:
О1
ts9
Изобретение относится к станкостроению, в частности к многооперационным станкам с автоматической сменой инструмента, имеющим вертикально-подвижную инструментальную бабку и устройство ее уравновешивания.
Целью изобретения является упрощение конструкции и сокращение времени смеьгы инструмента. JQ
На фиг, 1 схематически изображен многоопёрационный станок вид сбоку . с местным разрезом; на фиг.2 - вид А на фиг. I ; на фиг. 39 - последовательность операций при 15 щего операционного перехода оправка автоматической смене инструмента,(фиг.7), Встречное движение шпиндель3, Далее шпиндельная бабка 3 перемещается вверх, а цепной магазин 9 вместе с захваченной инструментальной оправкой. 10 идет вниз до выхода хвостовика инструментальной оправки из щпинделя (фиг,6),.
Поскольку шпиндельная бабка 3 и цепной магазин с оправкой 10 двигаются в разные стороны, то величина необ ходимого перемещения уменьшается в два раза. Затем следует вращение магазина, при котором по оси шпинделя устанавливается требуемая для следуюСтанок содержит рабочий стол , колонну 2j по направляющим которой пе- ремещается вертикально-подвижная бабка 3, имеющая ш;шндель с вертикальной осью вращения
Шпиндельная бабка 3 соединена при помоп и гибкой цепи А, переброшенной через блош-г 5, с противовесом, кото- рым является корпус 6, В последнем выполнены горизонтальные направляющие, на которых установлена жестко соединенная со штоком гидроцилиндра 7 каретка 8, на которой смонтирован цепной инструментальный магазин 9 с инструментальным оправка 1и 10, Вращение цепной магазин получает через
ной бабки 3 и оправки 10, находящейся в инструментальном магазине(фиг,8) продолжается дй входа оправки в ш пин- 20 дель, после, чего происходит зажим оправки- 10 в шпинделе,
.После этого каретка 8, несущая цеп - ной магазин при помощи гидроцилиндра 7, перемещается в исхо.дное положение 25 (фиг,9) и станок готов к последующей обработке заготовки 15,
Таким образом, одновременные разнонаправленные движения шпиндельной б аб- ки 3 и инструментачьной оправки 10 в 30 вертикальной плоскости существенно . повьшают быстродействие при смене ин40
струмента, электродвигатель 1 и звездочку 12,
В корпусе 6 по обе его сторош сим- метрично установпеш ролики 13, кон- - ; тактирующие с обраЕ1еннь ми к ним повер; : р :ностями вертикальных направляющих 14; смоНТКрованных внутри колонны 2 В пазу корпуса 6 устанавливаются до- пoлнитeJlьнo два-три контрольных гру за .с суммарной массой, составляющей примерно 5-10% от массы уравновешиваемой шпиндельной бабки 3, На зеркале рабочего стола 1 устанавливается обрабатываемая заготов.ка 15,..
Станок работает следующим образом, , После операционного перехода процес са механической обработки заготовки 15 (фиг,,3)по команде от ЧПУ шпиндельная бабка 3 устанавливается в позицию сме.- ны инструмента Сфиг,4), Далее, каретка 8 вместе с пепным магазином 9 при помо- 1а,н 1 идроцилиндра 7 двустороннего действия перемещается в направлении шпиндельной -бабки 3(фиг,5) и свободное .Гн-ёздо Акапного магазина фиксир-ует в Себе инструментальную оправку Ю, находящуюся а шпинделе. Затем следует разжим оправки 10 в шпиндельной бабке
55
Формула и.з обретения
Шогооперацнонный станок, содержащий -колонну, установленную на ней вертикально-подвижную шпиндельную бабку, устройство ее уравновешивания с уравновещивающим элементом, связанным со шпиндельной бабкой посредством передачи с гибкой связью и установленным с возможностью разнонаправленного с ней перемещения, устройство смекы инструментов включающее в себя магазин с гнездами под инструменты, о т л и- чающийся тем, что, с целью упрощен1чя конструкции и сокращения времени смены инструмента, уравнове- шиваюш 1й элемент выполнен в виде корпуса с,поризонтапьными направляющими, в которых с возможностью перемещения от дополнительного привода устанозле- на дополнительно введенная в усгрой-. ство каретка, причем корпус размещен внутри колонны в выполне нных в ней вертикальных направляющих, а магазин, инструментов закреплен на каретке с возможностью совмещения осей его гнезд с осью шпинделя.
щего операционного перехода оправка (фиг.7), Встречное движение шпиндель3, Далее шпиндельная бабка 3 перемещается вверх, а цепной магазин 9 вместе с захваченной инструментальной оправкой. 10 идет вниз до выхода хвостовика инструментальной оправки из щпинделя (фиг,6),.
Поскольку шпиндельная бабка 3 и цепной магазин с оправкой 10 двигаются в разные стороны, то величина необходимого перемещения уменьшается в два раза. Затем следует вращение магазина, при котором по оси шпинделя устанавливается требуемая для следуюной бабки 3 и оправки 10, находящейся в инструментальном магазине(фиг,8) продолжается дй входа оправки в ш пин- дель, после, чего происходит зажим оправки- 10 в шпинделе,
.После этого каретка 8, несущая цеп- ной магазин при помощи гидроцилиндра 7, перемещается в исхо.дное положение (фиг,9) и станок готов к последующей обработке заготовки 15,
Таким образом, одновременные разнонаправленные движения шпиндельной б аб- ки 3 и инструментачьной оправки 10 в вертикальной плоскости существенно повьшают быстродействие при смене ин40
струмента,
- ..
