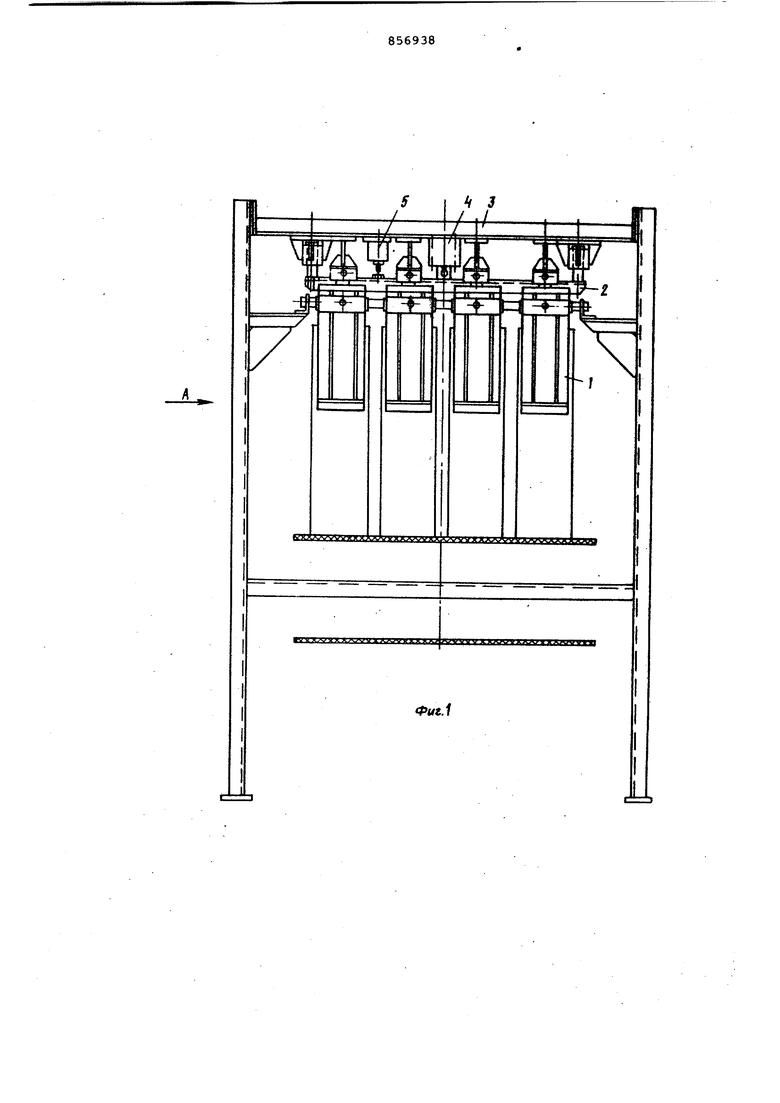
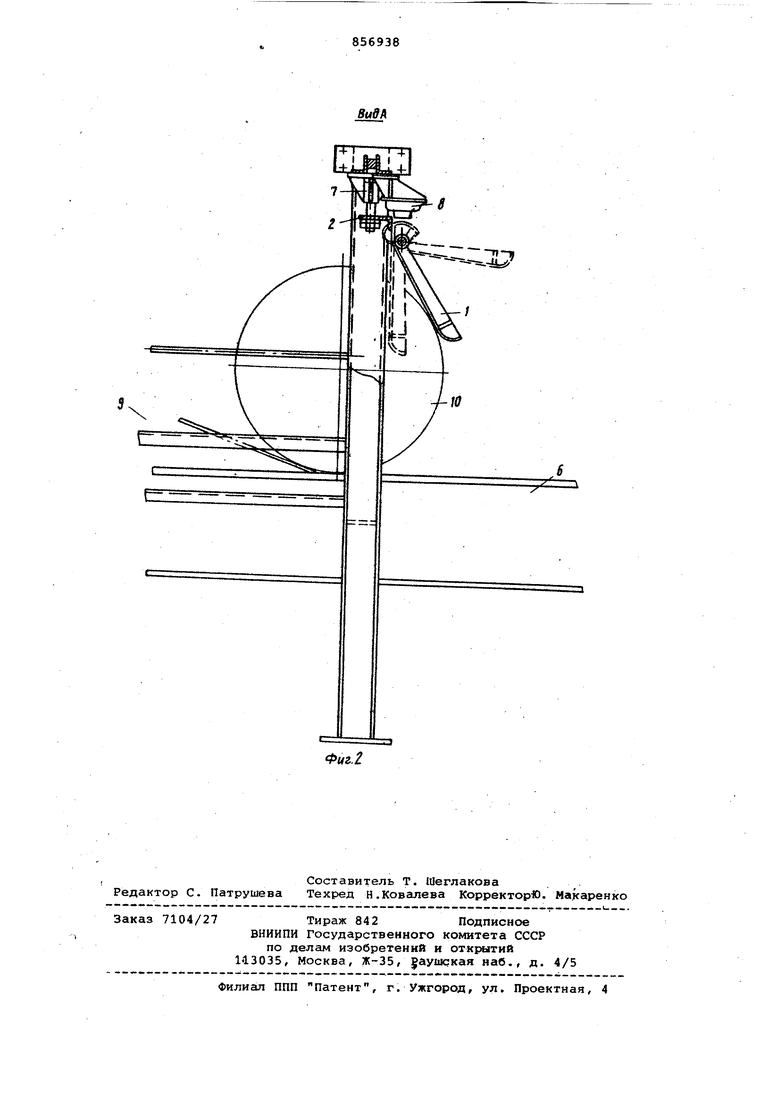
Изобретение относится к транспортированию, непрерывному накапливанию и периодической выдаче партий штучны изделий и может найти применение в любой отрасли промышленности. Известен конвейер поточной линии, включаю1ций для регистрирования подачи изделий с одной операции на другую l. Однако это устройство решает зада чу регулирования подачи изделий в по ток. Наиболее близким техническим реше нием являетря устройство для подачи деталей с одновременным суммированием их потоков, включающее подающие и принимающий механизмы, параллельно установленные накопительные лотки с наклонной поверхностью, установленны на раме поворотные заслонки и электр схему управления с управляющим приспособлением заслонок, сигнализаторо наличия деталей для каждого лотка и с элементом управления приводом принимагадего механизма . Однако данное устройство не обеспечивает суммировс ние потоков различ ного веса и размера деталей. Цель изобретения - обеспечение суммирования потоков различного веса и размера деталей. Указанная цель достигается тем, что управлякадее .приспособление нок выполнено в виде установленных на раме направляющих с планкой и электромагнита для перемещения планки, причем элемент управления приводом принимакхаего механизма и сигнгшизатор наличия детсшей установлены на раме с возможностью взаимодействия соответственно с планкой и заслонкой. На фиг. 1 показано устройство, общий вид; на фиг. 2 - то же, вид сбоку. Устройство для подачи деталей с одновременным суммированием их потоков включает поворотные заслонки 1 с управляюсаим приспособлением в виде планки 2, раму 3, на которой закреплены электромагнит 4, элемент 5 управления приводом, принимающего механизма 6, направляющие 7 для планки 2, сигнализатор 8 наличия деталей для каждого из наклонных накопительных лотков 9 с деталями 10 в виде рулонов. Причем электромагнит 4, элемент 5 управления приводом принимающего механизма 6 и сигнализатор 8 наличия деталей образуют электросхему управления.
Устройство для подачи деталей с одновременным суммированием их потоков работает следующим образом.
Рулоны 10 транспортируются подвесным конвейером (,не показан7 , причем каждый рулон 10 транспортируется отдельной люлькой, несущей информацию о весе рулона. Вес кодируется одним из трех кодов больше, меньше, средний . Каждая люлька конвейера может быть разгружена в один из наколительных лотков 9. При заполнений всех лотков 9 при соблюдении комбинации потоков трех кодов больше, меньше, средний составляется суммарная партия усредненного веса, которая передается на принимакйчий механизм 6.
