(54) МОДУЛЬ ПРОМДаПЕННОГО РОБОТА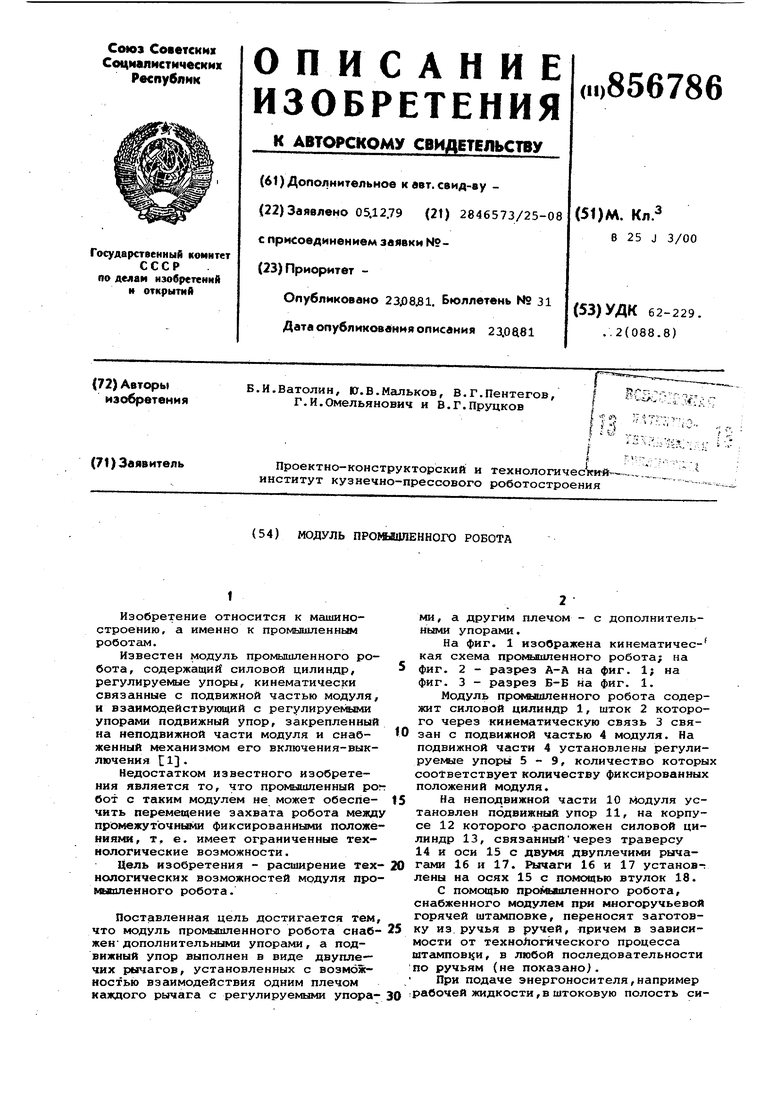
| название | год | авторы | номер документа |
|---|---|---|---|
| Рука промышленного робота | 1979 |
|
SU837848A1 |
| Промышленный робот | 1985 |
|
SU1268254A1 |
| Устройство для соединения заготовок по длине | 1984 |
|
SU1167013A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| Механизм перемещения кассеты со стопой листов к устройству для отделения листа от стопы и подачи его в зону обработки | 1982 |
|
SU1163944A1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |
| Устройство для определения листовых заготовок от стопы и подачи их в пресс | 1984 |
|
SU1183254A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Адаптивный захват | 1988 |
|
SU1542796A1 |
| Механический пресс | 1986 |
|
SU1344627A1 |
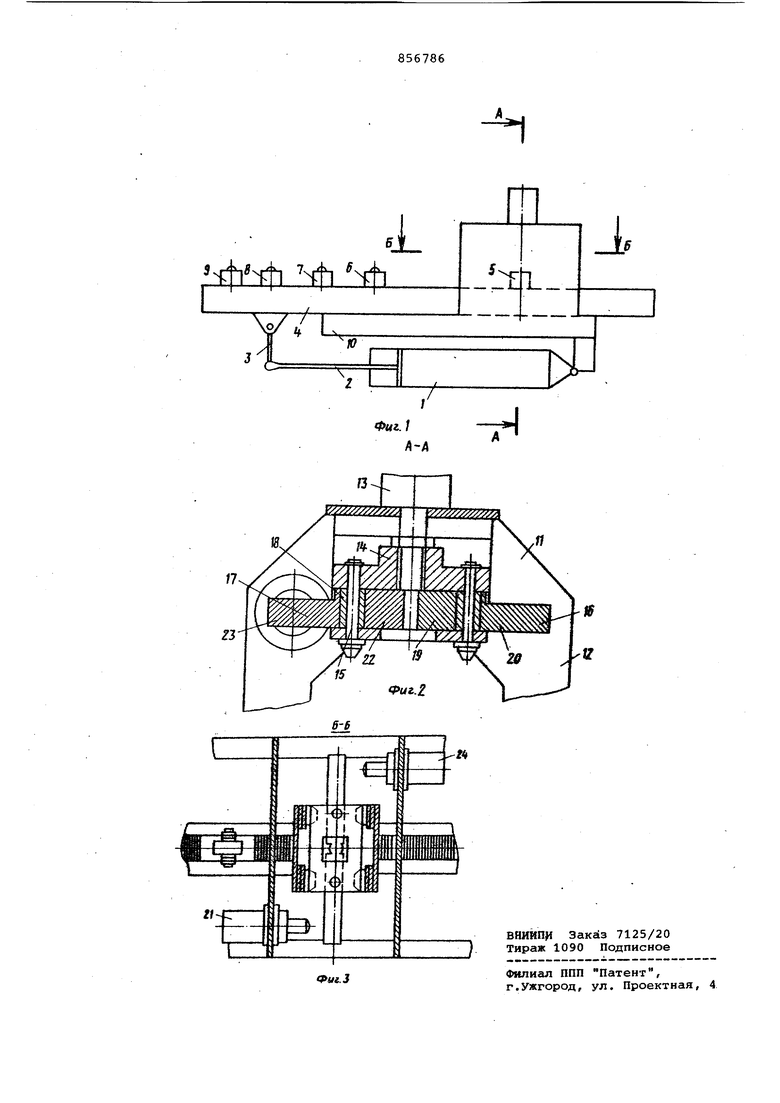
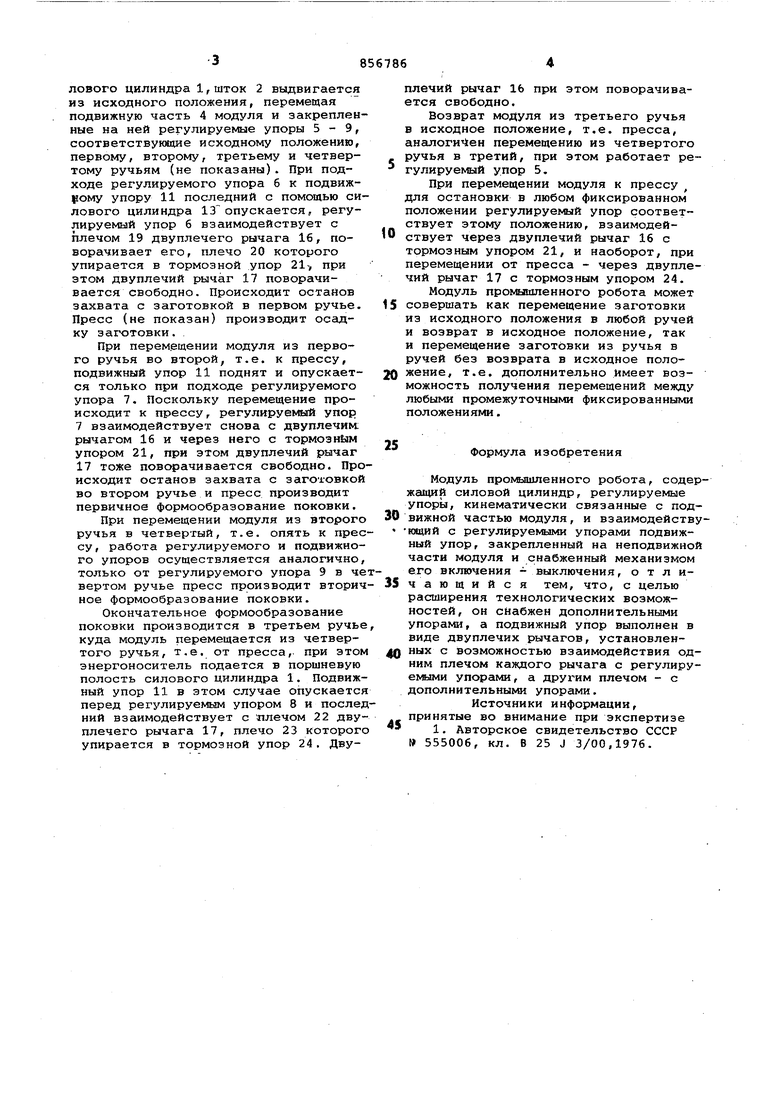
Изобретение относится к машиностроению, а именно к промьошленным роботам. Известен модуль промышленного робота, содержащий силовой цилиндр, регулируемые упоры, кинематически связанные с подвижной частью модуля, и взаимодействукиций с регулируемыми упорами подвижный упор, закрепленный на неподвижной части модуля и снабженный механизмом его включения-выключения Ц Недостатком известного изобретения является то, что промьшшенный ро бот с таким модулем не может обеспечить перемещение захвата робота межд промежуточными фиксированными положе ниями, т, е. имеет ограниченные технологические возможности. Цель изобретения - расширение тех нологических возможностей модуля про Ашшленного робота. Поставленная цель достигается тем что модуль промьлиленного робота снаб жендополнительными упорами, а подвижный упор выполнен в виде двуплечих рычагов, установленных с возмоЗкностью взаимодействия одним плечом каждого рычага с регулируемыми упора ми, а другим плечом - с дополнительными упорами. На фиг. 1 изображена кинематическая схема промьлиленного робота; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. Модуль прсмившленного робота содержит