(54) УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ПОТОКА СЫПУЧЕГО МАТЕРИАЛА НА ЛЕНТЕ КОНВЕЙЕРА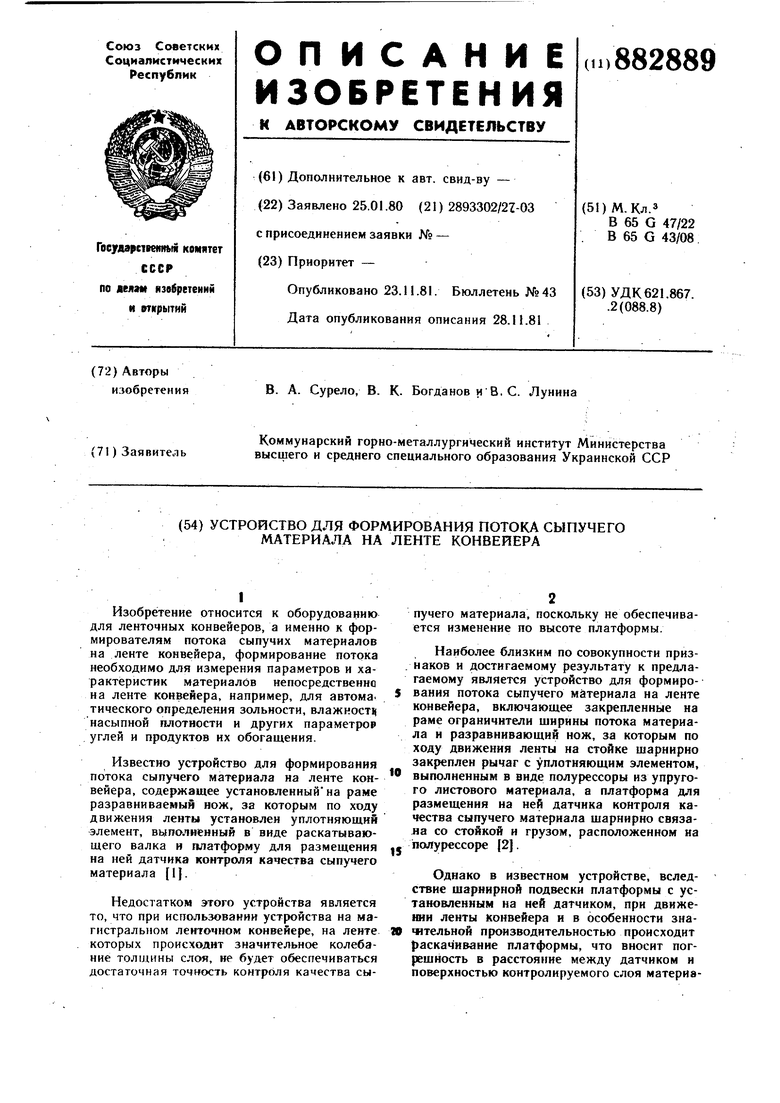
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования потока сыпучего материала на ленте конвейера | 1977 |
|
SU679490A2 |
| Устройство для формирования и контроля качества потока сыпучего материала на ленте конвейера | 1981 |
|
SU994374A1 |
| Устройство для измерения зольности угля на ленте конвейера | 1981 |
|
SU967925A1 |
| Устройство для формирования потока сыпучего материала на ленте конвейера | 1975 |
|
SU569497A1 |
| Устройство для формирования потока сыпучего материала на ленте конвейера и контроля его качества | 1983 |
|
SU1111958A1 |
| Устройство для формирования потока сыпучего материала на ленте конвейера | 1985 |
|
SU1266815A2 |
| Устройство для формирования потока сыпучего материала на ленте конвейера | 1986 |
|
SU1435512A1 |
| Устройство контроля качества потока сыпучего материала на ленте конвейера | 1987 |
|
SU1490056A1 |
| Устройство для анализа качества потока сыпучего материала на ленте конвейера | 1981 |
|
SU1073646A1 |
| Устройство для контроля потока сыпучего материала на ленте конвейера | 1984 |
|
SU1184752A1 |
Изобретение относится к оборудованию для ленточных конвейеров, а именно к формирователям потока сыпучих материалов на ленте конвейера, формирование потока необходимо для измерения параметров и характеристик материалов непосредственно на ленте конвейера, например, для автома. тического определения зольности, влажност1( насыпной плотности и других параметрор углей и продуктов их обогащения.
