1
Изобретение относится к конвейерному транспорту, а именно к устройствам для формирования грузопотока на ленточных конвейерах.
Известно устройство для формирования сыпучего материала на ленте конвейера, включающее разравнивающий элемент, закрепленный на стойках, при этом прижатие разравнивающего элемента к грузопотоку осуществляется посредством системы грузов ijНедостатком устройства является его сложность, а также недостаточно эффективное сглаживание и уплотнение поверхности сыпучего материала.
Наиболее близким из известных технических решений является устройство для формирования потока сыпучего материала на ленте конвейера, включающее расположенные с двух сторон относительно продольной оси ленты ограничители ширины потока, между которыми расположены закрепленный иа кронштейне верхней частью разравнивающий Vобразный нож и формируюишй элемент, выполненный в виде рессорных пластин 2..
Недостатком этого устройства является невозможность поддержания неизменной высоты слоя и степени уплотнения материала при колебаниях нагрузки на конвейер, а также незащищенность сформированного участка потока от пересыпания материала с краев ленты.
Цель изобретения - повышение эффективности управления параметрами, качества сыпучих материалов в транспортном потоке путем снижения погрешности конкретно параметров.
10
Указанная цель достигается тем, что, концы V-образного ножа выполнены наклонными от его верхней части к нижней в сторону продольной оси ленты, а формирующий элемент выполнен в виде расположенных вдоль ленты вертикальных пластин с закрепленной на их нижней части плитой, имекхчей параллельный и наклонный к ленте участки.
20
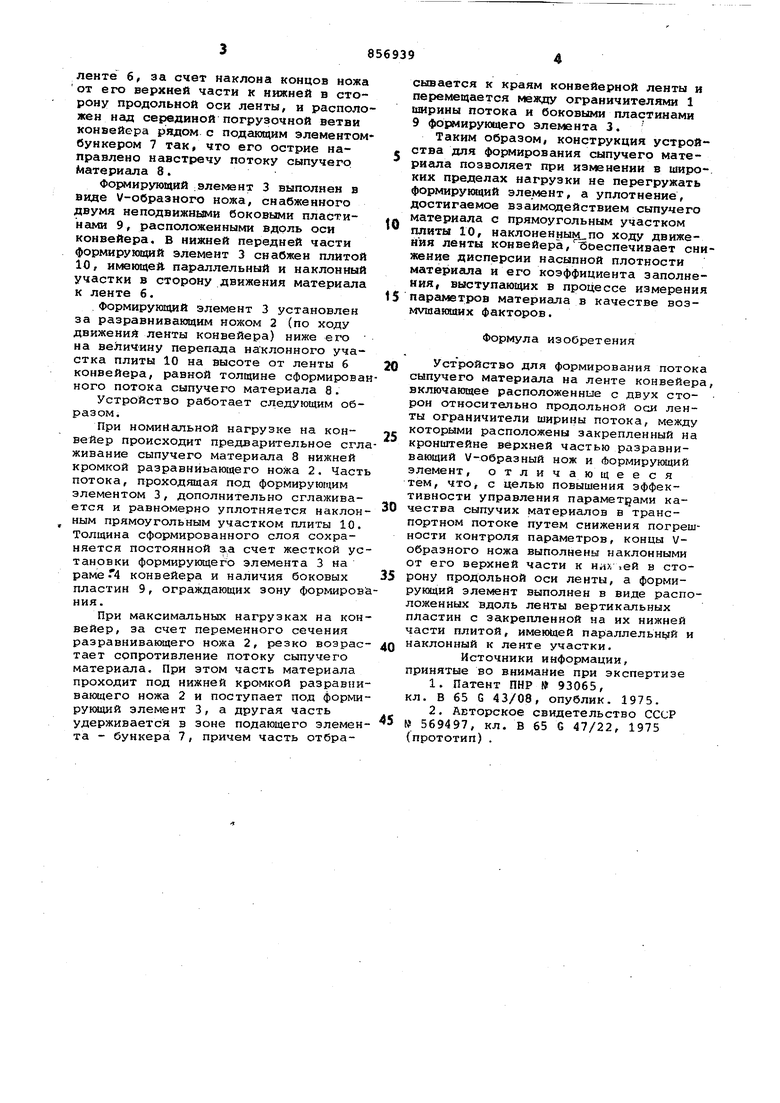
На фиг. 1 изображено устройство для формирования потока сыпучего материала на ленте конвейера, вид сбоку} на фиг. 2 - то же, вид сверху. Устройство.содержит ограничители
25 1 ширины потока, разравнивающий Vобраэный нож 2 и Формирующий элемент 3, которые жестко закреплены на раме 4 (; п9мощью кронштейнов 5 конвейера 6. Разравниваюпшй нож 2 выполнен с
ЭО переменным сечением, су/каищпмся к
енте б, за счет наклона концов ножа т его верхней части к нижней в стоону продольной оси ленты, и располоен над серединой погрузочной ветви конвейера рядом с подающим элементомункером 7 так, что его острие наравлено навстречу потоку сыпучего: атериала 8.