силовой цилиндр 1, шток 2 которого через кииематическую связь 3 связан с подвижной частью 4 модуля. На подвижной части 4 установлены регулируемые упоры 5-9, количество которых соответствует количеству фиксированных положений модуля. На неподвижной части 10 1 эдуля установлен подвижный упор 11, на корпусе 12 которого -расположен силовой цилиндр 13, связанныйчерез траверсу 14 и оси 15 с двумя двуплечими рычагами 16 и 17. Рычаги 16 и 17 установ-: лены на осях 15 с помощью втулок 18. С помощью пролвлшенного робота, снабженного модулем при многоручьевой горячей штамповке, переносят заготовку из ручья в ручей, причем в зависимости от технологического процесса штампов1 и, в любой последовательности по ручьям (не показано). При подаче энергоносителя,например рабочей жидкости,вштоковую полость силевого цилиндра 1, шток 2 выдвигается из исходного положения, перемещая подвижную часть 4 модуля и закрепленные на ней регулируемые упоры 5 - 9, соответствукжцие исходному положению, первому, второму, третьему и четвертому ручьям (не показаны). При подходе регулируемого упора б к подвижрому упору 11 последний с помсядью силового цилиндра 13 опускается, регулируемый упор 6 взаимодействует с плечом 19 двуплечего рычага 16, поворачивает его, плечо 20 которого упирается в тормозной упор 21-, при этом двуплечий рычаг 17 поворачивается свободно. Происходит останов захвата с заготовкой в первом ручье. Пресс (не показан) производит осадку заготовки.
При перемещении модуля из первого ручья во второй, т.е. к прессу, подвижный упор 11 поднят и опускается только при подходе регулируемого упора 7. Поскольку перемещение происходит к прессу, регулируеккай упор 7 взаимодействует снова с двуплечим; рычагом 16 и через него с тормозным упором 21, при этом двуплечий рычаг 17 тоже поворачивается свободно. Происходит останов захвата с заго1овкой во втором ручье и пресс производит первичное формообразование поковки.