Известно устройство для формирования потока сыпучего материала на ленте конвейера, содержащее установленныйна раме разравниваемый нож, за которым по ходу движения ленты установлен уплотняющий элемент, выполненный в виде раскатывающего валка и платформу для размещения на ней датчика контроля качества сыпучего материала I.
Недостатком этого устройства является то, что при использовании устройства на магистральном ленточном конвейере, на ленте
которых происходит значительное колебание толщины слоя, не будет обеспечиваться достаточная точность контроля качества сыпучего материала, поскольку не обеспечивается изменение по высоте платформы.
Наиболее близким по совокупности признаков и достигаемому результату к предлагаемому является устройство для формирования потока сыпучего материала на ленте конвейера, включающее закрепленные на раме ограничители щирины потока материала и разравиивающий нож, за которым по ходу движения ленты на стойке шарнирио закреплен рычаг с уплотняющим элементом, выполненным в виде полурессоры из упругого листового материала, а платформа для размещения иа ней датчика контроля качества сыпучего материала щарнирно связана со стойкой и грузом, расположенном на - полурессоре {2.
Однако в известном устройстве, вследствие шарнирной подвески платформы с установленным на ней датчиком, при движении ленты конвейера и в особенности зна70 «ительной производительностью происходит раскачивание платформы, что вносит погрешность в расстояние между датчнком и поверхностью контролируемого слоя материвла и отрицательно влияет на точность контроля качества материала.
Кроме того, вследствие неравномерного и быстрого износа прилегающего к поверхности потока листа полурессоры не обеспечивается качественное сглаживание поверхности потока. Все это приводит к снижению поверхности работы устройства.
Цель изобретения - повышение надежг ности работы устройства на конвейерах любой производительности.
Указанная цель достигается тем, что в устройстве, включающем закрепленные на раме ограничители ширины потока материала и разравнивающий нож, за которым по ходу движения ленты установлены на стойках - шарнирно рычаг с уплотняющим элементом и платформа для размещения на. ней датчика контроля качества сыпучего материала, рычаг выполнен двуплечим, на одном плече которого расположен уплотняющий элемент, а другое плечо связано посредством гибкого звена с платформой, установленной на стойках посредством вертикальных направляющих, при этом длины плеч рычага равны. .