5
Формула и.з обретения
Шогооперацнонный станок, содержащий -колонну, установленную на ней вертикально-подвижную шпиндельную бабку, устройство ее уравновешивания с уравновещивающим элементом, связанным со шпиндельной бабкой посредством передачи с гибкой связью и установленным. с возможностью разнонаправленного с ней перемещения, устройство смекы инструментов включающее в себя магазин с гнездами под инструменты, о т л и- чающийся тем, что, с целью упрощен1чя конструкции и сокращения времени смены инструмента, уравнове- шиваюш 1й элемент выполнен в виде корпуса с,поризонтапьными направляющими, в которых с возможностью перемещения от дополнительного привода устанозле- на дополнительно введенная в усгрой-. ство каретка, причем корпус размещен внутри колонны в выполне нных в ней вертикальных направляющих, а магазин, инструментов закреплен на каретке с возможностью совмещения осей его гнезд с осью шпинделя.
I--.
--Хф-.
m 111//
n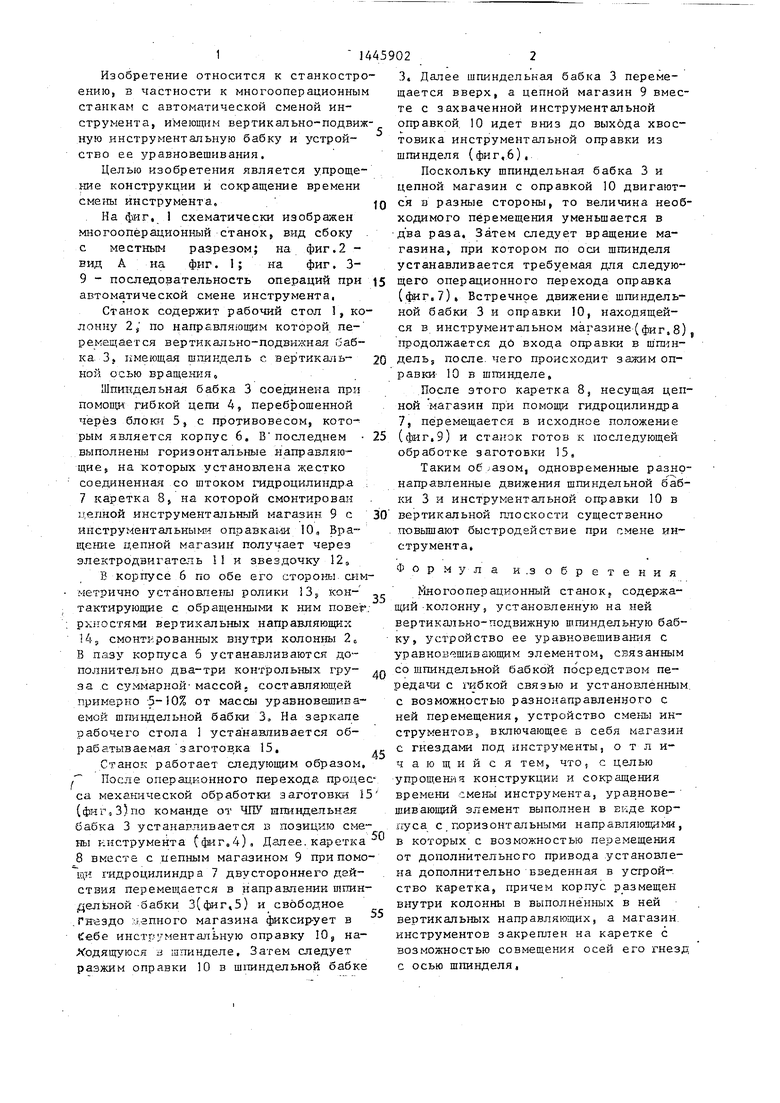
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоцелевой станок с автоматической сменой инструмента | 1981 |
|
SU1009706A1 |
| Многооперационный станок | 1979 |
|
SU880689A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК | 2014 |
|
RU2556180C1 |
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| Горизонтальный многоцелевой станок с автоматической сменой инструмента | 1983 |
|
SU1144836A1 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| Многоцелевой станок с ЧПУ и автоматической сменой инструмента | 1987 |
|
SU1502245A1 |
| Многоцелевой станок | 1988 |
|
SU1648727A1 |
| Многоцелевой станок | 2016 |
|
RU2646414C2 |
| МНОГОЦЕЛЕВОЙ СТАНОК С УСТРОЙСТВОМ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 1994 |
|
RU2108218C1 |

Изобретение относится к станко- лстроению, в частности к ьдаогооперацн- онныы станкам с автоматической сменой инструмента. Целью изобретения явля- .ется упрощение конструкции и сокраще- .няе времени смены инструмента. Для этого на многооперационном станке, содержащем рабочий стол и колонну, по направляющим которой перемещается шпиндельная бабка, последняя соединена при помснци гибкой связи, переброшенной через блоки, t противовесом, выполненным в виде корпуса, по горизонтальным направлякндим которого перемещается каретка, жестко связанная с приводным цепным магазином. Магазин перемещается в горизонтальном направлении при помощи гндроцилиндра, при этом одновременно он имеет возможность собериать вертикальное перемещение, противоположно направленное по отношению к перемещению шпиндельной бабки. 9 ил« СО
te2
JQ
LJ
j 1
r
9V.J
aiЧз
i
+
A ai
J
Фиг.в
J
f
r-nS
rF
0йг
Фиг.1
Т
::s
г.
| Патент США № 3789501, кп | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