При перемещении модуля из второго ручья в четвертый, т.е. опять к прессу, работа регулируемого и подвижного упоров осуществляется аналогично, только от регулируемого упора 9 в чевертом ручье пресс производит вторичное формообразование поковки.
Окончательное формообразование поковки производится в третьем ручье куда модуль перемещается из четвертого ручья, т.е. от пресса,, при этом энергоноситель подается в поршневую полость силового цилиндра 1. Подвижный упор 11 в этом случае опускается перед регулируемым упором 8 и последний взаимодействует с плечом 22 двуплечего рычага 17, плечо 23 которого упирается в тормозной упор 24. Двуплечий рычаг 16 при этом поворачивается свободно.
Возврат модуля из третьего ручья в исходное положение, т.е. пресса, аналоги ен перемещению из четвертого - ручья в третий, при этом работает ре гулируемый упор 5,
При перемещении модуля к прессу для остановки в любом фиксированном положении peгyлиpye ый упор соответствует этому положению, взаимодействует через двуплечий рычаг 16 с тормозным упором 21, и наоборот, при перемещении от пресса - через двуплечий рычаг 17 с тормозным упором 24. Модуль промышленного робота может
5 совершать как перемещение заготовки из исходного положения в любой ручей и возврат в исходное положение, так и перемещение заготовки из ручья в ручей без возврата в исходное положение, т.е. дополнительно имеет возможность получения перемещений между любыми промежуточными фиксированными положениями.
Формула изобретения
Модуль промышленного робота, содержгиций силовой цилиндр, регулируемые упоры, кинематически связанные с подвижной частью модуля, и взаимодейству ющий с регулируемыми упорами подвижный упор, закрепленный на неподвижной части модуля и снабженный механизмом его включения - выключения, о т л и5 чающийся тем, что, с целью расширения технологических возможностей, он снабжен дополнительными упорами, а подвижный упор выполнен в виде двуплечих рычагов, установленных с возможностью взаимодействия одним плечом каждого рычага с регулируемыми упорами, а другим плечом - с дополнительными упорами.
Источники информации, принятые во внимание при экспертизе