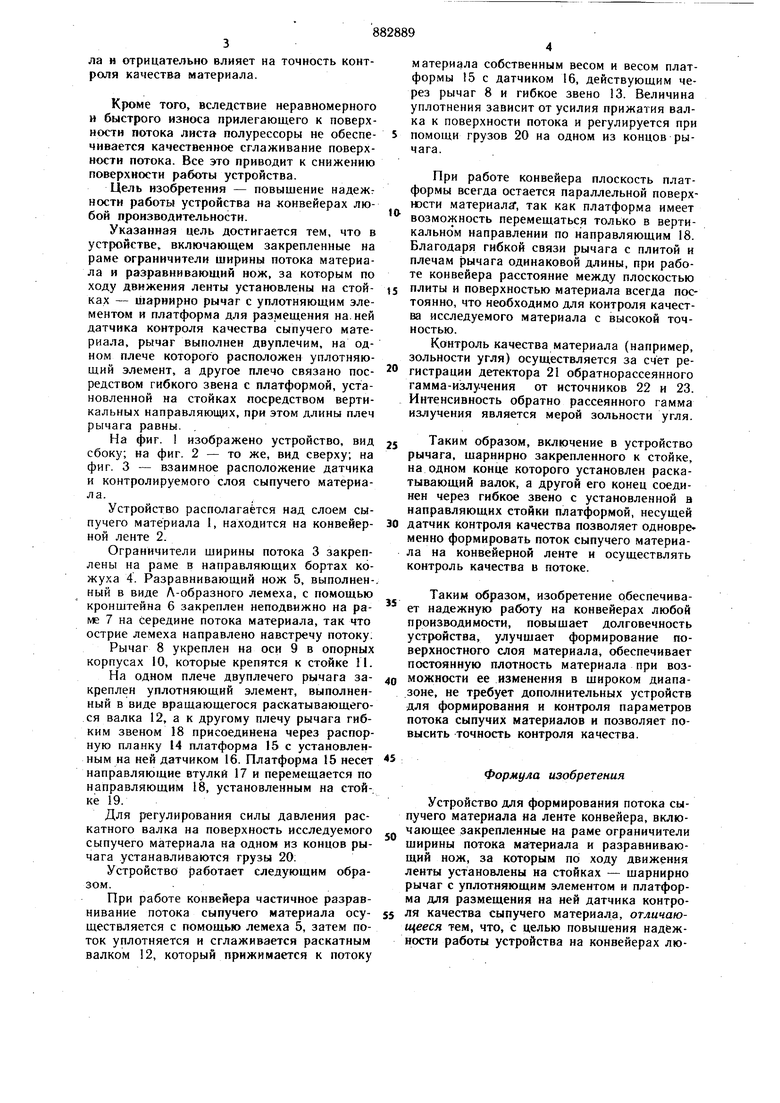
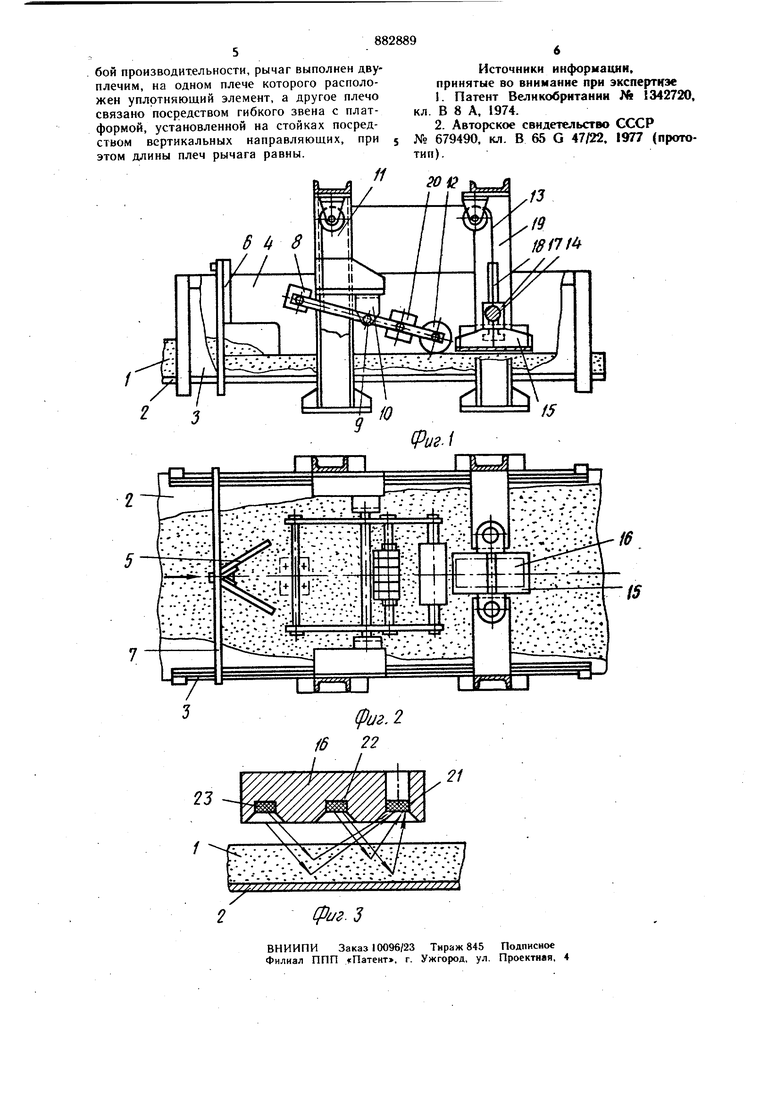
На фиг. 1 изображено устройство, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - взаимное расположение датчика и контролируемого слоя сыпучего материала.
