатньтй стол и механизм смены приспособлений-спутников, отличающий с я .тем, что, с целью повьппения производительности станка, механизм смены приспособлений-спутников снабжен кареткой и вьтолнен в виде двух смежных параллельных ветвей цепного транспортера, с одной сторо ны соединенных посредством каретки, установленной с возможностью пере567514
мещения перпендикулярно этим ветвям, и с другой стороны - координатным столом, причем приводные звездочки цепного транспортера расположены в 5 зоне координатных перемещений стола, а приспособления-спутники снабжены предназначенным для переноса приспог соблений-спутников с цепного транспортера на координатный стол станка 10 рычагом со звездочками, установленными с возможностью зацепления с тя.говой цепью транспортера.
Источники информации, принятые во внимание при экспертизе 15 J. Проспект фирмы Makino (Япония), Модель МС-60, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок | 1983 |
|
SU1126406A1 |
| Металлорежущий станок | 1983 |
|
SU1135592A1 |
| Многооперационный станок | 1979 |
|
SU880689A1 |
| Многооперационный станок | 1987 |
|
SU1445902A1 |
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| Металлорежущий станок с устройством для автоматической смены обрабатываемых деталей | 1977 |
|
SU745649A1 |
| Многоцелевой станок с ЧПУ | 1983 |
|
SU1166965A1 |
| Многооперационный станок для обработки корпусных деталей | 1977 |
|
SU623707A1 |
| Многооперационный станок | 1987 |
|
SU1469729A1 |
| Многооперационный станок | 1984 |
|
SU1362394A3 |