Формирующий .элемент 3 выполнен в иде V-образного ножа, снабженного вумя неподвижными боковыми пластинами 9, расположенными вдоль оси конвейера. В нижней передней части формирующий элемент 3 снабжен плитой 10, имеющей, параллельный и наклонный участки в сторону движения материала к ленте 6.
. Формирующий элемент 3 установлен за разравнивающим ножом 2 (по ходу движений ленты конвейера) ниже его на величину перепада наклонного участка плиты 10 на высоте от ленты 6 конвейера, равной толщине сформированного потока сыпучего материала 8.
Устройство работает следующим образом.
При номинальной нагрузке на конвейер происходит предварительное сглаживание сыпучего материала 8 нижней кромкой разравнивающего ножа 2. Часть потока, проходящая под формирующим элементом 3, дополнительно сглаживается и равномерно уплотняется наклонным прямоугольным участком плиты 10. Толщина сформированного слоя сохраняется постоянной аа счет жесткой установки формирующего элемента 3 на раме 4 конвейера и наличия боковых пластин 9, ограждающих зону формирования.
При максимальных нагрузках на конвейер, за счет переменного сечения раэравнивакяцего ножа 2, резко возрастает сопротивление потоку сыпучего материала. При этом часть материала проходит под нижней кромкой разравнивающего ножа 2 и поступает под формирующий элемент 3, а другая часть удерживается в зоне подающего элемента - бункера 7, причем часть отбрасывается к краям конвейерной ленты и перемещается между ограничителями 1 ширины потока и боковыми пластинами 9 формирующего элемента 3.
Таким образом, конструкция устройства для формирования сыпучего материала позволяет при изменении в широких пределах нагрузки не перегружать формирукяций элемент, а уплотнение, достигаемое взаимодействием сыпучего материала с прямоугольным участком плиты 10, наклоненным по ходу движения ленты конвейера, оеспечивает снижение дисперсии насыпной плотности материала и его коэффициента заполнения, выступающих в процессе измерения параметров материала в качестве возмушакяаих факторов.
Формула изобретения
Устройство для формирования потока сыпучего материала на ленте конвейера включающее расположенные с двух сторон относительно продольной оси ленты ограничители ширины потока, между которыми расположены закрепленный на кронштейне верхней частью разравнивающий V-образный нож и Формирующий элемент, отличающееся тем, что, с целью повышения эффективности управления параметрами качества сыпучих материалов в транспортном потоке путем снижения погрешности контроля параметров, концы Vобразного ножа выполнены наклонными от его верхней части к них .ей в сторону продольной оси ленты, а формирующий элемент выполнен в виде расположенных вдоль ленты вертикальных пластин с закрепленной на их нижней части плитой, имеющей параллельный и наклонный к ленте участки.
Источники информации, принятые во внима1{ие при экспертизе
1.Патент ПНР № 93065,
кл. В 65 G 43/08, опублик. 1975.
2.Авторское свидетельство СССР № 569497, кл. В 65 G 47/22, 1975 (прототип) .
1
p::1 :: :.. J C-iiA:; P. . . . ь . о..: .. .. 8
ю
Фиг./
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования потока сыпучего материала на ленте конвейера | 1982 |
|
SU1082716A1 |
| Устройство для формирования потока сыпучего материала на ленте конвейера и контроля его качества | 1983 |
|
SU1111958A1 |
| Устройство для контроля качества транспортируемого ленточным конвейером сыпучего материала | 1983 |
|
SU1105418A1 |
| Устройство для формирования потока сыпучего материала на ленте конвейера | 1980 |
|
SU882889A1 |
| Устройство для формирования потока сыпучего материала на ленте конвейера | 1985 |
|
SU1266815A2 |
| Устройство для формирования потока сыпучего материала на ленте конвейера | 1975 |
|
SU569497A1 |
| Устройство контроля качества потока сыпучего материала на ленте конвейера | 1987 |
|
SU1490056A1 |
| РАЗРАВНИВАЮЩЕЕ УСТРОЙСТВО С ПРЕДВАРИТЕЛЬНЫМ ОТЖИМОМ ДЛЯ ЗАГРУЗКИ В СУШИЛКУ ВЛАЖНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2538216C1 |
| Устройство для перегрузки сыпучего материала с одного конвейера на другой | 1990 |
|
SU1745642A1 |
| Устройство для загрузки сыпучего материала на ленточный конвейер | 1980 |
|
SU960109A1 |