Выгружаясь из люлек -подающего подвесного конвейера, рулон 10 попадает на наклонный накопительный лоток 9 и скатывается до упора в заслонку 1, отклоняя его от вертикального положения до упора в планку 2. При этом срабатывает сигнализатор 8 наличия детгшей на данном лотке 9. После заполнения всех лотков 9 срабатывают все сигнализаторы 8 наличия деталей и включается электромагнит 4, который по направляющим 7 поднимает вверх планку 2. При движении вверх планка 2 скользя в направляющих 7, нажимает на элемент 5 управления приводом прижимающего механизма 6, который дает сигнал для движения прижимающего механизма 6. При передвижении рулонов 10 освобожденные заслонки 1 скользят по образующей рулонов, поднимаясь 9 горизонтальное положение. После прохождения рулоно.в заслонки 1 подают в вертикальное положение, разрывая контакты сигнализаторов 8 наличия деталей, что является сигналом остановки принимгиощего механизма 6 планки 2.
Использов ние предлагаемого устройства обеспечивает подачу деталей с одновременным суммированием их потоков, что ведет к освобождению рабочей силы и повышению эффективности работы.
Формула изобретения
Устройство для подачи деталей с одновременньв4 суммированием их потоков, включающее принимающий механизм, параллельно установленные накопитель5 кые лотки с наклонной поверхностью, установленные поворотные заслонки и электросхему управления с управляющим приспособлением заслонок с сигнализатором наличия деталей для
Q каждого лотка и с элекентом управления приводом принимающего механизма, отличающееся тем, что, с целью обеспечения суммирования потоков различного веса и размера деталей, управляющее приспособление заслонок
5 энполнено в виде установленных на раме направлякиих с планкой и эл ктромагиита для перемещения планки, причем элемент управления приводом прини- мающего кюханизма и сигнализатор наличия деталей установлены на раме с возможностью взаимодействия соответственно с планкой и заслонкой.
Источники информации, принятые во внимание при экспертизе
5 Авторское свидете.т тво СССР 67595, кл. В 65 G 47/22, 1946. 2. Авторское свидетельство СССР
№ 175430, кл. В 65 G 47/08, 1963 (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для производства формового хлеба | 1980 |
|
SU938878A1 |
| Устройство для накопления штучных изделий | 1990 |
|
SU1791284A1 |
| Устройство для ориентации и загрузки деталей в гнезда кассеты | 1987 |
|
SU1436158A1 |
| Автоматическая линия для обработки изделий | 1977 |
|
SU707773A1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| Устройство для деления потока деталей | 1982 |
|
SU1024221A1 |
| МЕХАНИЗИРОВАННЫЙ СКЛАД | 1989 |
|
RU2033377C1 |
| Автоматизированный комплекс | 1985 |
|
SU1465205A1 |
| Устройство для укладки плодов в тару | 1983 |
|
SU1129132A1 |
| МНОГОРУЧЬЁВАЯ ТЕСТбФОРМУЮЩАЯ УСТАНОВКА ДЛЯ СДОБНЫХ ИЗДЕЛИЙ | 1969 |
|
SU242801A1 |