Устройство располагается над слоем сыпучего материала 1, находится на конвейерной ленте 2.
Ограничители ширины потока 3 закреплены на раме н направляющих бортах кожуха 4. Разравнивающий нож 5, выполнен-, ный в виде Л-образного лемеха, с помощью кронштейна 6 закреплен неподвижно на раме 7 на середине потока материала, так что острие лемеха направлено навстречу потоку.
Рычаг 8 укреплен на оси 9 в опорных корпусах 10, которые крепятся к стойке П.
На одном плече двуплечего рычага закреплен уплотняющий элемент, выполненный в виде вращающегося раскатывающегося валка 12, а к другому плечу рычага гибким звеном 18 присоединена через распорную планку 14 платформа 15 с установленным на ней датчиком 16. Платформа 15 несет направляющие втулки 17 и перемещается по направляющим 18, установленным на стой-. ке 19.
Для регулирования силы давления раскатного валка на поверхность исследуемого сыпучего материала на одном из концов рычага устанавливаются грузы 20:
Устройство работает следующим образом.
При работе конвейера частичное разравнивание потока сыпучего материала осуществляется с помощью лемеха 5, затем поток уплотняется и сглаживается раскатным валком 12, который прижимается к потоку
материала собственным весом и весом платформы 15 с датчиком 16, действующим через рычаг 8 и гибкое звено 13. Величина уплотнения зависит от усилия прижатия валка к поверхности потока и регулируется при помощи грузов 20 на одном из концов рычага.
При работе конвейера плоскость платформы всегда остается параллельной поверхности материала, так как платформа имеет возможность перемещаться только в вертикальном направлении по направляющим 18. Благодаря гибкой связи рычага с плитой и плечам рычага одинаковой длины, при работе конвейера расстояние между плоскостью
плиты и поверхностью материала всегда постоянно, что необходимо для контроля качества исследуемого материала с высокой точностью.
Контроль качества материала (например, зольности угля) осуществляется за счет регистрации детектора 21 обратнорассеянного гамма-излучения от источников 22 и 23. Интенсивность обратно рассеянного гамма излучения является мерой зольности угля.
Таким образом, включение в устройство рычага, щариирно закрепленного к стойке, на одном конце которого установлен раскатывающий валок, а другой его конец соединен через гибкое звено с установленной в направляющих стайки платформой, несущей
датчик контроля качества позволяет одновременно формировать поток сыпучего материала на конвейерной ленте и осуществлять контроль качества в потоке.
Таким образом, изобретение обеспечивает надежную работу на конвейерах любой производи мости, повышает долговечность устройства, улучшает формирование поверхностного слоя материала, обеспечивает постоянную плотность материала при возможности ее изменения в широком диапазоне, не требует дополнительных устройств для формирования и контроля параметров потока сыпучих материалов и позволяет повысить точность контроля качества.
Формула изобретения
Устройство для формирования потока сыпучего материала на ленте конвейера, включающее закрепленные на раме ограничители ширины потока ма териала и разравнивающий нож, за которым по ходу движения ленты установлены на стойках - шарнирно рычаг с уплотняющим элементом и платформа для размещения на ней датчика контроля качества сыпучего материала, отличающееся тем, что, с целью повышения надежности работы устройства на конвейерах лю
